
Questa è la strada verso il successo percorsa dai rappresentanti di vendita Tungaloy insieme ai loro clienti.
Raggiungere 48 ore di funzionamento automatico nel weekend! Quale utensile per smussatura ha risolto il collo di bottiglia che bloccava la produzione automatica?
Collaborazione all’intervistaTsubakimoto Mayfran Inc.


Rappresentante di vendita Tungaloy
Takahiko MurataTakahiko Murata
- Città natale
- Kyoto, Prefettura di Kyoto
- Carriera
- Assunto nel gennaio 1987 (assunzione a metà carriera). 36° anno.
- Hobby
- Ho iniziato con lo sci alpino alle medie e gareggio ancora oggi.
Durante la bassa stagione, mi dedico al golf.
Chiunque lavori nella lavorazione dei metalli ha visto almeno una volta un “trasportatore di trucioli”. Questa volta presentiamo un caso di miglioramento relativo ai trasportatori di trucioli.
Tsubakimoto Mayfran Inc., con sede a Koka, Prefettura di Shiga, è stata fondata nel 1973 come joint venture tra Tsubakimoto Chain Co. e Mayfran International. Nel 1974, l’azienda ha iniziato la produzione del suo trasportatore di trucioli “ChipTote”. Da allora, l’azienda ha sviluppato un’ampia gamma di prodotti per la movimentazione dei materiali ed è ora ampiamente conosciuta come produttore globale di apparecchiature per la movimentazione dei materiali e il trattamento del refrigerante.
Tsubakimoto Mayfran Inc. continua a fornire prodotti e servizi della massima qualità per ottenere la soddisfazione e la fiducia dei clienti a livello globale nel campo della “movimentazione e lavorazione” di “trucioli metallici, refrigerante e rifiuti solidi”.
Indice
- Progetto di produzione interna dei perni per cinghia
- Il processo collo di bottiglia che blocca il funzionamento automatico
- Soluzioni per il processo collo di bottiglia
- Fresa a testa intercambiabile TungMeister: ampie varianti di teste per smussatura
- Raggiungere 48 ore di funzionamento automatico nel weekend
- Verso un funzionamento automatico ancora più lungo
Progetto di produzione interna dei perni per cinghia
Tsubakimoto Mayfran Inc. produce trasportatori—il loro prodotto di punta—presso lo stabilimento principale a Koka, Prefettura di Shiga. Lo stabilimento principale è la fabbrica madre che gestisce tutto, dalla lavorazione della lamiera alla saldatura, assemblaggio e verniciatura in un processo di produzione integrato dei trasportatori. È stato in questo periodo che è sorto un problema con l’approvvigionamento dei perni per cinghia, uno dei componenti chiave dei trasportatori. In precedenza, lo stabilimento principale non aveva praticamente eseguito operazioni di lavorazione meccanica e i perni per cinghia che richiedevano lavorazione erano stati affidati in outsourcing per la produzione. Tuttavia, è diventato difficile per il subappaltatore continuare la produzione. Per affrontare questo problema, è stato avviato un progetto di produzione interna dei perni per cinghia. Il signor Ichihashi del Dipartimento di Ingegneria di Produzione, che aveva una profonda conoscenza della lavorazione meccanica, è stato nominato responsabile del progetto.

“Portando internamente nello stabilimento principale la produzione dei perni per cinghia precedentemente in outsourcing, potevamo ottenere molti vantaggi, quindi abbiamo deciso di procedere con la produzione interna. La produzione interna consente una pianificazione flessibile della produzione in base alla domanda e facilita la produzione in piccoli lotti. Con l’outsourcing, dovevamo mantenere grandi scorte di componenti (work-in-progress) a causa delle dimensioni dei lotti d’ordine e dei tempi di consegna. Producendo internamente, possiamo adattare in modo flessibile i programmi di produzione e le dimensioni dei lotti per soddisfare le esigenze dei clienti. L’implementazione della produzione just-in-time ha portato a una significativa riduzione delle scorte di componenti.”
Questo era un progetto importante con miglioramenti attesi nell’efficienza produttiva.
“Oltre alle aspettative di riduzione dei tempi di consegna e delle scorte, abbiamo anche fissato la competitività dei costi come obiettivo per questo progetto di avvio. Considerando i costi di produzione, la produzione all’estero era un’opzione, ma produrre componenti nello stabilimento principale—il sito di assemblaggio finale—è ottimale in termini di tempi di trasporto (produzione locale per consumo locale). Pertanto, abbiamo fissato l’obiettivo di costruire una linea di produzione con competitività dei costi in grado di competere con la produzione estera anche con la produzione nazionale. Credevamo che la chiave per raggiungere la competitività dei costi fosse ‘automazione e funzionamento automatico prolungato’.”
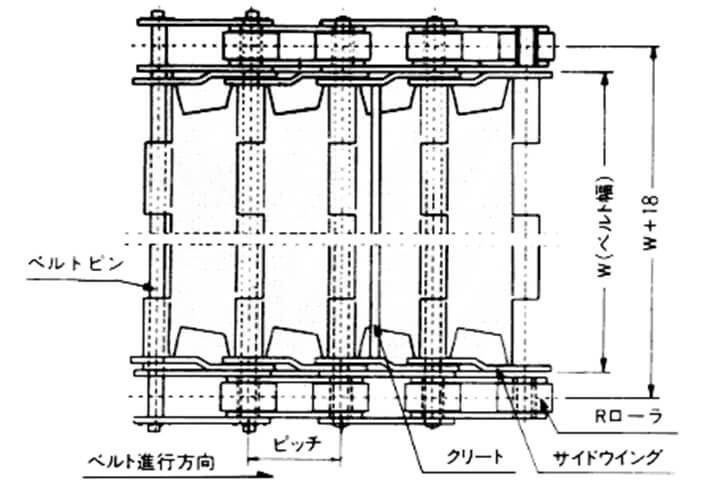
Aspetto e struttura del trasportatore a cinghia d’acciaio a cerniera
Aspetto dei perni per cinghia

Il processo collo di bottiglia che blocca il funzionamento automatico
Per raggiungere gli obiettivi fissati, è proseguita la costruzione della linea. Poiché i perni per cinghia sono parti cilindriche lunghe, è stato adottato un alimentatore a barra per la fornitura del materiale. Inoltre, per automatizzare il riafferraggio dei pezzi lunghi e la lavorazione di entrambe le estremità, è stato selezionato un tornio NC con mandrino secondario, automatizzando tutto dal caricamento del pezzo, alla lavorazione, allo scarico del pezzo.
I perni per cinghia sono disponibili in vari modelli con diametri e lunghezze diverse. Sono stati creati e verificati programmi di lavorazione per ciascun modello e l’avvio dei primi componenti lavorati dello stabilimento è stato completato con successo.
Sebbene l’avvio della lavorazione sia stato completato con successo, l’altro obiettivo—raggiungere un funzionamento automatico prolungato—non era ancora stato raggiunto. Gli utensili utilizzati in due processi avevano una durata breve e l’elevata frequenza di cambio utensile rendeva impossibile un funzionamento prolungato.
“Miravamo a lavorare modelli con lotti di produzione relativamente grandi attraverso il funzionamento automatico durante le festività. Ad esempio, completare la configurazione quando si esce il venerdì e avviare la lavorazione. Se potessimo eseguire la lavorazione automatica durante il weekend (sabato e domenica), contribuirebbe in modo significativo all’efficienza della linea di produzione e ai costi di produzione. Per raggiungere questo obiettivo, dovevamo realizzare circa 48 ore di funzionamento automatico, ma i problemi di durata degli utensili nei processi collo di bottiglia ci impedivano di raggiungere l’obiettivo.”
Processi collo di bottiglia nella lavorazione dei perni per cinghia
Processo collo di bottiglia 1: Troncatura / Tornitura di finitura della faccia frontale
Poiché la produzione utilizzava un alimentatore a barra, il processo di troncatura era una delle operazioni principali. Inoltre, a causa delle limitazioni nel numero di utensili e delle stazioni della torretta necessarie per lavorare vari modelli, l’utensile di troncatura veniva utilizzato anche per la finitura della faccia frontale per consolidare l’uso degli utensili.
Processo collo di bottiglia 2: Foratura di centraggio + Smussatura
Per migliorare la precisione della posizione del foro, veniva eseguita la foratura di centraggio prima della lavorazione del foro. Poiché questi fori richiedevano smussatura a C, il processo è stato progettato per utilizzare un utensile di smussatura a 90° spinto più in profondità in anticipo per combinare foratura di centraggio e smussatura in un’unica operazione.
Immagine di lavorazione del processo “Foratura di centraggio + Smussatura”
- Processo 1
Foratura di centraggio + Smussatura

- Processo 2
Drilling
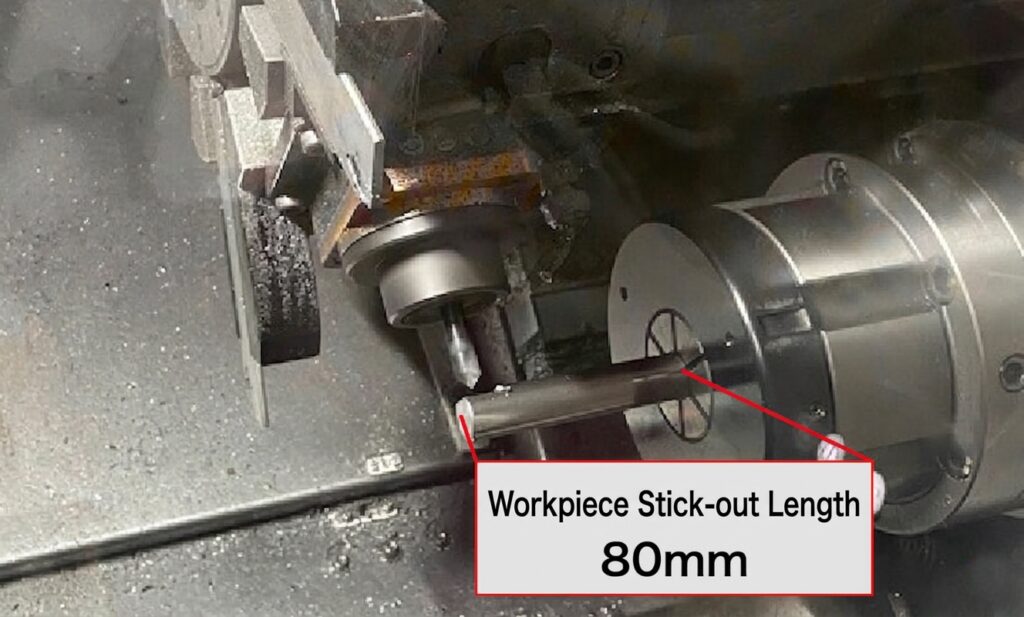
“Il processo che sentivo fosse particolarmente problematico era questo processo di ‘foratura di centraggio + smussatura’. A causa dell’interferenza tra la custodia della pinza che afferra il pezzo e l’unità utensile rotante, nonché delle limitazioni del campo di fresatura della macchina, il pezzo doveva sporgere di circa 80 mm per le operazioni di fresatura. Inoltre, poiché la lavorazione avveniva vicino alla faccia frontale, doveva essere eseguita in configurazione a sbalzo. Con il pezzo in uno stato di bassa rigidità, la lavorazione diventava instabile. Il chatter era particolarmente pronunciato sui modelli di perni per cinghia di diametro più piccolo, risultando in smussi con forme di foro irregolari.”
“Avevamo richiesto miglioramenti degli utensili a più produttori e stavamo lavorando sui miglioramenti degli utensili. Avevamo fatto realizzare utensili personalizzati da un produttore e condotto test, ma stavamo lottando per trovare un utensile che fornisse il miglioramento di cui avevamo bisogno.”
L’obiettivo del funzionamento automatico prolungato aveva raggiunto un vicolo cieco.
Tornio NC con alimentatore a barra e mandrino secondario utilizzato per la lavorazione del perno centrale

Vista del processo “Foratura di centraggio” + “Smussatura”
Soluzioni per il processo collo di bottiglia
È stato in questo periodo che il signor Ichihashi e Murata dell’ufficio vendite di Kyoto di Tungaloy si sono incontrati per la prima volta.
Una richiesta di consulenza riguardante la lavorazione con un prodotto per punte che il signor Ichihashi aveva selezionato è arrivata a Murata tramite un distributore. Quando Murata ha visitato il signor Ichihashi, ha appreso delle sfide che il signor Ichihashi stava affrontando.
“Per il miglioramento dell’utensile di troncatura/tornitura della faccia frontale, ho proposto TungCut. TungCut presenta una sede per inserti a forma di arco unica che fornisce una forte resistenza alle forze laterali, rendendolo una serie di utensili per scanalatura/troncatura in grado non solo di troncare ma anche di eseguire operazioni di tornitura. Ho selezionato AH7025, la nostra ultima qualità, per l’inserto. Poiché questa qualità aveva già fornito risultati eccellenti presso altri clienti, ho raccomandato di testarla.”
“Quando abbiamo testato AH7025, abbiamo ottenuto un’estensione della durata dell’utensile e risolto uno dei processi collo di bottiglia. Originariamente, utilizzavamo il refrigerante per la lavorazione dal punto di vista della durata dell’utensile e della qualità della finitura superficiale. Tuttavia, l’uso del refrigerante richiede una sostituzione periodica a causa del degrado della qualità dell’acqua e lo smaltimento come olio esausto solleva le preoccupazioni ambientali che sono diventate sempre più problematiche di recente. Volevamo stabilire una lavorazione a secco senza refrigerante. A questo proposito, AH7025 ha fornito una qualità di finitura superficiale soddisfacente anche nella lavorazione a secco raggiungendo sufficientemente la durata dell’utensile target. Siamo rimasti sinceramente impressionati dalla vostra tecnologia degli utensili.”
“Per l’altro processo collo di bottiglia—’foratura di centraggio + smussatura’—prevedevo che sarebbe stato un miglioramento difficile date le condizioni di pezzo di piccolo diametro e lungo sbalzo. Poiché l’utensile a testa intercambiabile TungMeister offre un’ampia varietà di teste per smussatura, ho esplorato se potessimo selezionare la testa ottimale per la lavorazione dei perni per cinghia da questa gamma.”

Fresa a testa intercambiabile TungMeister: ampie varianti di teste per smussatura
La fresa a testa intercambiabile TungMeister offre un’ampia gamma di teste oltre alle teste quadrate, tra cui teste ad alto avanzamento, a punta sferica, per smussatura, per foratura e a scanalatura. La gamma di utensili per smussatura in particolare presenta teste per smussatura con caratteristiche nettamente diverse.

“Tra i diversi tipi di teste disponibili, ho selezionato il tipo VDS—il design con taglio più affilato e resistenza più bassa—per questa applicazione.”
Le teste per smussatura TungMeister sono disponibili in tre tipi: il “tipo VCP con design stampato per economicità”, il “tipo VCA con design multitagliente per produttività” e il “tipo VDS con design ad angolo di elica elevato per taglio a bassa resistenza”.
“Ho selezionato il tipo VDS aspettandomi che il suo grande angolo di elica e il design a bassa resistenza fossero adatti per questa applicazione. Inoltre, quando ho esaminato gli utensili per smussatura della concorrenza che Tsubakimoto Mayfran stava utilizzando, nessuno aveva l’assottigliamento applicato al tagliente. Ho pensato che utilizzare il tipo VDS con la sua caratteristica di assottigliamento avrebbe ridotto la forza di spinta, sopprimendo così la deflessione del pezzo anche su pezzi a bassa rigidità.”
Gamma di teste per smussatura TungMeister

Tipo VCP economico (con tagliente centrale)

Tipo VCA orientato alla produttività (senza tagliente centrale)

Tipo VDS orientato all’affilatura (con tagliente centrale)
Caratteristiche del tipo VDS
- Vista frontale della testa VDS
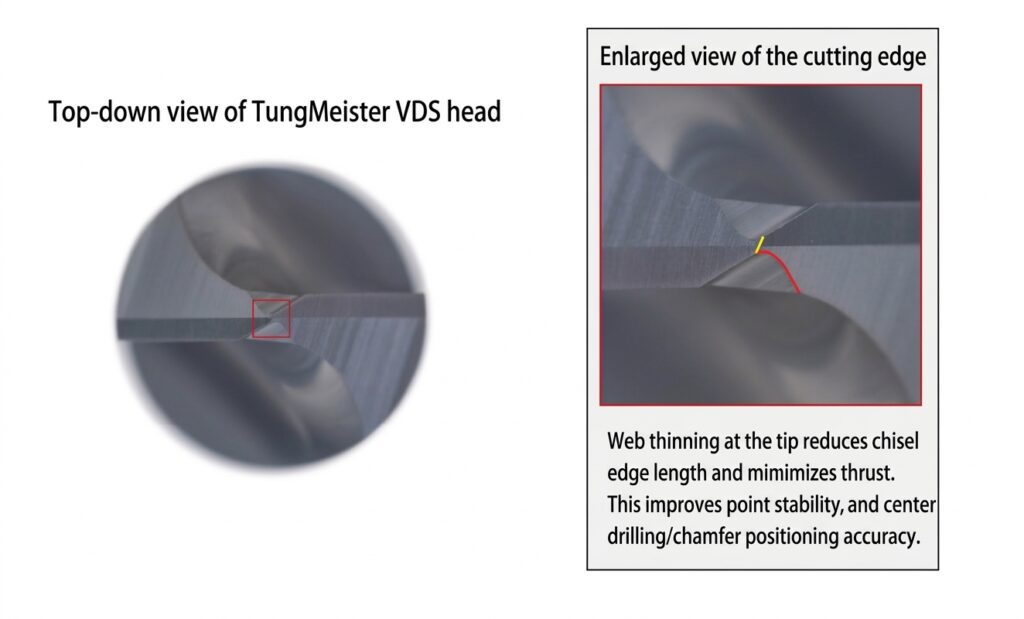
- Testa VDS

Raggiungere 48 ore di funzionamento automatico nel weekend
Con grandi aspettative di successo, sono iniziati i test. Mentre l’utensile convenzionale aveva lavorato con chatter, il tipo VDS ha soppresso significativamente l’insorgenza di chatter. Dopo aver confermato una lavorazione stabile, i test sono passati a un test di produzione in serie. I risultati del test hanno mostrato:
- Durata dell’utensile estesa a 3.000 pezzi—5 volte l’impostazione precedente di durata dell’utensile di 600 pezzi
- L’area smussata, che in precedenza aveva una forma irregolare, è diventata una forma circolare pulita, migliorando la qualità del prodotto
Questi erano miglioramenti significativi.
“I risultati della lavorazione con questo utensile sono stati una serie sorprendente di nuove scoperte. Risolvere i due processi collo di bottiglia e raggiungere 48 ore di funzionamento automatico nel weekend ha contribuito notevolmente a migliorare la produttività sulla linea di lavorazione dei perni per cinghia. La lavorazione dei perni per cinghia utilizzando macchine generiche non è stata ancora raggiunta nemmeno all’estero, quindi credo che questa nuova linea sia stata costruita con una competitività dei costi in grado di competere con la produzione estera.”
“Oltre alla maggiore stabilità di lavorazione e alla durata dell’utensile estesa, apprezziamo anche la facilità di cambio utensile con TungMeister. Con gli utensili solidi, ogni cambio utensile richiedeva l’allentamento e il serraggio della pinza, la regolazione della lunghezza di sporgenza dell’utensile e le correzioni dell’offset di lunghezza dell’utensile nel programma NC. Avevamo anche utilizzato utensili per smussatura con attacco della testa a vite, ma ci sono stati incidenti in cui le viti sono cadute e si sono perse all’interno della macchina durante la rimozione. TungMeister, che consente la sostituzione della testa utilizzando solo una chiave senza rimuovere il gambo, ha anche portato a miglioramenti nelle operazioni di cambio utensile.”
I vantaggi unici degli utensili a testa intercambiabile sui torni—dove i cambi utensile in macchina sono frequenti—sono stati chiaramente apprezzati.

Smusso lavorato utilizzando la testa tipo VDS TungMeister

Punti chiave di miglioramento
-
Testa per smussatura a bassa resistenza tipo VDS utilizzata per “Foratura di centraggio” + “Smussatura” in condizioni di bassa rigidità del pezzo — Raggiunta lavorazione stabile e durata dell’utensile notevolmente migliorata
La testa tipo VDS presenta un design ad angolo di elica elevato e geometria del tagliente assottigliata. Riduce la resistenza al taglio e sopprime la deflessione del pezzo, consentendo una lavorazione stabile anche in condizioni di bassa rigidità.
-
Risolvere i processi collo di bottiglia ha consentito 48 ore di produzione automatica
La lavorazione stabilizzata ha migliorato significativamente la durata dell’utensile. Ridurre la frequenza di cambio utensile ha contribuito a prolungare il tempo di funzionamento automatico.
Verso un funzionamento automatico ancora più lungo
Tsubakimoto Mayfran non è soddisfatta dei miglioramenti attuali e si sta già muovendo verso ulteriori miglioramenti.
“Ora che i due processi collo di bottiglia sono stati risolti, un diverso processo di lavorazione—lavorazione della faccia—è diventato l’attuale collo di bottiglia. Migliorando questo processo, vogliamo sfidare 60 ore di funzionamento automatico.”
Sentendo il prossimo obiettivo, Murata ha risposto:
“Analogamente al processo ‘foratura di centraggio + smussatura’, anche la lavorazione della faccia comporta condizioni di bassa rigidità. Anche qui, voglio perseguire una lavorazione stabile e una durata dell’utensile estesa selezionando una fresa con la resistenza al taglio più bassa possibile.”
“Da quando sono entrato in questa azienda, ho valorizzato il motto ‘Una difficoltà è un’opportunità’ insegnatomi da un collega senior. Come in questo caso, a volte le cose vanno bene, ma ci sono anche momenti in cui la lavorazione non va come previsto e sorgono problemi. Tuttavia, piuttosto che arrendersi facilmente, credo che la cosa più importante sia esplorare se ci sono altre idee o misure di miglioramento e continuare a sfidare. Sento che risolvere problemi in casi particolarmente difficili rafforza il successivo rapporto di fiducia con il cliente.”
Murata si impegna a supportare anche la prossima sfida di raggiungere 60 ore di funzionamento automatico.
“Ci sono molte cose nella lavorazione che puoi capire solo provando effettivamente. Intendiamo continuare a sfidarci senza essere vincolati da concetti esistenti.”
Il signor Ichihashi ha condiviso le sue aspirazioni per la prossima sfida.
In Tungaloy, continueremo a impegnarci per supportare i professionisti della produzione che affrontano nuove sfide ogni giorno.

Sinistra: Sig. Daisuke Kuroiwa, Capo Sezione, Dipartimento di Produzione, 1ª Sezione di Produzione
Destra: Sig. Junpei Ichihashi, Dipartimento di Ingegneria di Produzione
Prodotti presentati in questo articolo
Seleziona l’utensile ottimale da una gamma diversificata di geometrie di utensili per migliorare l’efficienza di lavorazione
TungMeister
Riduci drasticamente il tempo di cambio utensile