

Barre d’alésage en carbure monobloc pour le tournage de petits diamètres |
 |
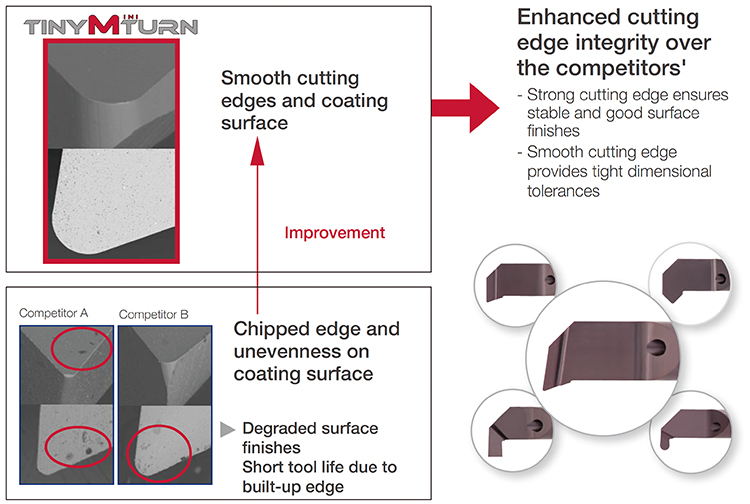
L’arête de coupe extra-fine offre un usinage de haute précision pour une large gamme d’applications internes.


Applications & Fonctionnalités
Applications


Fonctionnalités
1. Arête de coupe solide
Géométrie de surface et de revêtement optimisées.
2. Gamme améliorée pour une variété d’opérations de tournage de trous de petits diamètres
Gamme complète de 146 références de barres d’alésage carbure monobloc – Diamètre minimum d’alésage : Dm = 0,6 mm
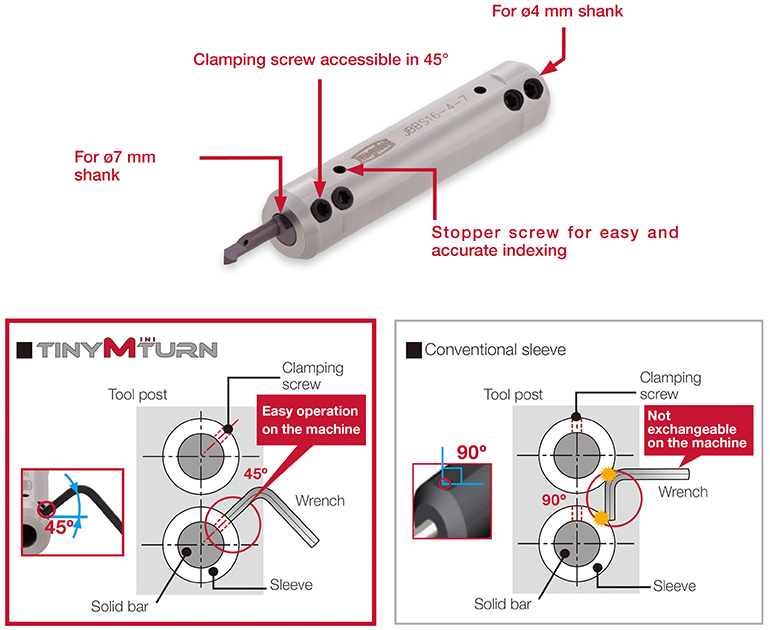
3. Manchons de mandrin à pince de haute précision
Les manchons fonctionnels TinyMiniTurn assurent la stabilité lors de l’alésage de trous de petit diamètre.
Barres d'alésage et nuances en carbure monobloc
Barres d’alésage en carbure monobloc
Tournage interne

TinyMini-Turn pour le tournage intérieur
- Barres d’alésage en carbure monobloc
Rainurage interne

TinyMini-Turn pour gorges intérieures
- Barres d’alésage en carbure monobloc
Filetage interne

TinyMini-Turn pour filetage interne
- Barres d’alésage en carbure monobloc
Nuances
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Haute résistance à l’usure
- Conçu pour l’usinage des aciers et de l’inox
BX310
![]()
- H01 – H10
- High wear resistance
- Designed for high-speed continuous cutting of hardened steel
Plaquettes & Nuances
Plaquettes
Nuances principales
SH7025
![]()
![]()
- P20 – P30 / M20 – M30
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Haute résistance à l’usure
- Conçu pour l’usinage des aciers et de l’inox
GH110
![]()
![]()
![]()
![]()
![]()
- P10 – P20 / M10 – M20 / K10 – K25 / N05 – N15 / S10 – S20
- High wear resistance
J740
- Ultra-fi ne-grain cemented carbide coated with TiN-based compoundF
GT9530
![]()
![]()
- High wear resistance
- Excellent surface quality in finishing
NS9530
![]()
![]()
- High fracture resistance
- Suitable for finishing to medium cutting of steel
TH10
![]()
![]()
![]()
![]()
- P10 / M10 / K10 / N10
- Uncoated Cemented Carbide
BX310
![]()
- H01 – H10
- High wear resistance
- Designed for high-speed continuous cutting of hardened steel
BX470
![]()
- Excellent sharpness
- Suitable for ferrous sintered metal
Porte-outils indexables
Tournage interne

TinyMini-Turn pour tournage interne
- Barres d’alésage en carbure monobloc
Sleeves

Exemples pratiques
Conditions de coupe recommandées
Al sage, copiage, chanfreinage, usinage en tirant
| ISO | Matériau usiné | Nuance | Vitesse de coupe Vc (m/min) |
Avance f (mm/rev) |
|---|---|---|---|---|
 |
Aciers bas carbone S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 |
| Aciers au carbone, aciers alli s S55C, SCM440, etc. C55, 42CrMo4 etc. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
| Aciers prétraités NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
 |
Aciers inoxydables SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc.. |
SH725 | 40 – 140 | 0.01 – 0.08 |
 |
Fontes grises FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Fontes ductiles FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Alliages d’aluminium, alliages de cuivre Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.08 |
 |
Alliages de titane Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Superalliages Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Hardened steel | BX310 | 15 – 100 | 0.01 – 0.1 * |
* Set the D.O.C. and feed according to the tool’s corner radius (RE).
Filetage (filetage métrique)
| ISO | Matériau usiné | Nuance | Vitesse de coupe Vc (m/min) |
Nombre de passes Pas (mm) |
||||
|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | ||||
|
Aciers bas carbone S15C, S25C, etc. C15E, C15E4, etc.. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 |
| Aciers au carbone, aciers alliés S55C, SCM440, etc. C55, 42CrMo4 etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| Aciers pr traités NAK80, PX5, etc. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
|
Aciers inoxydables SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 |
|
Fontes grises FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 |
| Fontes ductiles FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
|
Alliages d’aluminium, alliages de cuivre Si < 12% |
SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 |
Gorges intérieures
| ISO | Matériau usiné | Nuance | Vitesse de coupe Vc (m/min) |
Avance f (mm/rev) |
|---|---|---|---|---|
|
Aciers bas carbone S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 |
| Aciers au carbone, aciers alli s S55C, SCM440, etc. C55, 42CrMo4 etc. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
| Aciers prétraités NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
|
Aciers inoxydables SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc.. |
SH725 | 40 – 140 | 0.01 – 0.03 |
|
Fontes grises FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Fontes ductiles FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 | |
|
Alliages d’aluminium, alliages de cuivre Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.03 |
|
Alliages de titane Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Superalliages Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
Gorges frontales
| ISO | Matériau usiné | Nuance | Vitesse de coupe Vc (m/min) |
Avance f (mm/rev) |
|---|---|---|---|---|
|
Aciers bas carbone S15C, S25C, etc. C15E, C15E4, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 |
| Aciers au carbone, aciers alliésS55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
| Aciers pr traités NAK80, PX5, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
|
Aciers inoxydables SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH725 | 40 – 140 | 0.01 – 0.05 |
|
Fontes grises FC250, FCD300, etc. GG25, 250, GG30, 300, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Fontes grises FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 | |
|
Alliages d’aluminium, alliages de cuivre Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.05 |
|
Alliages de titane Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Superalliages Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
Nouvelles barres d'alésage à plaquette (plaquette EPG*04 / EPG*03)
| ISO | Matériau usiné | Nuance | Vitesse de coupeVc (m/min) |
|---|---|---|---|
|
Aciers bas carbone S15C, S25C, etc. C15E, C15E4, etc. Aciers au carbone S45C, S55C, etc. C45, C55, etc. Aciers alliés SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
| J740 | 10 – 100 | ||
| NS9530 | 150 – 300 | ||
| GT9530 | 150 – 300 | ||
|
Aciers inoxydables SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
|
Fontes grises FC250, GG25, 250, etc. |
TH10 | 30 – 100 |
|
Alliages d’aluminium Si < 12% |
TH10 | > 100 |
| DX140 | > 500 | ||
| Alliages d’aluminium Si > 12% |
TH10 | > 100 | |
| DX140 | > 400 | ||
| Cuivre, laiton | TH10 | > 100 | |
| DX140 | > 500 | ||
|
Aciers trempés | BX310 | 30 – 150 |
| Poudre métal | Poudres métalliques frittées | BX470 | 100 – 300 |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils