

Kis átmérőjű, robosztus tervezésű gyorsmarók a stabilitás és hatékonyság érdekében
Váltólapkás gyorsmarók, akár ø8 mm-es átmérőben, széles körű alkalmazhatósággal és verhetetlen forgácstöréssel


Alkalmazhatóság és jellemzők
Alkalmazhatóság











Jellemzők
1. Emelt megmunkálási paraméterekre tervezve
Az erős és vastag lapkageometriát úgy terveztük, hogy ellenálljon a gyorsmarás során fellépő igénybevételnek.

Vastag lapkaél max. 10%-al vastagabb, mint a konkurenseknél
M2-es csavarok, melyek ellenállnak a nyíróerőknek még nagy vágóerőknél is. A nagyobb csavar javítja a lapkarögzítést és egyszerűsíti a lapkacserét.
2. A lapka pozitív elhelyezési szöge egyszerűsíti a forgácseltávolítást
A pozitív vágóélelhelyezés hozzájárul a forgácstöréshez és javítja a forgácseltávolítást falak mellett vagy horonymarásnál.
Pozitív elhelyezési szög
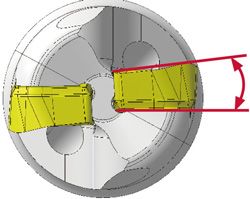
3. A TungForceFeed lapkákat alacsony bemerülési szöggel terveztük, hogy csökkentsék a vibrációt, javítsák a hatékonyságot és az éltartamot, még nagy szerszámkinyúlású megmunkálásoknál is
Lapkák és minőségek
Lapkák

LSMT-HM
- Nagy előtolású lapka
- Max. fogásmélység: 0,5 mm
- Hatékony forgácsolást biztosít számos megmunkálástípusban
- Első választás horonymaráshoz, zsebek marásához és nagy szerszámkinyúlással elérhető helyekhez

LSMT-MM
- R2 lapka
- Max. fogásmélység: 2,0 mm
- Teljes profilú lapka, mely ideális félnagyolásra és félsimításra szerszámgyártási megmunkálásokban
- A lapkageometria csökkenti a vibrációt és javítja a felületminőséget
- A beépített simítóélnek köszönhetően a falakon kisebb mértékű a sorjaképződés, valamint javul a falpontosság is
Minőségek
AH3225
![]()
![]()
- Többrétegű nano bevonatos technológia három fő jellemzővel, az optimális vágóélkialakítás érdekében
- Megnövelt ellenállás a kopással, oxidációval, törésekkel, élsisak-képződéssel és lepattogzással szemben
AH8015
![]()
![]()
![]()
![]()
- Kemény bevonatréteg és keményfém alapanyag
- Rendkívül ellenáll a töréseknek, hőnek és az élsisak-képződésnek. Ideális edzett vagy nehezen forgácsolható anyagok megmunkálására.
Marók

Moduláris típus

HXLS (ø8 – ø25mm)
Moduláris fejű gyorsmaró, csavaros rögzítéssel (TungFlex)
Gyakorlati példák
#1 példa
Repülőgép ipar
| Alkatrész: | Turbina lapát |
| Alapanyag: | Inconel 939 |
| Maró: | EXLS02M008C8.0LH16R01 (ø8, CICT = 1) |
| Lapka: | LSMT0202ZER-HM |
| Minőség: | AH8015 |
| Megmunkálási paraméterek: | Vc = 30 (m/min) fz = 0.2(mm/t) (Konkurens:fz = 0.05) ap = 0.3 (mm) ae = 8 (mm) Alkalmazás: Horonymarás Hűtés: levegő Szerszámgép: Vertical MC, BT50 |

#2 példa
Szerszámgyártás
| Alkatrész: | Sajtoló szerszám alkatrész |
| Alapanyag: | SKD11 (before hardening) |
| Maró: | HXLS02M010M06R02 (ø10, CICT = 2) |
| Lapka: | LSMT0202ZER-HM |
| Minőség: | AH3225 |
| Megmunkálási paraméterek: | Vc = 120 (m/min) fz = 0.6 (mm/t) ap = 0.3 (mm) ae = 5 (mm) Alkalmazás: zsebek marása Hűtés: száraz Szerszámgép: Vertical MC, BT40 |

#3 példa
Szerszámgyártás
| Alkatrész: | Sajtoló szerszám alkatrész |
| Alapanyag: | SKD61 (45HRC) |
| Maró: | EXLS02M012C12.0LH50R02 (ø12, CICT = 2) |
| Lapka: | LSMT0202ZER-HM |
| Minőség: | AH3225 |
| Megmunkálási paraméterek: | Vc = 113 (m/min) fz = 0.5 (Konkurens:fz = 0.1) (mm/t) ap = 0.3 (mm) ae = 12 (mm) Alkalmazás: síkmarás Hűtés: levegő Szerszámgép: Vertical MC, BT50 |

Szabványos megmunkálási paraméterek
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Minőség | Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
Szerszám átm.: øDc (mm), Fordulatszám: n (min-1), Előtolás: Vf (mm/min), Max. fogásmélység: ap = 0.5 mm, Fogak száma: CICT | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8, CICT = 1 | ø10, CICT = 2 | ø12 | ø16 | ø20 | ø25 | ||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 6 | CICT = 8 | ||||||||||||||||
| Szénacél (S45C / C45, S55C / C55, etc) |
– 300HB | Első választás | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Kopásállóság | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Ötvözött acél (SCM440 / 42CrMo4, etc) |
– 300HB | Első választás | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Kopásállóság | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Előedzett acél (NAK80, PX5, etc) |
30 – 40HRC | Első választás | AH8015 | 100 – 200 | 0.2 – 0.5 | 5,970 | 2,390 | 4,780 | 3,820 | 3,980 | 3,180 | 4,780 | 2,990 | 3,590 | 5,980 | 2,390 | 4,780 | 5,740 | 1,910 | 4,590 | 6,120 | ||
| 30 – 40HRC | Ütésállóság | AH3225 | 100 – 200 | 0.2 – 0.5 | Vc = 150 m/min, fz = 0.4 mm/t | ||||||||||||||||||
| Rozsdamentes acél (SUS304 / X5CrNi18-9, (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, etc) |
– 200HB | Első választás | AH3225 | 100 – 150 | 0.2 – 0.5 | 4,780 | 1,910 | 3,820 | 3,060 | 3,190 | 2,550 | 3,830 | 2,390 | 2,870 | 4,780 | 1,910 | 3,820 | 4,590 | 1,530 | 3,680 | 4,900 | ||
| Vc = 120 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||
| Szürkeöntvény (FC250 / 250 / GG25, (FC250 / 250 / GG25, FC300 / 300 / GG30, etc) |
150 – 250HB | Első választás | AH8015 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| 150 – 250HB | Ütésállóság | AH3225 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Puha öntöttvas (FCD600 / 600-3 / GGG60, etc) |
150 – 250HB | Első választás | AH8015 | 80 – 200 | 0.2 – 0.8 | 5,970 | 2,990 | 4,780 | 4,780 | 3,980 | 3,980 | 5,970 | 2,990 | 4,490 | 7,480 | 2,390 | 5,980 | 7,170 | 1,530 | 4,590 | 6,120 | ||
| 150 – 250HB | Ütésállóság | AH3225 | 80 – 200 | 0.2 – 0.8 | Vc = 150 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Titán ötvözet (Ti-6Al-4V, etc) |
– 40HRC | Első választás | AH3225 | 30 – 60 | 0.1 – 0.3 | 1,590 | 320 | 1,270 | 510 | 1,060 | 420 | 640 | 800 | 480 | 800 | 640 | 640 | 770 | 510 | 620 | 820 | ||
| – 40HRC | Kopásállóság | AH8015 | 30 – 60 | 0.1 – 0.3 | Vc = 40 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Hőálló ötvözet (Inconel, Hastelloy, etc) |
– 40HRC | Első választás | AH8015 | 20 – 50 | 0.1 – 0.3 | 1,190 | 240 | 1,000 | 400 | 800 | 320 | 480 | 600 | 360 | 600 | 480 | 480 | 580 | 380 | 460 | 460 | ||
| – 40HRC | Ütésállóság | AH3225 | 20 – 50 | 0.1 – 0.3 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Edzett acél | SKD61 / X40CrMoV5-1, etc | 40 – 50HRC | Első választás | AH8015 | 80 – 150 | 0.1 – 0.5 | 4,780 | 1,430 | 3,820 | 2,290 | 3,190 | 1,910 | 2,870 | 2,390 | 2,150 | 3,590 | 1,910 | 2,870 | 3,440 | 1,530 | 2,760 | 3,680 | |
| Vc = 120 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||
| SKD11 / X153CrMoV12, etc | 50~60HRC | Első választás | AH8015 | 50 – 70 | 0.1 – 0.3 | 2,390 | 480 | 1,910 | 760 | 1,590 | 640 | 950 | 1,190 | 710 | 1,190 | 950 | 950 | 1,140 | 760 | 920 | 1,220 | ||
| Vc = 60 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés