
Ovo je put do uspjeha koji su prodajni predstavnici Tungaloya prošli zajedno sa svojim kupcima.
Postizanje 48 sati nenadzoranog rada vikendom! Koji alat za chamfering riješio je usko grlo koje je blokiralo proizvodnju bez nadzora?
Suradnja u intervjuuTsubakimoto Mayfran Inc.


Prodajni predstavnik Tungaloya
Takahiko MurataTakahiko Murata
- Rodno mjesto
- Kyoto City, prefektura Kyoto
- Karijera
- Zaposlen u siječnju 1987. (zaposlenje usred karijere). 36. godina.
- Hobiji
- Počeo sam s alpskim skijaškim utrkama u srednjoj školi i još uvijek aktivno natječem.
Tijekom izvan sezone, sve je u znaku golfa.
Svatko tko se bavi obradom metala vidio je “transporter strugotine” barem jednom. Ovaj put predstavljamo studiju slučaja poboljšanja povezanu s transporterima strugotine.
Tsubakimoto Mayfran Inc., sa sjedištem u gradu Koka, prefektura Shiga, osnovan je 1973. kao zajednički pothvat između Tsubakimoto Chain Co. i Mayfran International. Godine 1974. tvrtka je započela proizvodnju svog transportera strugotine “ChipTote”. Od tada je tvrtka razvila širok raspon proizvoda za rukovanje materijalom i sada je široko poznata kao sveobuhvatni proizvođač opreme za rukovanje materijalom i obradu rashladne tekućine.
Tsubakimoto Mayfran Inc. nastavlja pružati proizvode i usluge najviše kvalitete kako bi stekao globalno zadovoljstvo i povjerenje kupaca u području “rukovanja i obrade” za “metalne strugotine, rashladnu tekućinu i kruti otpad.”
Sadržaj
Projekt proizvodnje pojasnih iglica u vlastitoj režiji
Tsubakimoto Mayfran Inc. proizvodi transportere—njihov vodeći proizvod—u tvornici sjedišta u gradu Koka, prefektura Shiga. Tvornica sjedišta je matična tvornica koja rukuje svime, od obrade lima do zavarivanja, montaže i bojanja u integriranom procesu proizvodnje transportera. Upravo je u to vrijeme nastao problem s nabavom pojasnih iglica, jedne od ključnih komponenti transportera. Prethodno, tvornica sjedišta gotovo nije izvodila operacije obrade metala, a pojasne iglice koje su zahtijevale obradu bile su dane u podugovor za proizvodnju. Međutim, podugovaraču je postalo teško nastaviti proizvodnju. Kako bi se riješio ovaj problem, pokrenut je projekt proizvodnje pojasnih iglica u vlastitoj režiji. G. Ichihashi iz Odjela za proizvodnu tehnologiju, koji je imao duboko znanje o obradi metala, imenovan je voditeljem projekta.

