Utilisez-vous encore une fraise carbure monobloc pour le fraisage de surface ?
La fraise de surfaçage ne passe pas à cause des interférences, vous utilisez donc la face inférieure d’une fraise carbure monobloc. La surface à usiner est trop étroite, vous réalisez donc le surfaçage avec une fraise carbure monobloc. Sur les tours de décolletage, les opérations de surfaçage sont également réalisées avec la face inférieure de l’outil. Mais la face inférieure d’une fraise carbure monobloc est-elle réellement adaptée au fraisage de surface ? Traces d’usinage, mauvaise qualité de surface, rayures visibles après traitement de surface : ces problèmes proviennent du fait que les faces inférieures des fraises carbure monobloc ne sont pas optimisées pour le fraisage de surface. La tête interchangeable VFM Head de la gamme TungMeister intègre une conception dédiée au surfaçage avec une arête Wiper et 6 arêtes de coupe extrêmement tranchantes. Disponible du Ø10 au Ø25 en 5 dimensions et couvrant les 6 groupes de matériaux ISO, elle redéfinit le fraisage de surface avec une fraise carbure monobloc. Cet article présente en détail les caractéristiques techniques du VFM ainsi que 3 exemples d’applications clients.
Ce que vous allez découvrir dans cet article
- Le fraisage de surface avec une fraise carbure monobloc est-il devenu votre solution par défaut ?
- Dépasser les limites des faces inférieures grâce à la tête VFM
- Des performances validées par les données : comparaison quantitative de la qualité de surface, de la productivité et de la durée de vie
- Exemples d’applications clients : 3 cas validés avec succès
- Résumé : transformez vos opérations de surfaçage avec VFM
1. Le fraisage de surface avec une fraise carbure monobloc est-il devenu votre solution par défaut ?
Pour le surfaçage et les opérations de finition des faces planes, l’outil idéal reste une fraise de surfaçage. Pourtant, dans de nombreux ateliers, l’utilisation de la face inférieure d’une fraise carbure monobloc est devenue la solution « par défaut ».
Cette situation est généralement liée à trois contraintes majeures.
Contrainte n°1 : les interférences empêchent l’utilisation d’une fraise de surfaçage


Les parois environnantes, les brides de serrage ou les montages empêchent souvent l’utilisation physique d’une fraise de surfaçage. Dans ce type de situation, l’utilisation de la face inférieure d’une fraise carbure monobloc de petit diamètre devient la solution de contournement la plus courante.
Contrainte n°2 : la surface à usiner est trop étroite pour utiliser une fraise de surfaçage
Contrainte n°3 : les limitations de diamètre de queue sur les tours de décolletage et tours conventionnels
Lors du fraisage de surfaces planes sur des pièces issues de barres, les unités de fraisage des tours de décolletage ou des tours conventionnels imposent souvent des limitations de diamètre de queue. De plus, la faible rigidité des broches de fraisage rend difficile l’augmentation des conditions de coupe, ce qui entraîne souvent une qualité de surface instable.
Le problème récurrent : les limites de la face inférieure des fraises carbure monobloc
Les fraises carbure monobloc constituent la solution la plus couramment utilisée dans ces situations. Toutefois, elles sont principalement conçues pour les opérations de fraisage à 90° et de rainurage, et non pour la finition des surfaces planes. Cela entraîne régulièrement les problèmes suivants :
- Traces d’usinage visibles – Les écarts de hauteur et les variations géométriques des arêtes de coupe se répercutent directement sur la surface usinée.
- Qualité de surface insuffisante – Sans arête Wiper, il est difficile d’obtenir une faible rugosité et un aspect brillant. Les exigences de finition ne sont souvent pas atteintes.
- Impact sur les opérations suivantes – Les rayures deviennent visibles après traitement de surface ou placage, nécessitant des opérations complémentaires telles que le polissage ou la rectification.
Le surfaçage réalisé avec la face inférieure d’une fraise carbure monobloc est devenu une habitude dans de nombreux ateliers. La tête VFM Head de TungMeister a été développée précisément pour remettre en question cette pratique.
2. Dépasser les limites des faces inférieures grâce à la tête VFM
Concept de conception du VFM
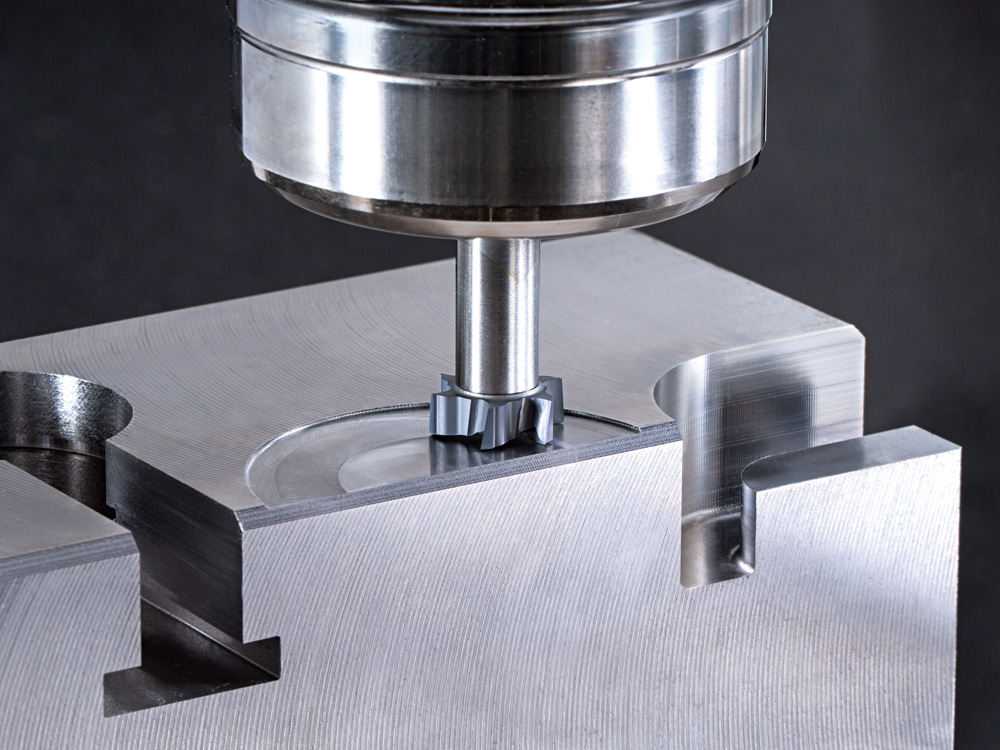
« Je n’ai pas d’autre choix que de surfacer avec une fraise carbure monobloc » : la tête VFM dédiée au surfaçage de la gamme TungMeister remet totalement en question cette idée reçue. Grâce à la combinaison d’une arête Wiper et d’arêtes de coupe extrêmement tranchantes, elle atteint un niveau de qualité de surface impossible à obtenir avec une simple face inférieure de fraise carbure monobloc.
La tête VFM intègre 4 caractéristiques techniques majeures spécialement conçues pour les opérations de surfaçage.
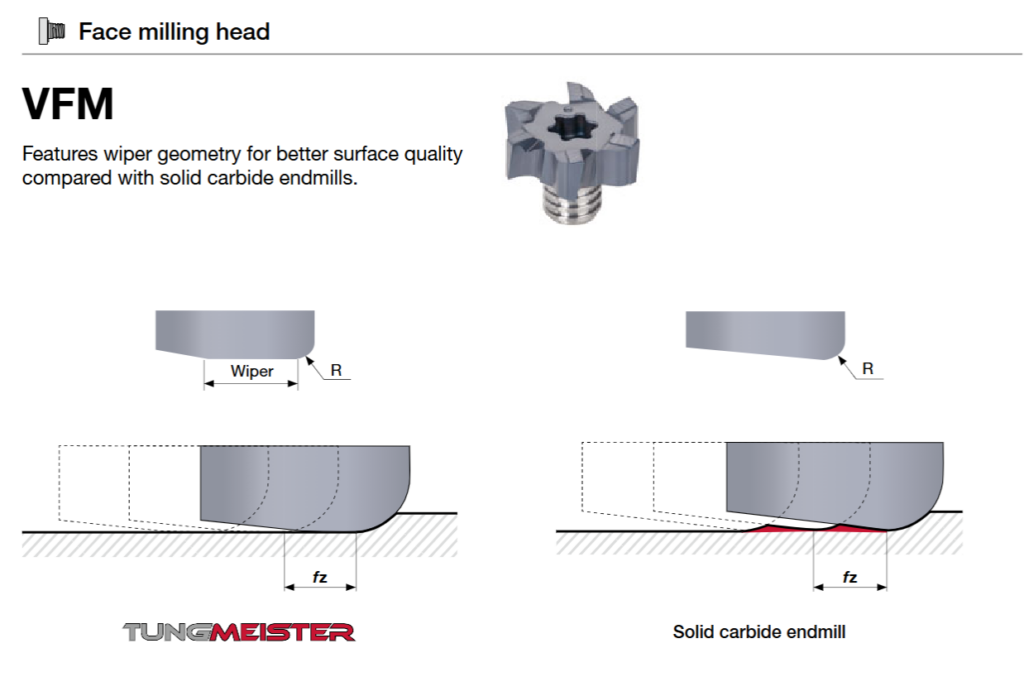
Caractéristique 1 : Arête Wiper pour une qualité de surface exceptionnelle
La caractéristique la plus remarquable de la tête VFM est son arête Wiper intégrée. Alors que les faces inférieures des fraises carbure monobloc classiques génèrent des traces d’usinage directement liées à la géométrie des arêtes de coupe, l’arête Wiper « lisse » la surface usinée pendant la coupe.
Cette géométrie permet d’obtenir simultanément :
- Une rugosité de surface réduite
- Une amélioration de la planéité
- Une diminution des traces d’usinage visibles
- Une meilleure qualité esthétique après traitement de surface
Dans de nombreuses applications, il devient ainsi possible de réduire, voire de supprimer, les opérations de finition complémentaires.

Caractéristique 2 : 6 arêtes de coupe extrêmement tranchantes
La tête VFM dispose de 6 arêtes de coupe à géométrie très positive. Cette conception réduit les efforts de coupe tout en améliorant la stabilité du processus.
- Réduction des efforts de coupe
- Limitation des vibrations
- Amélioration de la stabilité sur machines de faible puissance
- Durée de vie optimisée grâce à la répartition de l’usure sur 6 arêtes
Cette géométrie est particulièrement efficace sur les machines présentant une rigidité limitée, comme les centres d’usinage compacts ou les tours de décolletage.

Caractéristique 3 : Une gamme adaptée aux applications réelles
La gamme VFM couvre les diamètres les plus fréquemment utilisés pour les opérations de surfaçage réalisées avec des fraises carbure monobloc :
| Référence | Diamètre | Nombre d’arêtes |
|---|---|---|
| VFM100 | Ø10 mm | 6 |
| VFM120 | Ø12 mm | 6 |
| VFM160 | Ø16 mm | 6 |
| VFM200 | Ø20 mm | 6 |
| VFM250 | Ø25 mm | 6 |
Cette couverture dimensionnelle répond à la majorité des applications où les fraises de surfaçage conventionnelles ne peuvent pas être utilisées en raison d’interférences ou de contraintes d’encombrement.
Caractéristique 4 : Compatibilité avec les 6 groupes de matériaux ISO
Grâce aux différentes nuances disponibles, la tête VFM peut être utilisée sur l’ensemble des principaux groupes de matériaux :
| ISO P | Aciers |
|---|---|
| ISO M | Aciers inoxydables |
| ISO K | Fontes |
| ISO N | Métaux non ferreux |
| ISO S | Superalliages réfractaires |
| ISO H | Matériaux trempés |
Cette polyvalence permet de standardiser les stratégies d’usinage tout en conservant le même concept d’outil.
Applications particulièrement adaptées au VFM
- Surfaçage dans des zones sujettes aux interférences — lorsque les fraises de surfaçage ne peuvent pas être utilisées.
- Surfaçage de petites surfaces — lorsque la largeur de coupe est limitée.
- Usinage sur tours de décolletage et tours conventionnels — où les contraintes de diamètre de queue et de rigidité limitent les options disponibles.
Association avec le système VER pour les tours de décolletage

Pour les tours de décolletage et les tours conventionnels, la tête VFM peut être montée sur le système modulaire VER. Cette combinaison permet d’obtenir une excellente rigidité tout en facilitant les remplacements de têtes et la gestion des outils.
POINT CLÉ
Une véritable solution de surfaçage, et non une simple utilisation détournée d’une fraise carbure monobloc
Grâce à son arête Wiper, ses 6 arêtes de coupe extrêmement tranchantes, sa large couverture dimensionnelle et sa compatibilité avec les différents matériaux ISO, la tête VFM constitue une solution spécifiquement développée pour les opérations de surfaçage là où les fraises carbure monobloc classiques atteignent leurs limites.
3. Des performances validées par les données — Comparaison quantitative de la qualité de surface, de la productivité et de la durée de vie
Nous vérifions ici les performances de VFM selon trois axes — « qualité de surface », « productivité » et « durée de vie » — à partir de 3 exemples d’applications clients et de données catalogue.
Comparaison transversale des 3 cas
Les 3 cas d’adoption ont tous reçu une évaluation « gagnante ». Malgré des matières usinées et des environnements machine différents, VFM a nettement surpassé les outils existants en qualité de surface et en productivité.
| Comparaison | Cas 1 : Hastelloy-X | Cas 2 : SUS440C | Cas 3 : SS |
|---|---|---|---|
| Matière usinée | Hastelloy-X forgé | SUS440C | SS400 |
| Machine | Centre d’usinage horizontal / BT50 | Centre d’usinage vertical / BT30 | Centre d’usinage vertical / BT40 |
| Outil existant | Fraise carbure monobloc Ø12 | Fraise carbure monobloc Ø12 | Fraise carbure monobloc Ø10 |
| Gain de productivité | +50 % | +50 % | +67 % |
| Qualité de surface | Bonne — surface brillante | Très bonne | Bonne |
| Durée de vie | — temps d’essai écoulé | +50 % — 240 pièces/tête | — démonstration |
| Résultat | Gagnant | Gagnant | Gagnant |
Voici les principaux enseignements de ces données.
Point 1 : une qualité de surface jugée « bonne » ou supérieure dans tous les cas — les problèmes de traces d’usinage et de rayures sont résolus à la source
Dans le cas 1, les traces d’usinage provoquées par la face inférieure de la fraise carbure monobloc ont disparu et la surface usinée a obtenu un aspect brillant. Le cas 2 a reçu une évaluation « très bonne ». Dans le cas 3, le problème des rayures visibles après traitement de surface a été éliminé. Tous ces résultats ont été obtenus grâce au lissage de la surface usinée par l’arête Wiper.
Point 2 : amélioration de productivité de 50 à 67 % — pas seulement une meilleure surface, mais aussi un gain de production
VFM améliore non seulement la qualité de surface, mais surpasse également les outils existants en vitesse d’avance et en débit copeaux. La capacité grande-avance des 6 arêtes de coupe, associée aux faibles efforts de coupe générés par les arêtes tranchantes, permet d’améliorer simultanément la qualité de surface et la productivité.
Point 3 : résultats confirmés de BT30 à BT50 — une large compatibilité machine
De la machine BT30 à faible rigidité jusqu’au BT50, des résultats stables ont été obtenus quel que soit l’environnement machine. L’efficacité de VFM est également confirmée sur les machines à faible rigidité.
Données catalogue — Productivité ×1,5, durée de vie ×1,4
En complément des exemples clients, les performances de VFM sont également confirmées par les données catalogue.
| Cas catalogue | Matière | Amélioration | Résultat |
|---|---|---|---|
| Cas A (Ø20) | SUS303 | Comparaison de rugosité de surface | Ra supérieur aux produits concurrents monoblocs |
| Cas B (Ø16) | A5052 | Comparaison de productivité | Productivité ×1,5 — qualité de surface maintenue |
| Cas C (AH715) | FCD400 | Comparaison de durée de vie | Durée de vie ×1,4 — qualité de surface également améliorée |
Résumé de la section 3
Des performances supérieures aux outils existants en qualité de surface, productivité et durée de vie
VFM surpasse les outils existants sur un ou plusieurs critères : qualité de surface, productivité et durée de vie. Améliorer la qualité de surface tout en augmentant la productivité : ce n’est pas un compromis, mais le résultat d’une conception dédiée au principe de l’arête Wiper.
4. Exemples d’applications clients
Que se passe-t-il lorsque des ateliers qui réalisaient auparavant leur surfaçage avec la face inférieure d’une fraise carbure monobloc passent au VFM ? Les trois cas présentés se sont soldés par un succès. Des superalliages réfractaires aux aciers inoxydables, en passant par les aciers de construction, VFM a démontré son efficacité sur une large variété de matières.
Cas 1 Finition de surface en Hastelloy-X — Adoption grâce à une surface brillante

Détails de l’application
- Pièce : Carter — surface d’étanchéité de sortie (finition de face)
- Matière : Hastelloy-X forgé
- Machine : Centre d’usinage horizontal / BT50
Problématique
- Une fraise carbure monobloc concurrente était utilisée comme solution provisoire pour cette opération de finition.
- Des retouches fréquentes étaient nécessaires. L’aspect visuel de la surface était plus critique que la simple valeur de rugosité.
Comparaison des conditions de coupe
| Outil existant | VFM (AH715) | |
|---|---|---|
| Diamètre outil | Ø12 (6 dents) | Ø12 (6 dents) |
| Vc | 20 m/min | 30 m/min |
| fz | 0,05 mm/dent | 0,10 mm/dent |
| ap | 2 mm | 1 mm |
| Avance | 159 mm/min | 477 mm/min |
| Débit copeaux | 3,82 cm³/min | 5,73 cm³/min (+50 %) |
| Qualité de surface | Identique à la situation précédente | Bonne (surface brillante) |
Adoption validée grâce à une finition brillante — suppression des retouches
VFM a permis d’obtenir une surface brillante dont l’aspect visuel dépasse largement la seule amélioration de rugosité. Les opérations de retouche ont été supprimées et l’adoption de la solution a été validée.
Cas 2 Finition de surface en SUS440C — Adoption après suppression des traces d’usinage
Détails de l’application
- Pièce : Bloc
- Matière : SUS440C
- Machine : Centre d’usinage vertical / BT30
- Opération : Surfaçage de finition
Problématique
- Le surfaçage était réalisé avec la face inférieure d’une fraise carbure monobloc 4 dents.
- Des traces d’usinage visibles affectaient la fiabilité du procédé.
Comparaison des conditions de coupe
| Outil existant | VFM (AH715) | |
|---|---|---|
| Diamètre / dents | Ø12 / 4 dents | Ø12 / 6 dents |
| Vc | 34 m/min (identique) | |
| fz | 0,06 mm/dent (identique) | |
| Avance | 216 mm/min | 325 mm/min (+50 %) |
| Débit copeaux | 2,6 cm³/min | 3,9 cm³/min (+50 %) |
| Pièces par tête | 160 pièces | 240 pièces (+50 %) |
| Qualité de surface | Mauvaise (traces visibles) | Très bonne (traces supprimées) |
Suppression des traces d’usinage + 50 % de productivité + 50 % de durée de vie
Le passage d’une fraise carbure monobloc 4 dents à la conception 6 dents du VFM a permis une augmentation de 50 % de l’avance à dent constante. Les traces d’usinage ont disparu et le nombre de pièces produites par tête a progressé de 50 %. Qualité de surface, productivité et durée de vie ont toutes été améliorées simultanément.
Cas 3 Surfaçage d’acier SS400 — Résolution du problème de rayures après traitement de surface

Détails de l’application
- Pièce : Composant mécanique (surfaçage puis traitement de surface)
- Matière : SS400
- Machine : Centre d’usinage vertical / BT40
- Opération : Surfaçage de finition
Problématique
- Le surfaçage était réalisé avec une fraise carbure monobloc concurrente (Ø10, 4 dents).
- Les rayures de la surface usinée devenaient visibles après traitement de surface.
Comparaison des conditions de coupe
| Outil existant | VFM (AH715) | |
|---|---|---|
| Diamètre / dents | Ø10 / 4 dents | Ø12 / 6 dents |
| Vc | 150 m/min (identique) | |
| fz | 0,06 mm/dent | 0,08 mm/dent |
| Avance | 1 146 mm/min | 1 910 mm/min (+67 %) |
| Débit copeaux | 0,34 cm³/min | 0,57 cm³/min (+67 %) |
| Qualité de surface | Mauvaise (rayures visibles après traitement) | Bonne |
Suppression des rayures après traitement de surface — amélioration de la qualité globale
L’arête Wiper du VFM génère une surface usinée plus homogène qui améliore directement la qualité des opérations en aval telles que le traitement de surface ou le revêtement. La disparition des rayures réduit les risques de retouches et de réclamations qualité.