

Punte ad inserti per foratura profonda
DeepTri-Drill, la serie di punte indicizzabili facili da maneggiare, offre prestazioni eccezionali, una straordinaria efficienza e stabilità nella perforazione di fori profondi.



Applicazioni e caratteristiche
Applicazioni
Caratteristiche
1. Ampia gamma di opzioni per varie applicazioni di foratura profonda

2. Efficienza produttiva
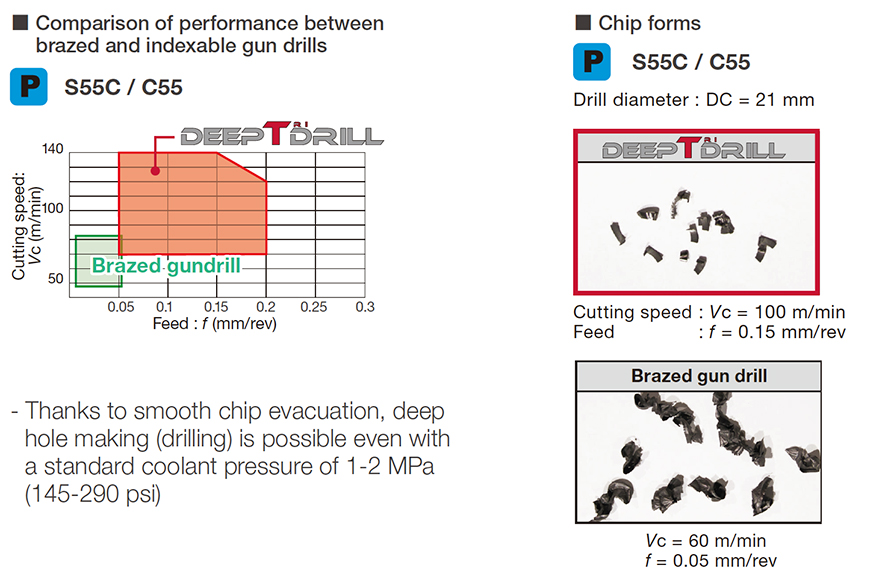
– L’esclusivo rompitruciolo con design “frantuma-trucioli” dentellato sul tagliente assicura un controllo dei trucioli a qualsiasi velocità di avanzamento, soprattutto ad avanzamenti elevati.
– Grazie all’ottima evacuazione trucioli, è possibile realizzare fori profondi anche con una pressione standard del refrigerante di 1-2 MPa (145-290 psi).
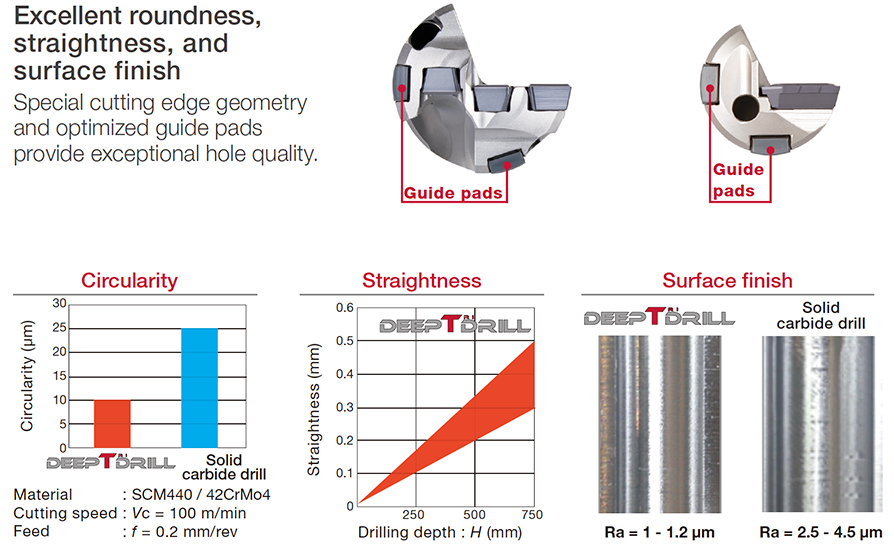
3. Eccellente concentricità, rettilineità e finitura superficiale
– La geometria del tagliente e i pattini di guida garantiscono un’eccezionale qualità del foro.
Inserti e Gradi
Inserti

TOHT-NDJ/NDL
- Inserto a 3 taglienti con rompitruciolo dentellato
LOGT-NDJ
- Inserto a 2 taglienti con rompitruciolo dentellato
ZSGT-NDJ
- Inserto ad 1 tagliente con rompitruciolo dentellato

FBM/FBH
- Design rompitruciolo sviluppato e dedicato alla foratura profonda

Pattino di guida
Gradi principali
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Alta resistenza all’usura
- Progettato per la foratura di diversi materiali
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Buon equilibrio tra resistenza all’usura e alla scheggiatura
- Adatto alla lavorazione di acciaio e acciaio inossidabile in condizioni di taglio generiche
FH3125 (Per i pattini di guida)
- Prima scelta
- Lunga durata dell’utensile grazie all’esclusivo substrato e rivestimento
FH3135 (Per i pattini di guida)
- Elevata resistenza alla frattura
- Prima scelta quando si utilizza un refrigerante solubile in acqua
Corpi punta

Punta ad inserti per foratura profonda

TRLG (ø12 – ø30 mm)
– Per centri di foratura profonda
Esempi di lavorazione
Esempio n. 1
Industria degli scambiatori di calore
| Componente: | Tubo |
| Materiale: | SUS304 / X5CrNi18-9 |
| Punta: | MCTR20.00XM32-10 |
| Inserti: | TOHT090305R-NDL |
| Grado: | AH725 |
| Parametri di taglio: | Vc= 80 (m/min) f = 0,04 (mm/giro) Vf= 53 (mm/min) H = 200 (mm) Refrigerante: sì Macchina: centro di lavoro orizzontale |

Esempio n. 2
Industria degli stampi
| Componente: | Stampo in plastica |
| Materiale: | SKD61 / X40CrMoV5-1 (45 HRC) |
| Punta: | TRLGCH18.00X1500-36A |
| Inserto: | TOHT080305R-NDJ |
| Grado: | AH725 |
| Parametri di taglio: | Vc= 62 (m/min) f = 0,04 (mm/giro) Vf= 44 (mm/min) H = 700 (mm) Refrigerante: sì Macchina: centro di lavoro orizzontale |

Esempio n. 3
Industria automobilistica
| Componente: | Albero |
| Materiale: | SCM420H |
| Punta: | MCTR12.00XM20-20 |
| Inserto: | LOGT060204R-NDJ |
| Grado: | AH725 |
| Parametri di taglio: | Vc= 150 (m/min) f = 0,13 (mm/giro) Vf= 517 (mm/min) øDc = 12 (mm) H = 233 (mm) Refrigerante: sì Macchina: centro di lavoro verticale |

Parametri di taglio standard
Diametro di foratura: DC = ø7,94 – ø9,99 mm
| ISO | Materiale del pezzo | Rompitruciolo | Grado | Velocità di taglio Vc (m/min) |
Avanzamento (mm/giro) |
|---|---|---|---|---|---|
| Acciai a basso tenore di carbonio (C < 0,3) SS400, SM490, S25C, ecc. E275A, C25, ecc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Acciai al carbonio (C > 0,3) S45C, S55C, ecc. C45, C55, ecc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Acciai debolmente legati (C < 0,3) SCM415, 18CrMo4, ecc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Acciai legati (C > 0,3) SCM440, SCr420, 42CrMo4, 20Cr4, ecc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Acciai inossidabili (austenitici) SUS304, SUS316, ecc. X5CrNi18-9, X5CrNiMo17-12-3, ecc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Acciai inossidabili (martensitici, ferritici) SUS430, SUS416, ecc. X6Cr17, X12CrS13, ecc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Acciai inossidabili (Invecchiamento artificiale) SUS630, X5CrNiCuNb16-4, ecc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Ghisa grigia FC250, GG25, 250, ecc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Ghisa sferoidale FCD700, 700-2, ecc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Leghe di alluminio | NDJ | AH9130 | 60 – 100 | 0.05 – 0.18 | |
| Leghe resistenti al calore Inconel 718, ecc. |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | |
| Leghe di titanio Ti-6Al-4V, ecc. |
NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | |
| Acciai temprati ≥ 40HRC |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 |
*Refrigerante consigliato per la foratura di acciai inossidabili:
– L’olio refrigerante è la prima scelta
– Il refrigerante solubile in acqua richiede una concentrazione di olio almeno del 20%.
Diametro di foratura: DC = ø10 – ø28 mm
| ISO | Materiale del pezzo | Priorità | Rompitruciolo | Grado | Velocità di taglio Vc (m/min) |
Avanzamento: f (mm/giro) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11,8 | ø11,81 – ø13,99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Acciai a basso tenore di carbonio (C < 0,3) SS400, SM490, S25C, ecc. E275A, C25, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| Prima scelta | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Acciai al carbonio (C > 0,3) S45C, S55C, ecc. C45, C55, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| Prima scelta | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Acciai debolmente legati (C < 0,3) SCM415, 18CrMo4, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| Prima scelta | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Acciai legati (C > 0,3) SCM440, SCr420, 42CrMo4, 20Cr4, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| Prima scelta | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Acciai inossidabili (austenitici) SUS304, SUS316, ecc. X5CrNi18-9, X5CrNiMo17-12-3, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| Prima scelta | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Acciai inossidabili (martensitici, ferritici) SUS430, SUS416, ecc. X6Cr17, X12CrS13, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| Prima scelta | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Acciai inossidabili (Invecchiamento artificiale) SUS630, X5CrNiCuNb16-4, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| Prima scelta | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Ghisa grigia FC250, GG25, 250, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| Prima scelta | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Ghisa sferoidale FCD700, 700-2, ecc. |
Avanzamento inferiore | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| Prima scelta | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Leghe di alluminio | Avanzamento inferiore | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| Prima scelta | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Leghe resistenti al calore Inconel 718, ecc. |
Avanzamento inferiore | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| Prima scelta | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Leghe di titanio Ti-6Al-4V, ecc. |
Avanzamento inferiore | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| Prima scelta | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Acciai temprati ≥ 40HRC |
Avanzamento inferiore | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| Prima scelta | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
L’impiego del rompitruciolo NDL è consigliato per la foratura di fori incrociati in condizioni di basso avanzamento.
*Refrigerante consigliato per la foratura dell’acciaio inossidabile:
– L’olio refrigerante è la prima scelta
– Il refrigerante solubile in acqua richiede una concentrazione di olio almeno del 20%.
Diametro di foratura: DC = ø28,01 – ø40 mm
| ISO | Materiale del pezzo | Priorità | Per inserto centrale | Per inserto intermedio | Per inserto periferico | Velocità di taglio Vc (m/min) |
Avanzamento f (mm/giro) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Rompitruciolo | Grado | Rompitruciolo | Grado | Rompitruciolo | Grado | ø28.01 – ø40 | ||||
| Acciai a basso tenore di carbonio (C < 0,3) SS400, SM490, S25C, ecc. E275A, C25, ecc. |
Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Acciai al carbonio (C > 0,3) S45C, S55C, ecc. C45, C55, ecc. |
Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.3 | ||
| Acciai debolmente legati (C < 0,3) SCM415, 18CrMo4, ecc. |
Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Acciai legati (C > 0,3) SCM440, SCr420, 42CrMo4, 20Cr4, ecc. |
Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 80 – 120 | 0.1 – 0.3 | ||
| Acciai inossidabili (austenitici) SUS304, SUS316, ecc. X5CrNi18-9, X5CrNiMo17-12-3, ecc. |
Avanzamento inferiore | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Prima scelta | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Acciai inossidabili (martensitici, ferritici) SUS430, SUS416, ecc. X6Cr17, X12CrS13, ecc. |
Avanzamento inferiore | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Prima scelta | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Acciaio inossidabili (Indurimento per precipitazione) SUS630, X5CrNiCuNb16-4, ecc. |
Avanzamento inferiore | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Prima scelta | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Ghisa grigia FC250, GG25, 250, ecc. |
Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Ghisa sferoidale FCD700, 700-2, ecc. |
Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Leghe di alluminio | Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 80 – 160 | 0.03 – 0.2 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 100 – 200 | 0.1 – 0.3 | ||
| Leghe resistenti al calore Inconel 718, ecc. |
Avanzamento inferiore | G | AH8015 | DL | AH725 | G | AH725 | 20 – 50 | 0.03 – 0.08 | |
| Prima scelta | G | AH8015 | G | AH8015 | G | AH8015 | 20 – 50 | 0.06 – 0.13 | ||
| Leghe di titanio Ti-6Al-4V, ecc. |
Avanzamento inferiore | G | AH725 | DL | AH725 | G | AH725 | 30 – 60 | 0.03 – 0.1 | |
| Prima scelta | G | AH725 | G | AH725 | G | AH725 | 30 – 60 | 0.1 – 0.18 | ||
| Acciai temprati ≥ 40HRC |
Avanzamento inferiore | G | AH8015 | DL | AH725 | G | AH725 | 40 – 100 | 0.03 – 0.1 | |
| Prima scelta | G | AH8015 | G | AH8015 | G | AH8015 | 50 – 100 | 0.06 – 0.13 | ||
L’impiego del rompitruciolo NDL è consigliato per la foratura di fori incrociati in condizioni di basso avanzamento.
*Refrigerante consigliato per la foratura dell’acciaio inossidabile:
– L’olio refrigerante è la prima scelta
– Il refrigerante solubile in acqua richiede una concentrazione di olio almeno del 20%.
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:
Metrico
Corpi punta
Pattino di guida
Imperiale
Corpi punta


Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili