


Többfunkciós rendszer számos beszúrási megmunkálásra
A TungCut szerszámok széles választékot kínál szabványos tételekből; a lapkák és kések közt biztosan megtalálja a legalkalmasabbat


TungModularSystem

TungFeed-Blade

WavyJoint
Alkalmazhatóság és jellemzők
Alkalmazhatóság



Jellemzők
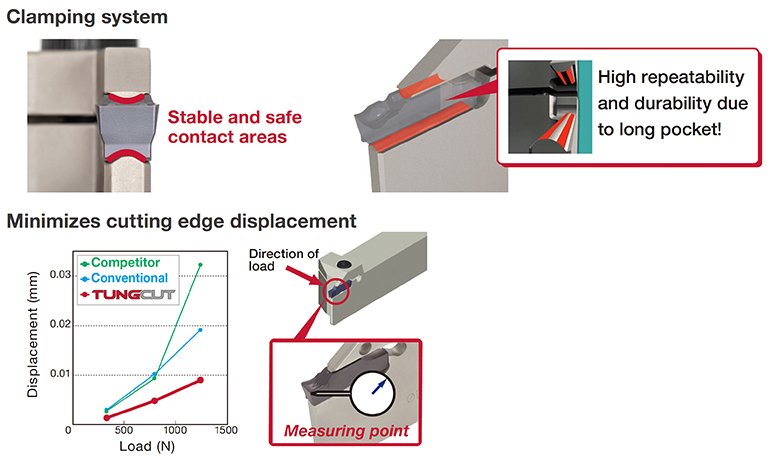
1. Rendkívül merev lapkarögzítés
A stabil éltartam és pontosság érdekében.
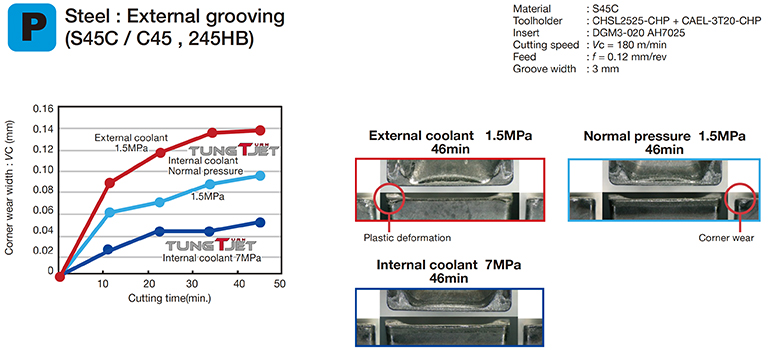
2. Élvezze a TungTurn-Jet nagy nyomású hűtés előnyeit
Drasztikusan javítja az éltartamot.
3. Forgácstörők beszúrásra és leszúrásra
Lapkák és minőségek
Lapkák

TungCut lapkák külső beszúrásra, esztergálásra és leszúrásra
- CW = 1.0 – 8.0 mm (.039″ – .315″)

TungCut & TungShortCut lapkák alászúrásra és profilmegmunkálásra
- CW = 1.85 – 8.0 mm (.073″ – .315″)

TungCut & TungShortCut lapkák belső beszúrásra és esztergálásra
- CW = 0.8 – 8.0 mm (.031″ – .315″)

TungCut lapkák homlokbeszúrásra és esztergálásra
- CW = 1.2 – 8.0 mm (.047″ – .315″)

TungCut CBN lapkák beszúrásra és esztergálásra
- CW = 2.0 – 5.0 mm (.079″ – .197″)

TungCut PCD lapkák beszúrásra és esztergálásra
- CW = 2.0 – 5.0 mm (.079″ – .197″)
Fő minőségek
AH7025
![]()
![]()
![]()
- P20 – P30 / M20 – M30 / S15 – S25
- Rendkívül merev és kopásálló
- Első választás beszúrásra, különböző alapanyagokhoz
T9225
![]()
- P15 – P25
- Első választás nagyolásra és közepes megmunkálásra
- Rendkívül törésálló
BX360
![]()
- Edzett acél általános megmunkálására kifejlesztve
Kések
Beszúrás, leszúrás, esztergálás

TungCut kések
Többfunkciós rendszer különböző beszúrási műveletekhez
Belső beszúrás és esztergálás

TungShortCut kések
Csökkentett méretű beszúró lapkákhoz kifejlesztett kés
Egyéb

TungCut szerszám blokkok és szárak
Többfunkciós rendszer különböző beszúrási műveletekhez

Gyakorlati példák
#1 példa
Kis méretű megmunkálás / Elektromos ipar
| Alkatrész: | Gyűrűs kódoló |
| Alapanyag: | SUM22L |
| Kés: | CTER2020-4T25 |
| Lapka: | DGM4-030 |
| Minőség: | AH7025 |
| Megmunkálási paraméterek: | Vc = 180 (m/min) f = 0.2 (mm/ford) CW = 4 (mm/min) CDX = 8 (mm) Alkalmazás: leszúrás Hűtés: folyadék |

#2 példa
Általános gépészet
| Alkatrész: | Fogaskerék ház |
| Alapanyag: | SCM420 / 20Cr4 |
| Kés: | CTER2525-3T09 |
| Lapka: | DTX3-030 |
| Minőség: | AH725 |
| Megmunkálási paraméterek: | Vc = 120 (m/min) f = 0.15 (mm/ford) CW = 3 (mm) CDX = 7 (mm) Alkalmazás: beszúrás Hűtés: folyadék |

#3 példa
Általános gépészet
| Alkatrész: | Szelep |
| Alapanyag: | SUS304 / X5CrNi18-9 |
| Kés: | CTIR25-3T05-D250 |
| Lapka: | DTX3-030 |
| Minőség: | AH7025 |
| Megmunkálási paraméterek: | Vc = 80 (m/min) f = 0.08 (mm/ford) CW = 3 (mm) CDX = 2.2 (mm) Alkalmazás: beszúrás Hűtés: folyadék |

Szabványos megmunkálási paraméterek
| ISO | Munkadarab alapanyag | Keménység | Prioritás | Minőség | Vágósebesség Vc (m/min) |
|---|---|---|---|---|---|
 |
Acél S45C, SCM435, etc. C45, 34CrMo4, etc. |
< 300 HB | Első választás | AH7025, AH725, SH7025 | 50 – 180 |
| < 300 HB | Kopásállóság | T9225, AH8005 | 80 – 300 | ||
| < 300 HB | Ütésállóság | AH6235 | 50 – 120 | ||
| < 300 HB | Felületminőség | NS9530 | 80 – 220 | ||
 |
Rozsdamentes acél SUS303, SUS304, etc. X10CrNiS18-9, X5CrNi18-9, etc. |
< 200 HB | Első választás | AH7025, AH725, SH7025 | 50 – 120 |
| < 200 HB | Kopásállóság | AH8005 | 50 – 120 | ||
| < 200 HB | Ütésállóság | AH6235 | 50 – 120 | ||
 |
Szürkeöntvény FC250, etc. 250, etc. |
– | Első választás | T515 | 150 – 700 |
| – | Ütésállóság | AH8005, AH7025, AH6235 | 50 – 180 | ||
| Puha öntöttvas FCD450, etc. 450-10S, etc. |
– | Első választás | T515 | 150 – 300 | |
| – | Ütésállóság | AH8005, AH7025, AH6235 | 50 – 120 | ||
 |
Alumínium alloys Si < 12% |
– | Első választás | TH10 | 100 – 500 |
| – | Első választás | KS05F | 100 – 600 | ||
 |
Szuperötvözetek Inconel718, etc. |
< HRC 40 | Első választás | AH8005 | 20 – 60 |
| < HRC 40 | Ütésállóság | AH7025, AH725, AH6235 | 20 – 40 | ||
| Titán ötvözetek Ti-6Al-4V, etc. | < HRC 40 | Első választás | KS05F | 20 – 100 | |
| < HRC 40 | Ütésállóság | AH7025, AH725 | 20 – 80 |
DTV
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 |
|
Grey cast iron FC250, etc. 250, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 | |
|
Titanium alloys Ti-6AI-4V, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
| Superalloys Inconel718, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
STV*S
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 | |
|
Stainless steels SUS304, etc. X5CrNi18-9, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 |
|
Grey cast iron FC250, etc. 250, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 | |
|
Superalloys Inconel718, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
| Titanium alloys Ti-6AI-4V, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
STX
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
External grooving | > 50 HRC | First choice | BX360 | 80 – 150 |
| Groove wall cutting | |||||
| Side turning | |||||
| Internal grooving | > 50 HRC | First choice | BX360 | 80 – 120 | |
| Face grooving |
| ISO | Workpiece material | Grade | Operation | Cutting speed Vc (m/min) |
Feed f(mm/rev) |
Depth of cut ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium alloys Si ≦ 12% |
DX160 | Grooving | 200 – 2000 | 0.05 – 0.15 | – |
| DX160 | Turning | 200 – 2000 | 0.07 – 0.3 | < 1 | ||
| Aluminium alloys Si ≧ 12% |
DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Copper and copper alloys | DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Carbon / Graphites | DX160 | Grooving | 200 – 500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 500 | 0.07 – 0.3 | < 1 | ||
| Ceramic | DX160 | Grooving | 100 – 200 | 0.02 – 0.1 | – | |
| DX160 | Turning | 100 – 200 | 0.02 – 0.1 | < 1 | ||
| Tungsten carbide(HRA80 – 95) | DX160 | Grooving | 5 – 30 | 0.02 – 0.1 | – | |
| DX160 | Turning | 5 – 30 | 0.02 – 0.1 | 0.02 – 0.2 |
SGN
| ISO | Grade | Edge preparation | Workpiece condition | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
|
BX360 | No symbol | Continuous | 80 – 150 | 0.03 – 0.08 |
| -S | Light interrupted | 50 – 120 | 0.03 – 0.08 | ||
| -H | Heavy interrupted | 40 – 100 | 0.03 – 0.06 |
STR
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
|
External profiling | > 50 HRC | First choice | BXA10 | 80 – 180 |
STH
| ISO | Grade | CW | Application | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|---|
|
BXA10 | 3 | External turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 1 |
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 0.8 | |||
| 5 | External turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 1.5 | ||
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 0.8 |
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:



Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.