

Nuovo inserto bilaterale, superiori vantaggi economici
L’innovativo inserto multi-tagliente viene bloccato in modo sicuro nella sua sede e garantisce una lavorazione stabile.


Applicazioni & Caratteristiche
Applicazioni


Caratteristiche
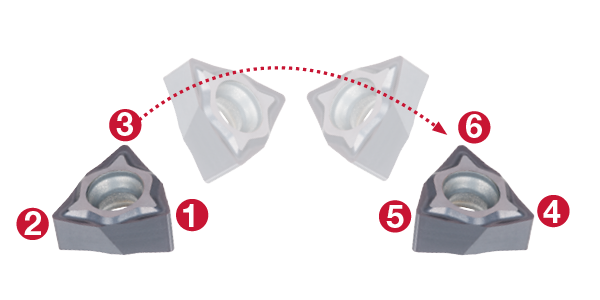
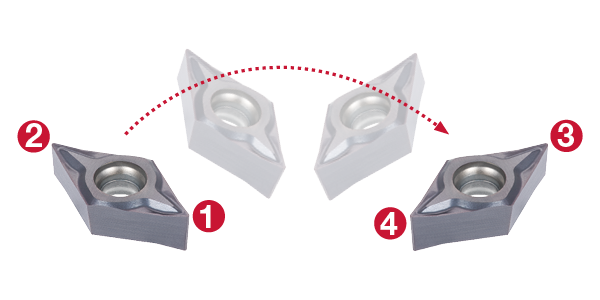
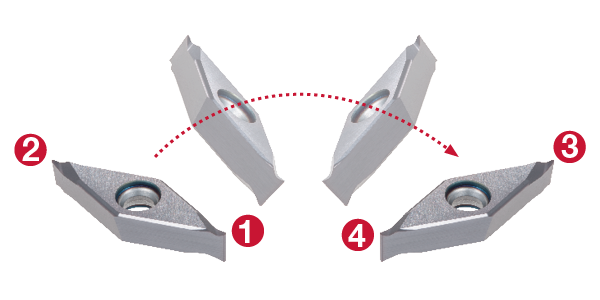
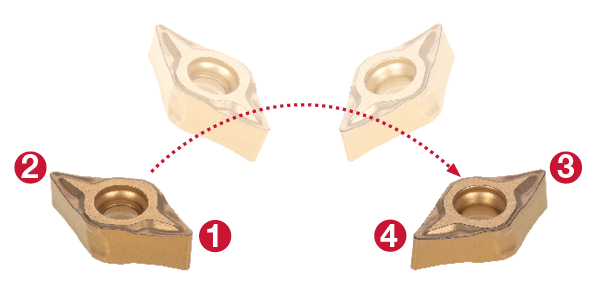
1. Economico inserto positivizzato e bilaterale
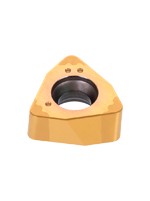
WXGU
DXGU
VXGU
CXMU
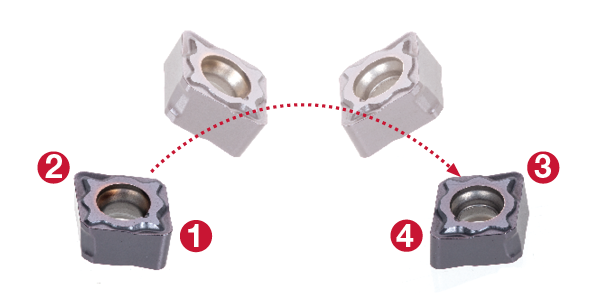
DXMU
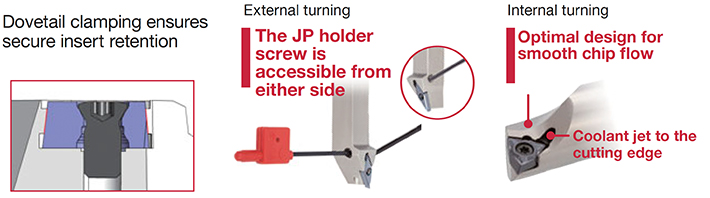
2. Portainserti
3. Speciale rompitruciolo per il taglio leggero
- Rompitruciolo JS chipbreaker – Caratteristiche e Vantaggi
- Ottimo controllo truciolo in un ampio campo di applicazioni.
- Ampio angolo di inclinazione sul tagliente che assicura taglio dolce ed affilato.
- Elevata integrità del tagliente a garanzia di una finitura superficiale accurata e costante.
- Nota: data la geometria del rompitruciolo JS la profondità di taglio massima (ap max) nella tornitura interna e frontale è di 1 mm.

Inserti & Gradi
Inserti
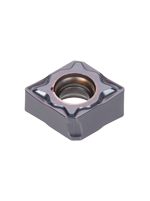
Inserti WX-U
- inserti positivizzati a 6 taglienti
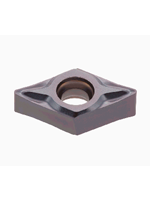
Inserti DX-U
- inserti positivizzati a 4 taglienti

Inserti VX-U
- inserti positivizzati a 4 taglienti
Gradi principali
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Elevata resistenza all’usura
- Ideale per la lavorazione di acciai ed acciai inossidabili
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Buon rapporto tra resistenza all’usura e alla scheggiatura
- Ideale per la lavorazione di acciai ed acciai inossidabili a parametri di taglio standard
GT9530
![]()
![]()
- Ottima resistenza all’usura
- Eccellente qualità superficiale in finitura
Portainserti
Tornitura esterna

Portainserti MiniForce-Turn
Ampia gamma di utensili tradizionali e CHP con passaggio interno di refrigerante ad alta pressione
Tornitura interna

Barre MiniForce-Turn
Ampia gamma di barre per alesatura e tornitura in spinta e in tirata

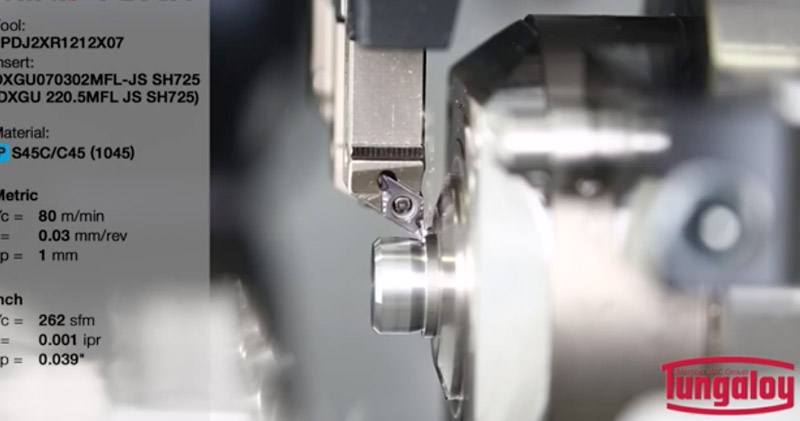
Esempi di lavorazione
Esempio #1
Piccoli componenti / Industria elettronica
| Componente: | Albero |
| Materiale: | X5CrNiMo17-12-3 / SUS316 |
| Portainserto: | JSDJ2XR1212X07 |
| Inserto: | DXGU070301MFL-JS |
| Grado: | SH725 |
| Parametri di taglio: | Vc = 61 (m/min) f = 0.02 (mm/giro) ap = 0.12 (mm) Applicazione: tornitura esterna Refrigerante: sì |

Esempio #2
Piccoli componenti / Industria elettronica
| Componente: | Albero |
| Materiale: | C45 / S45C |
| Portainserto: | JSWL2XR1212X04 |
| Inserto: | WXGU040302L-TS |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 66 – 80 (m/min) f = 0.15 (mm/giro) ap = 0.6 (mm) Applicazione: tornitura esterna Refrigerante: sì |

Esempio #3
Lavorazioni generali
| Componente: | Albero |
| Materiale: | Acciaio legato |
| Portainserto: | JSDJ2XR1212X07 |
| Inserto: | DXGU070301ML-JSS |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 66 – 80 (m/min) f = 0.15 (mm/giro) ap = 0.6 (mm) Applicazione: tornitura esterna Refrigerante: sì |

Parametri di taglio standard
Per tornitura esterna
| Applicazione | ISO | Materiale da lavorare | Priorità | Rompi-truciolo | Grado | Vel. di taglio Vc (m/min) |
Prof. di taglio ap (mm) |
Avanzamento f (mm/giro) |
|---|---|---|---|---|---|---|---|---|
| Per torni a fantina e automatici | Acciai a basso tenore di C SS400, E275A, ecc.Acciai al carbonio S45C, C45, ecc.Acciai debolmente legati SCM415, 18CrMo4, ecc.Acciai legati SCM440, 42CrMo4, ecc. |
Prima scelta | JS | SH725 | 50 – 180 | 0.1 – 3 | 0.03 – 0.1 | |
| Taglio molto affilato | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| Acciai inossidabili (Austenitici) SUS304, X5CrNi18-9, ecc.Acciai inossidabili (Martensitici e ferritici) SUS430, X6Cr17, ecc.Acciai inossidabili (da invecchiamento artificiale) SUS630, X5CrNiCuNb16-4, ecc. |
Prima scelta | JS | SH725 | 50 – 180 | 0.1 – 1.25 | 0.03 – 0.1 | ||
| Taglio molto affilato | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| Per piccoli torni CNC | Acciai a basso tenore di C SS400, E275A, ecc.Acciai al carbonio S45C, C45, ecc.Acciai debolmente legati SCM415, 18CrMo4, ecc.Acciai legati SCM440, 42CrMo4, ecc. |
Prima scelta | SS | AH725 | 50 – 180 | 0.15 – 1.5 | 0.05 – 0.2 | |
| TS | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Migliore finitura superficiale | SS | NS9530 | 50 – 200 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | NS9530 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Resistenza all’usura | SS | GT9530 | 50 – 250 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | GT9530 | 50 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Acciai inossidabili (Austenitici) SUS304, X5CrNi18-9, ecc.Acciai inossidabili (Martensitici e ferritici) SUS430, X6Cr17, ecc.Acciai inossidabili (da invecchiamento artificiale) SUS630, X5CrNiCuNb16-4, ecc. |
Prima scelta | SS | AH725 | 50 – 150 | 0.15 – 1.5 | 0.05 – 0.2 | ||
| Resistenza agli urti | TS | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 |
Per tornitura interna
| ISO | Materiale da lavorare | Grado | Vel. di taglio Vc (m/min) |
Prof. di taglio ap (mm) |
Avanzamento f (mm/giro) |
|
|---|---|---|---|---|---|---|
| Prima scelta | In alternativa | |||||
| Acciai a basso tenore di C / Acciai debolmente legati | T9215 | – | 120 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Acciai al carbonio / Acciai legati | T9215 | – | 80 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Acciai inossidabili (Austenitici) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Acciai inossidabili (Martensitici e ferritici) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Acciai inossidabili (da invecchiamento artificiale) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Ghisa grigia | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Ghisa sferoidale | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Leghe di alluminio | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Leghe di rame | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Leghe di titanio | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Leghe a base Nickel | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Acciai temprati | BXA20 | – | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | |
| – | BXA10 | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | ||
CBN-tipped DXGQ/U inserts
| ISO | Grade | Workpiece condition | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
| BXA10 | Continuous | 100 – 230 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Light interrupted | 100 – 230 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BXA20 | Continuous | 60 – 180 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Interrupted | 60 – 180 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BR35F | Heavy interrupted | 50 – 150 | 0.05 – 0.3 | 0.05 – 0.2 |
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:
e-Catalog

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.