

Rendkívül termelékeny és költséghatékony sarokmaró
Gazdaságos sarokmarók, innovatív, 6 élű lapkageometriával, maximális teljesítménnyel, széles alkalmazhatósági tartománnyal


Alkalmazhatóság és jellemzők
Alkalmazhatóság





Jellemzők
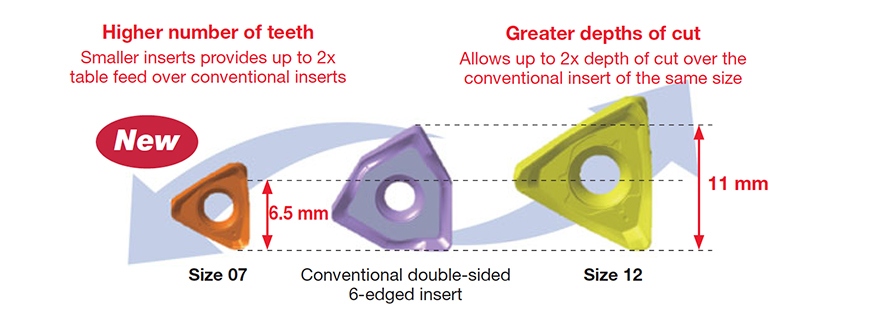
1. Innovatív lapkageometria a nagyobb teljesítmény érdekében
A lapkák 2 méretben érhetők el, sűrűbb fogosztással és nagyobb fogásmélységű megmunkálási lehetőséggel, mint a szabványos 6 élű lapkák esetén.
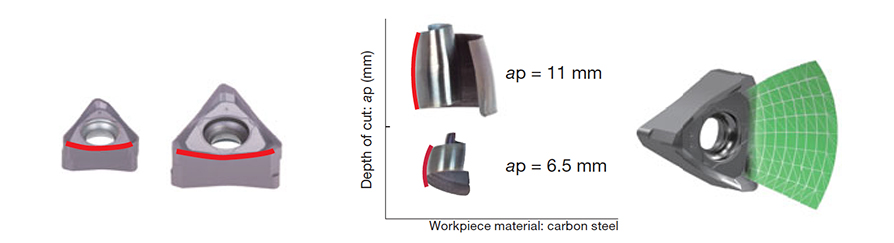
2. Rugalmas megmunkálási lehetőségek
A vágóél íves geometriája optimális szögben helyezkedik el.
Lapkák és minőségek
Lapkák
TN*U07
- Maximális fogásmélység: 6.5 mm
TN*U12
- Maximális fogásmélység: 11 mm
Fő minőségek
AH3135
![]()
![]()
P30 – P40 / M30 – M40
- Rendkívül törésálló
- Alkalmas acél és rozsdamentes acél megmunkálására, általános paraméterekkel
AH120
![]()
![]()
![]()
![]()
P15 – P25 / M15 – M25 / K15 – K30 / S10 – S25
- Kiegyensúlyozottan kopás- és törésálló
- Alkalmas acél, rozsdamentes acél és öntöttvas megmunkálására, általános paraméterekkel
AH3225
![]()
![]()
- Kiegyensúlyozottan kopás- és törésálló
- Acél és rozsdamentes acél megmunkálására
Marók


Gyakorlati példák
#1 példa
Autóipar
| Alkatrész: | Főtengely |
| Alapanyag: | S55C / C55 |
| Maró: | TPTN12M160B40.0R10N (ø160, z = 10) |
| Lapka: | TNMU120708PER-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 135 (m/min) fz = 0.157 (mm/t) Vf = 420 (mm/min) ap = 3 (mm) ae = 125 (mm) Alkalmazás: sarokmarás Hűtés: sűrített levegő Szerszámgép: horizontális megmunkáló központ, BT50 |

#2 példa
Általános gépészet
| Alkatrész: | Gépalkatrész |
| Alapanyag: | SUS304 / X5CrNi18-9 |
| Maró: | EPTN07M025C25.0R04 (ø25, z = 4) |
| Lapka: | TNMU070308PER-MJ |
| Minsőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 196 m/min fz = 0.13 mm/t Vf = 1298 mm/min ap = 2 mm ae = 25 mm Alkalmazás: horonymarás Hűtés: levegő Szerszámgép: Horizontal M/C, BT40 |

#3 példa
Autóipar
| Alkatrész: | Dugattyúház |
| Alapanyag: | FC250 / GG25 / 250 |
| Maró: | EPTN07M032C32.0R05 (ø32, z = 5) |
| Lapka: | TNMU070308PER-MJ |
| Minőség: | AH3135 |
| Megmunkálási paraméterek: | Vc = 320 m/min fz = 0.06 mm/t Vf = 960 mm/min ap = 2 mm ae = 24 mm Alkalmazás: horonymarás Hűtés: levegő Szerszámgép: Horizontal M/C, BT40 |

Szabványos megmunkálási paraméterek
07-es méretű lapkák
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Minőség | Vágósebesség Vc (m/min) |
Fogankénti előtolás fz (mm/t) |
| Szénacél SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | Első választás | AH3225 | 100 – 250 | 0.07 – 0.2 | |
| – 200 HB | Törésállóság | AH3135 | 100 – 250 | 0.07 – 0.2 | ||
| Magas széntartalmú acél, ötvözött acél S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | Első választás | AH3225 | 100 – 230 | 0.07 – 0.15 | |
| – 300 HB | Törésállóság | AH3135 | 100 – 230 | 0.07 – 0.15 | ||
| Előedzett acél NAK80, PX5, etc. |
30 – 40 HRC | Első választás | AH3225 | 100 – 180 | 0.07 – 0.15 | |
| 30 – 40 HRC | Törésállóság | AH3135 | 100 – 180 | 0.07 – 0.15 | ||
| Rozsdamentes acél SUS304, etc. X5CrNi18-9, etc. |
– | Első választás | AH3135 | 90 – 200 | 0.07 – 0.15 | |
| – | Kopásállóság | AH3225 | 90 – 200 | 0.07 – 0.15 | ||
| Szürkeöntvény FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | Első választás | AH120 | 140 – 250 | 0.07 – 0.2 | |
| 150 – 250 HB | Törésállóság | AH3225 | 140 – 250 | 0.07 – 0.2 | ||
| Puha öntöttvas FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | Első választás | AH120 | 110 – 200 | 0.07 – 0.15 | |
| 150 – 250 HB | Törésállóság | AH3225 | 110 – 200 | 0.07 – 0.15 | ||
| Titán ötvözet Ti-6Al-4V, etc. |
– | Első választás | AH3135 | 20 – 60 | 0.07 – 0.15 | |
| Hőálló ötvözet Inconel 718, etc. |
– | Első választás | AH120 | 20 – 40 | 0.07 – 0.1 |
12-es méretű lapkák
| ISO | Workpiece material | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
| Carbon steel SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | First choice | AH3225 | MJ | 100 – 250 | 0.08 – 0.3 | |
| – 200 HB | For fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.3 | ||
| – 200 HB | For wear resistance | T3225 | MJ | 100 – 300 | 0.08 – 0.3 | ||
| – 200 HB | Low cutting force | AH3225 | NMJ | 100 – 250 | 0.08 – 0.14 | ||
| High Carbon steel, Alloy steel S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | MJ | 100 – 230 | 0.08 – 0.3 | |
| – 300 HB | For fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.3 | ||
| – 300 HB | For wear resistance | T3225 | MJ | 100 – 280 | 0.08 – 0.3 | ||
| – 300 HB | Low cutting force | AH3225 | NMJ | 100 – 230 | 0.08 – 0.14 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 180 | 0.08 – 0.25 | |
| 30 – 40 HRC | For fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.25 | ||
| 30 – 40 HRC | For wear resistance | T3225 | MJ | 100 – 200 | 0.08 – 0.25 | ||
| 30 – 40 HRC | Low cutting force | AH3225 | NMJ | 100 – 180 | 0.08 – 0.14 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | MJ | 90 – 200 | 0.08 – 0.25 | |
| – | For wear resistance | T3225 | MJ | 90 – 250 | 0.08 – 0.25 | ||
| – | Low cutting force | AH3135 | NMJ | 90 – 200 | 0.08 – 0.14 | ||
| Grey cast iron FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 140 – 250 | 0.08 – 0.3 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 140 – 250 | 0.08 – 0.3 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 140 – 300 | 0.08 – 0.3 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 140 – 250 | 0.08 – 0.14 | ||
| Ductile cast iron FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 110 – 200 | 0.08 – 0.25 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 110 – 200 | 0.08 – 0.25 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 110 – 250 | 0.08 – 0.25 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 110 – 200 | 0.08 – 0.14 | ||
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH3135 | MJ | 20 – 60 | 0.08 – 0.2 | |
| – | Low cutting force | AH3135 | NMJ | 20 – 60 | 0.08 – 0.14 | ||
| Heat-resistant alloys Inconel 718, etc. |
– | First choice | AH8015 | MJ | 20 – 40 | 0.07 – 0.18 | |
| – | Low cutting force | AH8015 | NMJ | 20 – 40 | 0.07 – 0.14 |
Megjegyzés: NMJ forgácstörők használata esetén olyan előtolást alkalmazzon, amely a következő elméleti forgácsvastagságot eredményezi:
| Megnevezés | Forgácsvastagság (mm) |
| TNMU120708PER-NMJ | < 0.2 |
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus
Imperial

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés