

Head-changeable drill for drilling large holes
Unique clamping concept and two effective cutting edges on the drill head provide excellent hole quality and high productivity


Applications & Features
Applications

Features
1. Two effective cutting edges
• The drill head with two effective cutting edges provides high productivity and reliability.
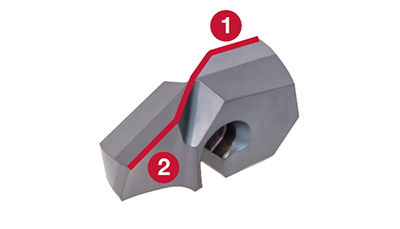
2. Unique clamping system
• The drill head change is possible without removing the drill body from the tool holder or the spindle, eliminating re-adjustments.
• Asymmetric shaped drill head not only secures stability in heavy machining but also error-proofs drill head installation.
• The drill body has a wide supporting area for the drill head for rigid insert clamping.

Inserts & Grades
Inserts
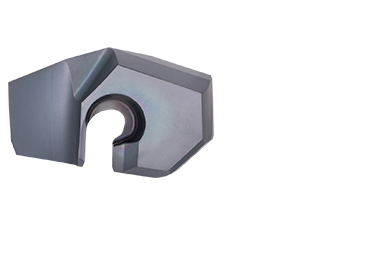
SMP (ø20 – ø41 mm)
- General purpose type
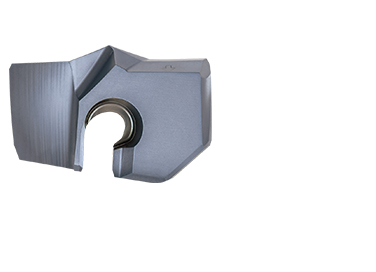
SMF (ø20 – ø41 mm)
- Provides greater resistance to radial forces, improving machining stability during the drilling of irregular surfaces or workpieces with low rigidity
- Coated with wear resistant PVD grade, AH9130
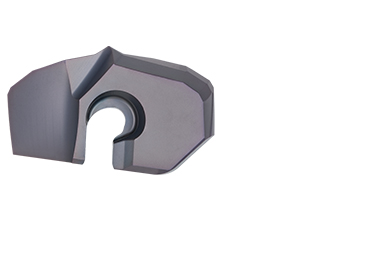
SMC (ø20 – ø33 mm)
- Pre-drilling is unnecessary
- Outstanding drilling stability
- Sophisticated geometry prevents cutting edge fracture and burr formation on the workpiece
Grades
AH725
![]()
![]()
![]()
![]()
-
P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
-
Good balance between wear and chipping resistance
-
Suitable for machining steel and stainless steel under general cutting conditions
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- High wear resistance
- Designed for drilling various materials
Drill bodies

Practical examples
Example #1
General Engineering
| Part: | Gate valve |
| Material: | SUS304 / X5CrNi18-9 |
| Drill: | TIS300F40-5 |
| Head: | SMP300 |
| Grade: | AH725 |
| Cutting conditions: | Vc = 60 (m/min) f = 0.25 (mm/rev) Vf = 160 (mm/min) H = 120 (mm) Machine: Horizontal M/C |

Example #2
Heavy Industry
| Part: | Slewing ring |
| Material: | SCM440 / 42CrMo4 |
| Drill: | TIS330F40-5 |
| Head: | SMP331 |
| Grade: | AH725 |
| Cutting conditions: | Vc = 100 (m/min) f = 0.4 (mm/rev) Vf = 380 (mm/min) H = 150 (mm) Machine: Vertical M/C |

Standard cutting conditions
SMP / SMF
| ISO |
Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
||
|---|---|---|---|---|---|
| Vc (m/min) | ø20 – 29.9 | ø30 – 35.9 | ø36 – 41 | ||
 |
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
 |
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
40 – 80 | 0.15 – 0.3 | 0.2 – 0.3 | 0.2 – 0.35 |
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 | |
 |
Non ferrous materials | 100 – 200 | 0.4 – 0.6 | 0.4 – 0.6 | 0.5 – 0.7 |
 |
Heat-resistant alloys Inconel718, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
| Titanium alloys Ti-6AI-4V, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 | |
 |
Hard materials | 20 – 60 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
SMC
| ISO | Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
|---|---|---|---|
| Vc (m/min) | ø20 – 33 | ||
|
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | |
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | |
|
Hard materials | 20 – 60 | 0.1 – 0.2 |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial




Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.