Guide de Tungaloy sur le Taraudage : Surmonter les Défis Courants et Explorer des Alternatives
Bienvenue dans notre guide détaillé sur le taraudage, une technique largement utilisée pour créer des filetages internes. Bien que le taraudage soit pratique, il peut également présenter des défis, comme la casse et les dommages potentiels de la pièce. Dans cet article, nous allons explorer les causes de la casse des tarauds et les contre-mesures efficaces, et présenter les avantages de l’utilisation des fraises à fileter et des outils de programmation comme alternatives au taraudage traditionnel.
Table des Matières
-
Avez-vous souvent des problèmes de casse de taraud ?
-
Quelles sont les causes de la casse des tarauds ? Comparaison avec les fraises à fileter
-
Fraises à fileter avec arêtes frontales qui éliminent le besoin de trous pilotes !
-
Sélection des outils et programmation pour les fraises à fileter !
-
Conclusion
Avez-vous souvent des problèmes de casse de taraud ?
Dans les opérations de filetage, les tarauds sont couramment utilisés. Cependant, ils sont sujets à la casse sous de fortes charges, ce qui constitue un inconvénient majeur. Lorsqu’un taraud se casse pendant l’usinage, il peut être extrêmement difficile de le retirer, ce qui pose un risque de dommage pour la pièce. Même avec des matériaux coûteux, cela augmente le risque de produire des produits défectueux. 
Quelles sont les causes de la casse des tarauds ? Comparaison avec les fraises à fileter
Il existe plusieurs causes principales de casse des tarauds :
- Encrassement par les copeaux : Les tarauds coupent en continu, produisant une grande quantité de copeaux qui peuvent obstruer l’outil.
- Matériaux durs comme l’acier trempé : Dans les matériaux durs, la charge sur le taraud augmente, entraînant la casse de l’outil.
- Tarauds étroits : Les tarauds de petit diamètre sont particulièrement sujets à la casse sous de fortes charges.
Le tableau ci-dessous compare les tarauds et les fraises à fileter pour les mêmes opérations de filetage. Les fraises à fileter, qui coupent de manière intermittente plutôt que continue, ont l’avantage d’être moins sujettes à la casse.
| Taraud | Fraise à fileter | |
|---|---|---|
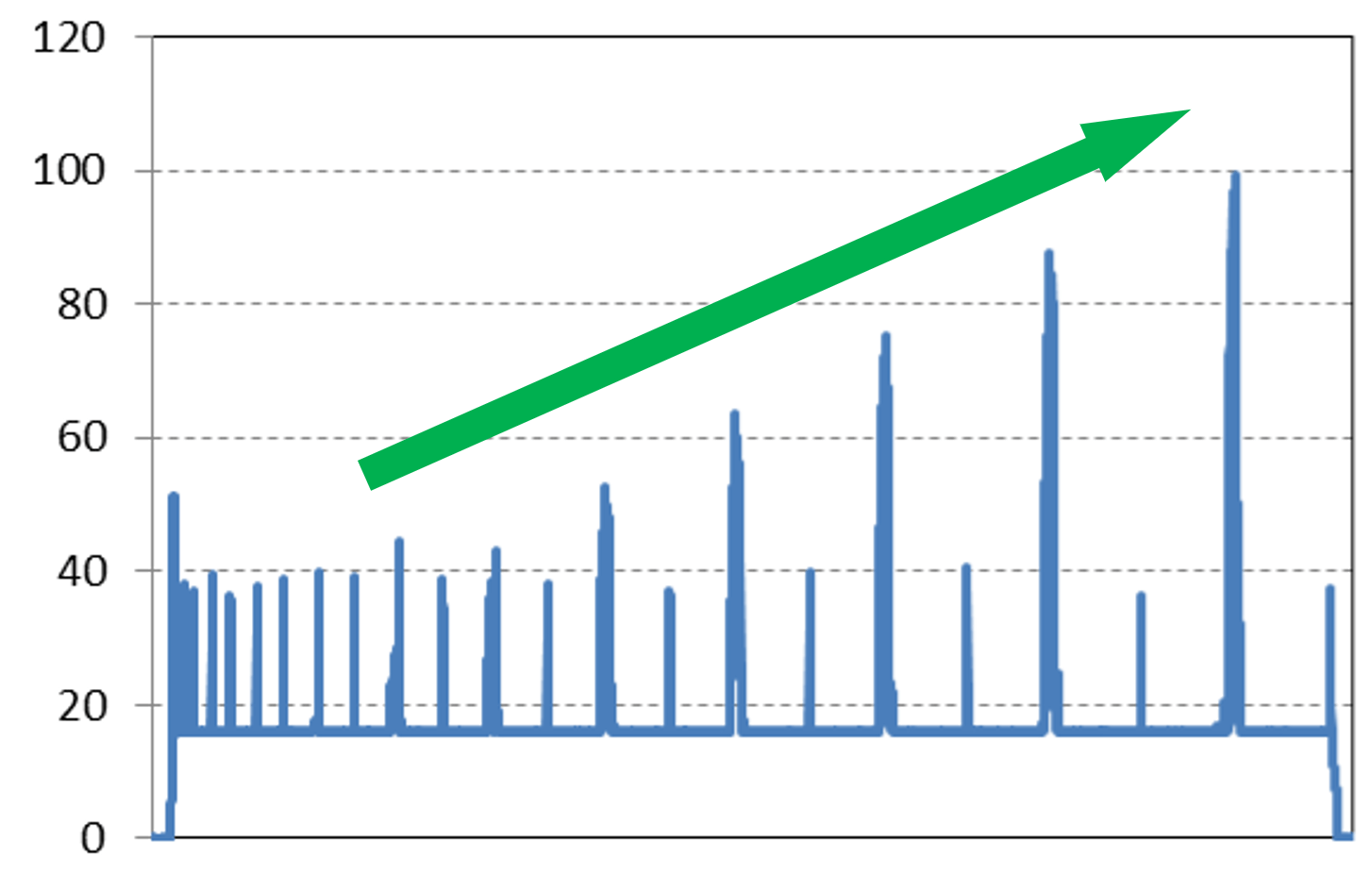
| Charge de coupe |
Courant de broche (A)
Profondeur de filetage
Vc : 10 m/min, Intervalle de pas : 2 mm Résistance de coupe élevée, augmentant avec la profondeur → Risque de casse de l’outil et de rebut de la pièce → Déformation du filetage dans les zones à paroi mince |
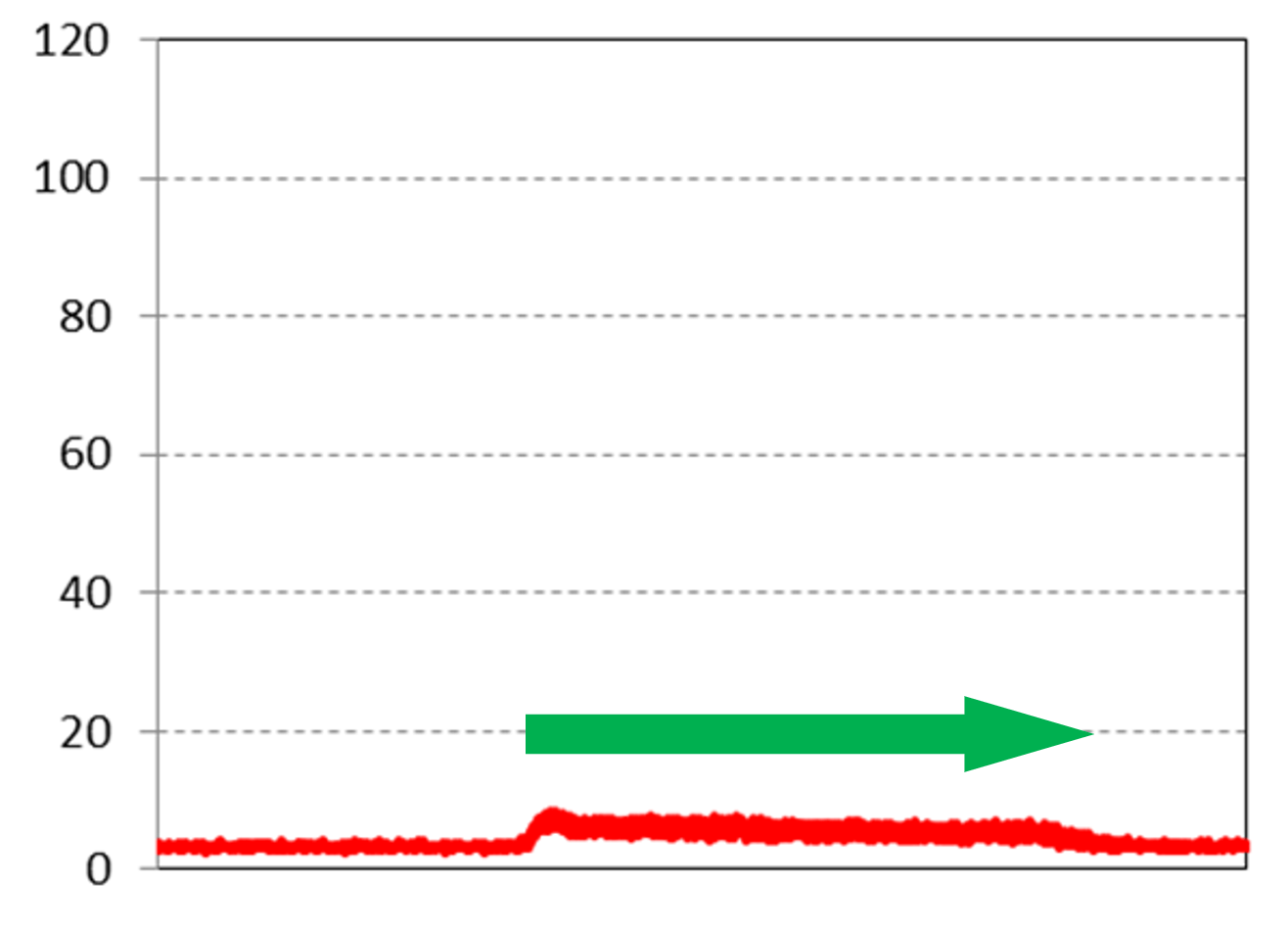
Courant de broche (A)
Profondeur de filetage
Vc : 95 m/min, fz : 0,02 mm/z Résistance de coupe faible, stable → Moins de risque de casse de l’outil → Précision de la forme du filetage même dans les zones à paroi mince Machine utilisée : BT30, Spéc. filetage : Rc1/4 |
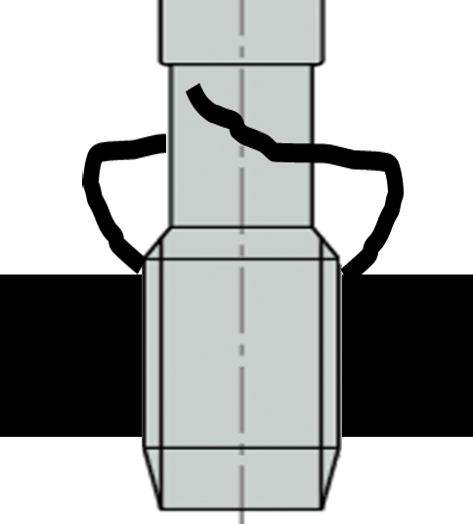
| Copeaux | La coupe continue allonge les copeaux
→ Les copeaux peuvent s’enchevêtrer autour de l’outil, nécessitant un retrait → Risque de casse soudaine due aux copeaux coincés
|
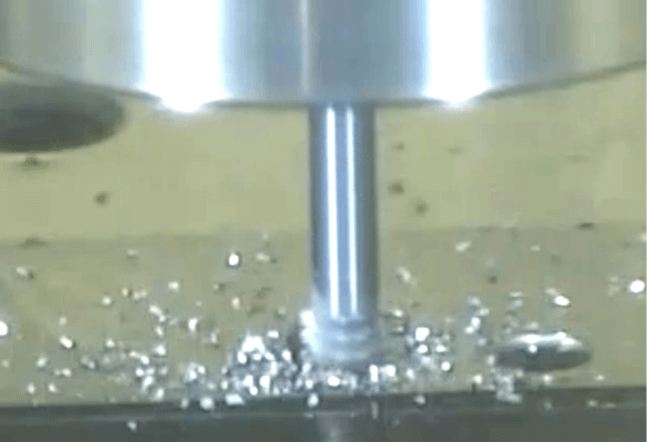
La coupe intermittente casse finement les copeaux
→ Évite les arrêts imprévus dus aux opérations irrégulières → Assure la sécurité lors des opérations sans surveillance
|
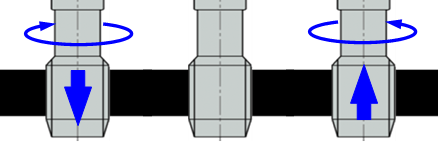
| Différence de méthode d’usinage | Utilise le cycle fixe de la machine.
L’outil ne se déplace que de haut en bas
|
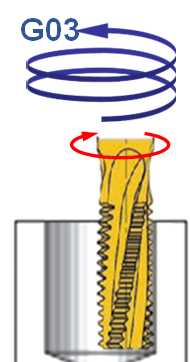
Utilise la fonction d’interpolation hélicoïdale de la machine.
Se déplace en arc d’interpolation G02, G03, tout en avançant en profondeur sur l’axe Z. → Création de programme légèrement plus complexe
|
| Retrait de l’outil cassé | Un foret est requis pour le retrait. Des dommages à la pièce peuvent survenir. |
En cas de casse, seuls les fragments doivent être retirés. Reprise possible. |
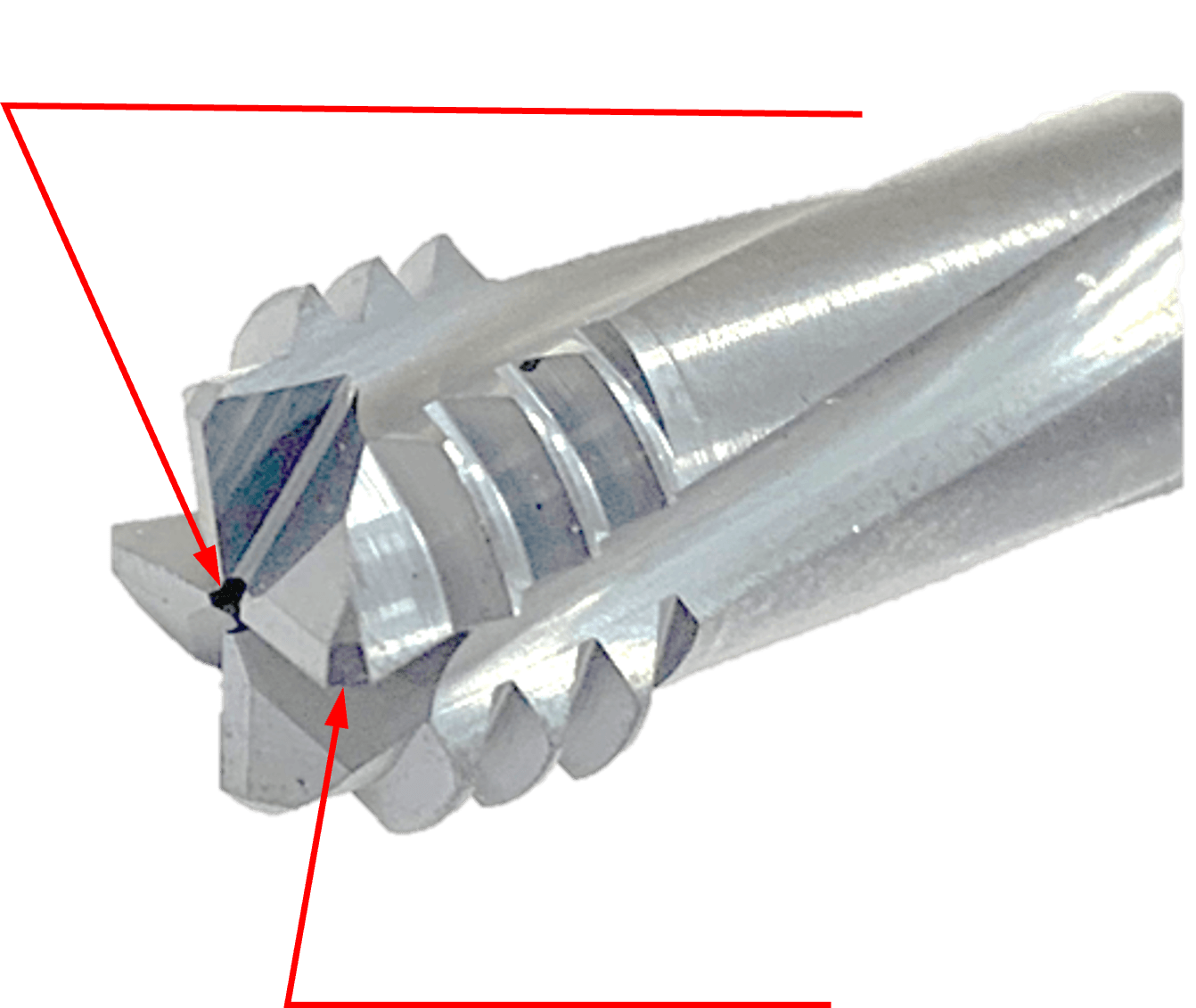
Fraise à fileter avec arête frontale capable de fileter sans trou pilote !
Nous présentons un outil parmi les fraises à fileter qui peut améliorer significativement la productivité.
Cette fraise à fileter avec arête inférieure, que nous vous présentons aujourd’hui, est un outil pratique qui combine perçage, filetage et chanfreinage sans nécessiter de trou pilote !
| Taraud | MTECD avec arête frontale | |
|---|---|---|
 |
Sortie de fluide de coupe
(Pour pas inférieur à 1 mm,
lubrification externe uniquement)
Arête de coupe de chanfrein
|
|
| Méthode d’usinage |
Outil de perçage
Chanfreinage
Taraud
Trois types d’outils et de processus sont nécessaires : perçage, chanfreinage et taraudage. |
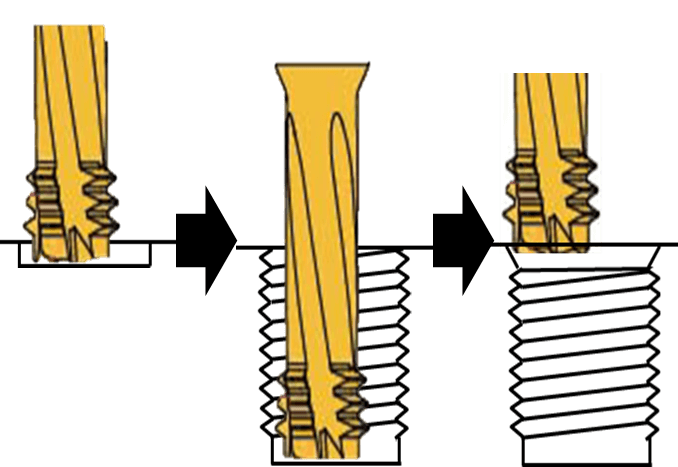
Perçage et filetage simultanés
Processus de chanfreinage
(Début)
(Fin)
Perçage et filetage peuvent être réalisés avec un seul outil. |
| Trou Pilote | Requis | Aucun trou pilote nécessaire |