“Dovođenjem prethodno podugovorene proizvodnje pojasnih iglica u vlastitu režiju u našoj tvornici sjedišta, mogli smo steći mnoge prednosti, pa smo odlučili nastaviti s proizvodnjom u vlastitoj režiji. Proizvodnja u vlastitoj režiji omogućuje fleksibilno planiranje proizvodnje prema potražnji i olakšava proizvodnju malih serija. Kod podugovaranja, morali smo održavati velike zalihe komponenti (nedovršena proizvodnja) zbog veličina narudžbi i rokova isporuke. Proizvodnjom u vlastitoj režiji možemo fleksibilno prilagoditi rasporede proizvodnje i veličine serija kako bi odgovarali zahtjevima kupaca. Implementacija proizvodnje točno na vrijeme rezultirala je značajnim smanjenjem zaliha komponenti.”
Ovo je bio važan projekt s očekivanim poboljšanjima u učinkovitosti proizvodnje.
“Osim očekivanja za smanjenje roka isporuke i smanjenje zaliha, također smo postavili konkurentnost troškova kao cilj za ovaj projekt pokretanja. Uzimajući u obzir troškove proizvodnje, proizvodnja u inozemstvu bila je jedna opcija, ali proizvodnja komponenti u tvornici sjedišta—mjestu konačne montaže—optimalna je u smislu rokova transporta (lokalna proizvodnja za lokalnu potrošnju). Stoga smo postavili cilj izgraditi proizvodnu liniju s konkurentnošću troškova koja može odgovarati proizvodnji u inozemstvu čak i s domaćom proizvodnjom. Vjerovali smo da je ključ postizanja konkurentnosti troškova ‘automatizacija i produljeni nenadzorani rad.’”
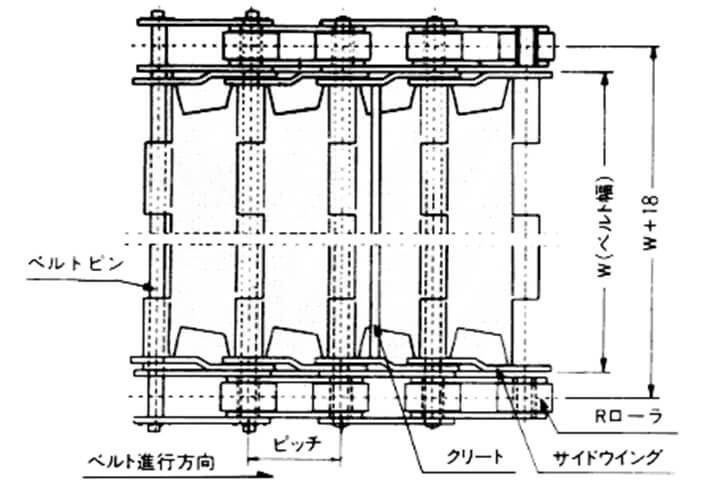
Izgled i struktura čeličnog pojasnog transportera sa zglobom
Izgled pojasnih iglica

Proces uskog grla koji blokira nenadzorani rad
Kako bi se postigli postavljeni ciljevi, napredovala je izgradnja linije. Budući da su pojasne iglice dugi cilindrični dijelovi, usvojen je automatski podavač šipki za opskrbu materijalom. Dodatno, kako bi se automatiziralo ponovno hvatanje dugih obradaka i obrada oba kraja, odabran je NC tokarilica sa sporednim vretenom, automatizirajući sve od učitavanja obratka, obrade, do istovarivanja obratka.
Pojasne iglice dolaze u različitim modelima s različitim promjerima i duljinama. Programi obrade stvoreni su i provjereni za svaki model, a pokretanje prvih obrađenih komponenti tvornice uspješno je dovršeno.
Iako je pokretanje obrade dovršeno uspješno, drugi cilj—postizanje produženog nenadzoranog rada—još nije bio ispunjen. Alati korišteni u dva procesa imali su kratak vijek trajanja alata, a visoka učestalost zamjene alata onemogućila je produljeni rad.
“Cilj nam je bio obraditi modele s relativno velikim proizvodnim serijama kroz nenadzorani rad tijekom praznika. Na primjer, dovršiti postavljanje pri odlasku u petak i započeti obradu. Ako bismo mogli pokrenuti nenadzorani rad obrade tijekom vikenda (subota i nedjelja), to bi značajno doprinijelo učinkovitosti proizvodnje linije i troškovima proizvodnje. Da bismo to postigli, morali smo ostvariti približno 48 sati nenadzoranog rada, ali problemi s vijekom trajanja alata u procesima uskog grla spriječili su nas da dosegnemo cilj.”
Procesi uskog grla u obradi pojasnih iglica
Proces uskog grla 1: Parting / Završno tokarenje čelne površine
Budući da je proizvodnja koristila automatski podavač šipki, proces parting bio je jedna od glavnih operacija. Također, zbog ograničenja u broju alata i pozicija revolvera potrebnih za obradu različitih modela, alat za parting također je korišten za završnu obradu čelne površine kako bi se konsolidirala upotreba alata.
Proces uskog grla 2: Bušenje središta + Chamfering
Kako bi se poboljšala točnost položaja rupe, bušenje središta izvedeno je prije obrade rupe. Budući da su te rupe zahtijevale C-chamfering, proces je dizajniran da koristi 90° alat za chamfering koji se unaprijed dublje pokreće kako bi se kombiniralo bušenje središta i chamfering u jednoj operaciji.
Slika obrade procesa “Bušenje središta + Chamfering”
- Proces 1
Bušenje središta + Chamfering

- Proces 2
Bušenje
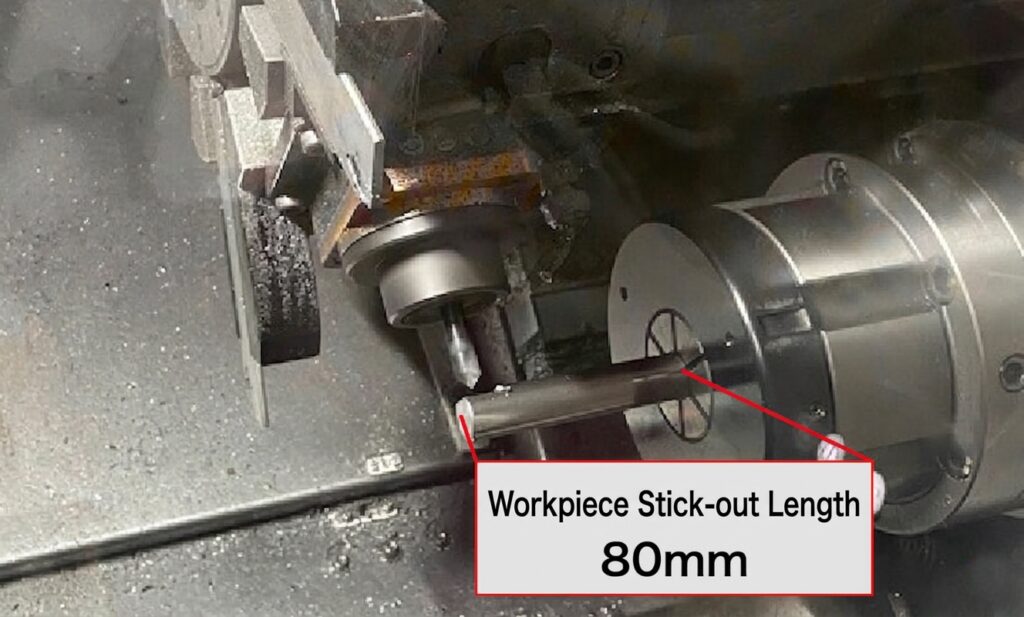
“Proces za koji sam smatrao da je posebno problematičan bio je ovaj proces ‘bušenje središta + chamfering’. Zbog interferencije između kućišta stezne čahure koja hvata obradak i jedinice rotirajućeg alata, kao i ograničenja raspona glodanja stroja, obradak je morao stršati približno 80 mm za operacije glodanja. Štoviše, budući da se obrada odvijala blizu čelne površine, morala se izvoditi u konzolnom postavu. S obradom u stanju niske krutosti, obrada je postala nestabilna. Vibracije su bile posebno izražene na modelima pojasnih iglica manjeg promjera, što je rezultiralo chamferima s nepravilnim oblicima rupa.”
“Zatražili smo poboljšanja alata od više proizvođača i radili smo na poboljšanjima alata. Dali smo izraditi prilagođene alate od jednog proizvođača i proveli testove, ali mučili smo se pronaći alat koji bi pružio poboljšanje koje nam je bilo potrebno.”
Cilj produženog nenadzoranog rada dospio je u slijepu ulicu.
NC tokarilica s automatskim podavačem šipki i sporednim vretenom korištena za obradu središnjih iglica

Pogled na proces “Bušenje središta” + “Chamfering”
Rješenja za proces uskog grla
Upravo je u to vrijeme g. Ichihashi i Murata iz prodajnog ureda Tungaloya u Kyotu prvi put se sreli.
Zahtjev za savjetovanje u vezi s obradom s proizvodom svrdla koji je g. Ichihashi odabrao stigao je do Murate preko distributera. Kada je Murata posjetio g. Ichihashija, saznao je o izazovima s kojima se g. Ichihashi suočavao.
“Za poboljšanje alata za parting/tokarenje čelne površine, predložio sam TungCut. TungCut ima jedinstveno sjedište pločice u obliku luka koje pruža snažan otpor bočnim silama, što ga čini serijom alata za žljebljenje/parting sposobnim ne samo za parting već i za operacije tokarenja. Odabrao sam AH7025, naš najnoviji razred, za pločicu. Budući da je ovaj razred već pružio izvrsne rezultate kod drugih kupaca, preporučio sam testiranje s njim.”
“Kada smo testirali AH7025, postigli smo produljenje vijeka trajanja alata i riješili jedan od procesa uskog grla. Izvorno smo koristili rashladnu tekućinu za obradu iz perspektive vijeka trajanja alata i kvalitete završne obrade površine. Međutim, korištenje rashladne tekućine zahtijeva periodičnu zamjenu zbog degradacije kvalitete vode, a odlaganje kao otpadnog ulja podiže ekološke zabrinutosti koje su postale sve problematičnije u posljednje vrijeme. Željeli smo uspostaviti suhu obradu bez rashladne tekućine. U tom pogledu, AH7025 pružio je zadovoljavajuću kvalitetu završne obrade površine čak i u suhoj obradi, dok je dovoljno postigao ciljani vijek trajanja alata. Bili smo iskreno impresionirani vašom tehnologijom alata.”
“Za drugi proces uskog grla—’bušenje središta + chamfering’—predvidio sam da će biti teško poboljšanje s obzirom na uvjete obratka malog promjera i dugog prepusta. Budući da alat s izmjenjivom glavom TungMeister nudi širok izbor glava za chamfering, istražio sam možemo li odabrati optimalnu glavu za obradu pojasnih iglica iz ovog asortimana.”

Glodalo s izmjenjivom glavom TungMeister: Opsežne varijacije glava za chamfering
Glodalo s izmjenjivom glavom TungMeister nudi opsežan asortiman glava izvan kvadratnih glava, uključujući glave za visoki pomak, kuglaste glave, glave za chamfering, glave za bušenje i glave tipa utora. Asortiman alata za chamfering posebno sadrži glave za chamfering s izrazito različitim karakteristikama.

“Među više dostupnih tipova glava, odabrao sam tip VDS—najoštriji dizajn rezanja i najnižeg otpora—za ovu primjenu.”
Glave za chamfering TungMeister dostupne su u tri tipa: “tip VCP s dizajnom oblikovanim prešanjem za isplativost,” “tip VCA s dizajnom s više oštrica za produktivnost,” i “tip VDS s dizajnom visokog kuta spirale za rezanje niskog otpora.”
“Odabrao sam tip VDS očekujući da će njegov veliki kut spirale i dizajn niskog otpora biti prikladni za ovu primjenu. Također, kada sam ispitao konkurentske alate za chamfering koje je Tsubakimoto Mayfran koristio, nijedan nije imao stanjivanje primijenjeno na reznu oštricu. Mislio sam da će korištenje tipa VDS s njegovom značajkom stanjivanja smanjiti thrust force, čime se potiskuje savijanje obratka čak i na obrascima niske krutosti.”
Asortiman glava za chamfering TungMeister

Isplativi tip VCP (s središnjom reznom oštricom)

Tip VCA usmjeren na produktivnost (bez središnje rezne oštrice)

Tip VDS usmjeren na oštrinu (s središnjom reznom oštricom)
Značajke tipa VDS
- Prednji pogled glave VDS
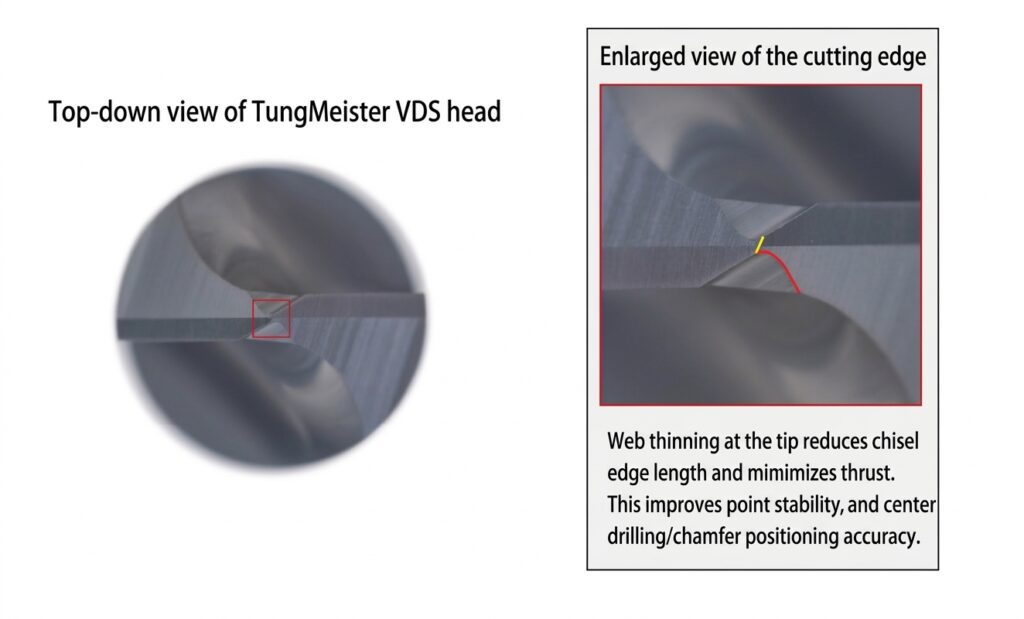
- Glava VDS

Postizanje 48-satnog nenadzoranog rada vikendom
S visokim očekivanjima za uspjeh, testiranje je započelo. Dok je konvencionalni alat obrađivao s vibracijama, tip VDS značajno je potisnuo pojavu vibracija. Nakon potvrde stabilne obrade, testiranje je prešlo na test proizvodnje u pogonu. Rezultati testa pokazali su:
- Vijek trajanja alata produžen na 3.000 dijelova—5 puta duže od prethodnog postavljanja vijeka trajanja alata od 600 dijelova
- Područje chamfera, koje je prethodno bilo nepravilnog oblika, postalo je čist kružni oblik, poboljšavajući kvalitetu proizvoda
Ovo su bila značajna poboljšanja.
“Rezultati obrade s ovim alatom bili su zapanjujući niz novih otkrića. Rješavanje dva procesa uskog grla i postizanje 48-satnog nenadzoranog rada vikendom uvelike je doprinijelo poboljšanju produktivnosti na liniji obrade pojasnih iglica. Obrada pojasnih iglica korištenjem univerzalnih strojeva još nije postignuta čak ni u inozemstvu, pa vjerujem da je ova nova linija izgrađena s konkurentnošću troškova koja može odgovarati proizvodnji u inozemstvu.”
“Osim poboljšane stabilnosti obrade i produženog vijeka trajanja alata, također cijenimo lakoću zamjene alata s TungMeister. S čvrstim alatima, svaka zamjena alata zahtijevala je otpuštanje i ponovno zatezanje stezne čahure, prilagodbu duljine prepusta alata i izvođenje korekcija pomaka duljine alata u NC programu. Također smo koristili alate za chamfering s pričvršćivanjem glave vijkom, ali bilo je incidenata gdje su vijci ispušteni i izgubljeni unutar stroja tijekom uklanjanja. TungMeister, koji omogućuje zamjenu glave korištenjem samo ključa bez uklanjanja drška, također je doveo do poboljšanja u operacijama zamjene alata.”
Prednosti jedinstvene za alate s izmjenjivim glavama na tokarilicama—gdje su zamjene alata u stroju česte—jasno su cijenjene.

Obrađeni chamfer korištenjem glave tipa TungMeister VDS

Ključne točke poboljšanja
-
Glava za chamfering niskog otpora tip VDS korištena za “Bušenje središta” + “Chamfering” u uvjetima niske krutosti obratka — Postignuta stabilna obrada i dramatično poboljšan vijek trajanja alata
Glava tipa VDS ima dizajn visokog kuta spirale i geometriju stanjene rezne oštrice. Smanjuje otpor rezanja i potiskuje savijanje obratka, omogućujući stabilnu obradu čak i u uvjetima niske krutosti.
-
Rješavanje procesa uskog grla omogućilo je 48-satnu nenadzorani proizvodnju
Stabilizirana obrada značajno je poboljšala vijek trajanja alata. Smanjenje učestalosti zamjene alata doprinijelo je produženju vremena nenadzoranog rada.
Prema još dužem nenadzoranom radu
Tsubakimoto Mayfran nije zadovoljan trenutnim poboljšanjima i već se kreće prema daljnjim poboljšanjima.
“Sada kada su dva procesa uskog grla riješena, drugi proces obrade—obrada čelne površine—postao je trenutno usko grlo. Poboljšanjem ovog procesa želimo se sljedeće izazvati 60 sati nenadzoranog rada.”
Nakon što je čuo sljedeći cilj, Murata je odgovorio:
“Slično procesu ‘bušenje središta + chamfering’, obrada čelne površine također uključuje uvjete niske krutosti. I ovdje želim postići stabilnu obradu i produljeni vijek trajanja alata odabirom glodala s najnižim mogućim otporom rezanja.”
“Od pridruživanja ovoj tvrtki, cijenio sam moto ‘Nevolja je prilika’ koji me naučio stariji kolega. Kao u ovom slučaju, stvari ponekad idu dobro, ali također postoje trenutci kada obrada ne ide kako je planirano i nastaje problem. Međutim, umjesto da lako odustanem, vjerujem da je najvažnije istražiti postoje li druge ideje ili mjere poboljšanja i nastaviti se izazivati. Osjećam da rješavanje problema u posebno teškim slučajevima jača naknadni odnos povjerenja s kupcem.”
Murata je predan podršci sljedećem izazovu postizanja 60-satnog nenadzoranog rada također.
“Postoje mnoge stvari u obradi koje možete razumjeti samo stvarnim pokušajem. Namjeravamo nastaviti izazivati se bez ograničavanja postojećim konceptima.”
G. Ichihashi podijelio je svoje težnje za sljedeći izazov.
U Tungaloyu nastavit ćemo nastojati podržati profesionalce u proizvodnji koji se svakodnevno prihvaćaju novih izazova.

Lijevo: G. Daisuke Kuroiwa, načelnik odjela, Proizvodni odjel, 1. proizvodni odjel
Desno: G. Junpei Ichihashi, Odjel za proizvodnu tehnologiju
Proizvodi predstavljeni u ovom članku
Odaberite optimalni alat iz raznolikog raspona geometrija alata za poboljšanje učinkovitosti obrade
TungMeister
Dramatično smanjite vrijeme zamjene alata