

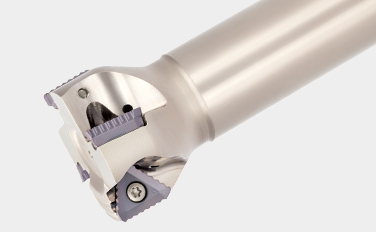
Rendkívül termelékeny nagyoló maró, csipkézett vágóélű lapkákkal
Nagyoló marók csipkézett vágóélű lapkákkal, melyek apróra törik a forgácsot, mely javítja a stabilitást, csökkenti a vibrációt és jobb teljesítményt biztosít, még nagy szerszámkinyúlás esetén is

Alkalmazhatóság és jellemzők
Alkalmazhatóság


Jellemzők
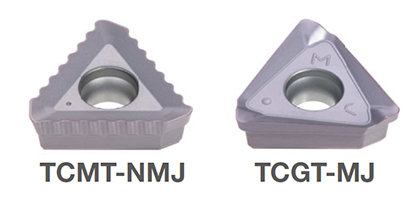
1. Vibrációcsökkentő geometria
A csipkézett vágóélek apróra törik a forgácsot, ami segít csökkenteni a vibrációt.

2. Intelligens, felhasználóbarát tervezés
3. 2 különböző típusú lapka rögzíthető a lapkafészekbe
Lapkák és minőségek
Lapkák

Fő minőségek
AH3135
![]()
![]()
- Rendkívül törésálló
- Alkalmas acél és rozsdamentes acél megmunkálására, általános paraméterekkel
T3225
![]()
![]()
- Rendkívül ellenálló a lepattogzással és a törésekkel szemben
- Alkalmas acél és rozsdamentes acél marására
T1215
![]()
- Kiegyensúlyozottan kopás- és törésálló
- Öntöttvas marására kifejlesztve
Marók


Gyakorlati példák
#1 példa
Általános gépészet
| Alkatrész: | Gépalkatrészek |
| Alapanyag: | SS400 |
| Maró: | LPTC16J063B25.4L061R03 (ø63, z = 3) |
| Lapka: | TCMT160620PDER-NMJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 150 (Competitor: Vc = 105) (m/min) fz = 0.2 (mm/t) Vf = 455 (mm/min) ap = 50 (mm) ae = 10 (mm) Alkalmazás: vállak marása Hűtés: levegő Szerszámgép: Tower M/C, BT50 |

#2 példa
Autóipar
| Alkatrész: | Konzol |
| Alapanyag: | SCSiMn2H |
| Maró: | LPTC16M080B32.0L076R04 (ø80, z = 4) |
| Lapka: | TCMT160620PDER-NMJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 135 (Konkurens: Vc = 126) (m/min) fz = 0.33 (Konkurens: fz = 0.3) (mm/t) Vf = 709 (mm/min) ap = 75 (mm) ae = 5 (mm) Alkalmazás: vállak marása Hűtés: levegő Szerszámgép: Vertical M/C, BT40 |

#3 példa
Általános gépészet
| Alkatrész: | Perem |
| Alapanyag: | FC300 / GG30 |
| Maró: | TPTC16M050B22.0R04 (ø50, z = 4) |
| Lapka: | TCMT160620PDER-NMJ |
| Minőség: | AH120 |
| Megmunkálási paraméterek: | Vc = 150 (m/min) fz = 0.18 (mm/t) Vf = 700 (mm/min) ap = 2 (mm) ae = 10 (mm) Alkalmazás: vállak marása Hűtés: folyadék Szerszámgép: Horizontal M/C, BT40 |

Szabványos megmunkálási paraméterek
| ISO | Workpiece materials | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, S20S, etc. C15, C20, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 250 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 300 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 250 | 0.08 – 0.20 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 230 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 280 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 230 | 0.08 – 0.20 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | NMJ* | 100 – 180 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 200 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 180 | 0.08 – 0.20 | |||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 250HB | First choice | AH3135 | NMJ* | 90 – 200 | 0.08 – 0.15 | |
| Wear resistance | T3225 | NMJ* | 90 – 250 | 0.08 – 0.15 | |||
| For finishing | AH3135 | MJ | 90 – 200 | 0.08 – 0.20 | |||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH8015 | NMJ* | 20 – 60 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | NMJ* | 20 – 60 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 20 – 60 | 0.08 – 0.18 | |||
| Heat-resistant alloys Inconel718, etc. |
– | First choice | AH8015 | NMJ* | 20 – 40 | 0.08 – 0.13 | |
| For finishing | AH8015 | MJ | 20 – 40 | 0.08 – 0.15 |
* When using the -NMJ chipbreaker, do not feed higher than 0.15 mm/t.
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus
Imperial

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés