

Plaquettes avec un angle de pointe à 25° pour plus de possibilités |
 |
La gamme de plaquettes Y-Pro permet d’accroitre les possibilités d’usinage en copiage, piquage d’angle et usinage de gorges en V.

Applications & Fonctionnalités
Applications


Fonctionnalités
1. Plaquettes avec un angle de coupe de 25° pour élargir les possibilités d’usinage



2. Convient à une large gamme d’applications d’usinage

Profilage sphérique

Profilage de face
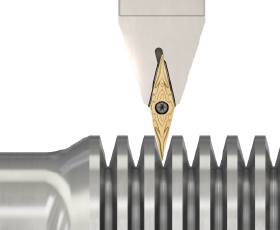
Rainurage en “V”

Sous-cotation externe
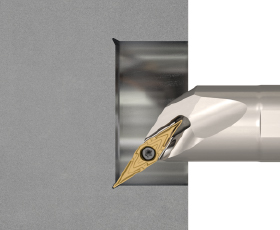
Dégagement interne et profilage
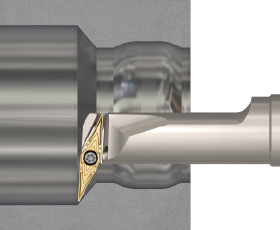
Profilage interne
Plaquettes & Nuances
Plaquettes
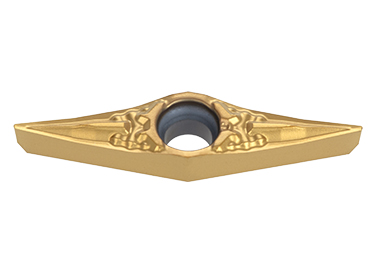
YCGT
- Positive relief angle, G class, 25 deg corner angle insert
YWMT
- Positive relief angle, M class, 25 deg corner angle insert
YCGT
- Positive relief angle, G class, 25 deg corner angle insert
Nuances principales
SH7025
![]()
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
T9215
![]()
![]()
![]()
- Bien équilibre entre résistance à l’usure et à l’écaillage
- Premier choix pour les aciers
- Grande polyvalence pour une large gamme d’applications
T9225
![]()
![]()
- Premier choix pour l’ébauche à la coupe moyenne
- Haute résistance à la rupture
T9235
![]()
- Haute résistance à la rupture dans les coupes interrompues lourdes
T6215
![]()
![]()
- Démontre une excellente résistance à l’usure pour les coupes continues à grande vitesse des aciers inoxydables
AH6225
![]()
![]()
- Premier choix pour les aciers inoxydables
- Excellente polyvalence pour l’usinage des aciers inoxydables, démontre une bonne combinaison de résistance à l’usure et à la rupture
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Bel équilibre entre résistance à l’usure et à la rupture
- Premier choix pour l’usinage des alliages résistants à la chaleur dans des conditions de coupe générales
NS9530
![]()
![]()
- Haute résistance à la rupture
- Convient pour la finition à la coupe moyenne des aciers
GT9530
![]()
![]()
- Haute résistance à l’usure
- Excellente qualité de surface en finition
Porte-outils
Tournage externe

Séries de porte-outils Y-Pro
Angle de coupe de 25° pour le profilage
Tournage interne

Séries de porte-outils Y-Pro
Angle de coupe de 25° pour le profilage
Exemples pratiques
Exemple #1
| Partie: | Fitting |
| Matériau: | SUS304 / X5CrNi18-10 |
| Porte-outil: | JSYJ2CR1212X10 |
| Plaquette: | YCGT100202MF-JS |
| Nuance: | SH7025 |
| Conditions de coupe: | Vc = 85 m/min f = 0.03 mm/rev ap = 0.075 mm Application: Tournage Extérieur Liquide de refroidissement: avec |

Traditionally, machining the thread-end taper requires a dedicated inser t shape. YCGT performs this operation while delivering 1.75 times longer tool life.
Exemple #2
| Partie: | Shaft |
| Matériau: | S45C / C45 |
| Porte-outil: | QC12-JSYJ2CR10-CHP |
| Plaquette: | YCGT100202MF-JS |
| Nuance: | SH7025 |
| Conditions de coupe: | Vc = 70 m/min f = 0.02 mm/rev ap = 0.3 mm Application: Tournage Extérieur Liquide de refroidissement: avec |

Conventionally, two different tools were required for external turning and profiling.
YCGT integrates both functions into a single tool.
Exemple #3
| Partie: | Pulley |
| Matériau: | SCM415 |
| Porte-outil: | AVVNN2525M16-A |
| Plaquette: | YNMG160404-ZM |
| Nuance: | GT9530 |
| Conditions de coupe: | Vc = 250 m/min f = 0.5 mm/rev ap = 0.1 – 0.2 mm Application: Tournage Extérieur Liquide de refroidissement: avec |

Chip control was drastically inproved against conventional grooving tool. 1.25 times longer tool life achieved.
Exemple #4
| Partie: | Automotive part |
| Matériau: | SACM645 |
| Porte-outil: | A16Q-SYUBR11-D200 |
| Plaquette: | YWMT11T204-ZF |
| Nuance: | T9215 |
| Conditions de coupe: | Vc = 100 m/min f = 0.5 mm/rev ap = 0.2 mm Application: Tournage interne Liquide de refroidissement: avec |

Chip control and surface finish are improved drastically when internal turning.
Conditions de coupe recommandées
For positive insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 – 0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.05 – 0.25 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.5 – 2 | 0.05 – 0.3 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.5 – 2 | 0.05 – 0.3 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 -0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing to medium |
ZF | T6215 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.05 – 0.25 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| ZM | T6215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 0.5 – 2 | 0.05 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing to medium |
ZF | T9215 | 0.2 – 1.5 | 0.05 -0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| ZM | T9215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | ||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing to medium |
ZF | AH8015 | 0.2 – 1.5 | 0.05 -0.25 | 20 – 80 | 20 – 80 | 20 – 80 | |
| ZM | AH8015 | 0.5 – 2 | 0.05 -0.3 | 20 – 80 | 20 – 80 | 20 – 80 | ||
For negative insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.03 – 0.2 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.7 – 2 | 0.15 – 0.4 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.7 – 2 | 0.15 – 0.4 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Finishing | ZF | T6215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.03 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Finishing to medium |
ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing | ZF | T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Finishing to medium |
ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing | ZF | AH8015 | 0.2 – 1.5 | 0.03 – 0.2 | 20 – 80 | 20 – 80 | 20 – 80 | |
| Finishing to medium | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 80 | 20 – 80 | 20 – 80 | |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils