

Plaquette réversible positive économique |
 |
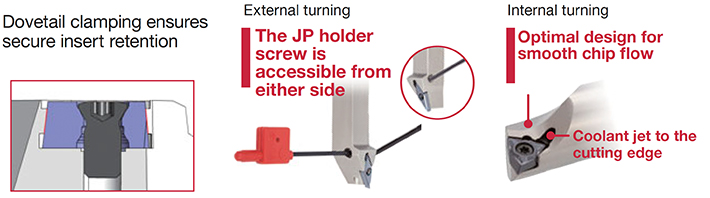
Une géométrie et une interface de siège innovantes garantissent une stabilité et des performances élevées


Applications & Fonctionnalités
Applications


Fonctionnalités
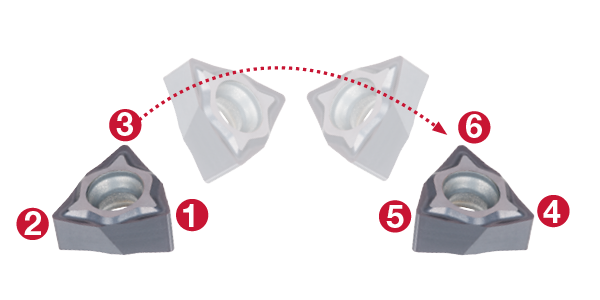
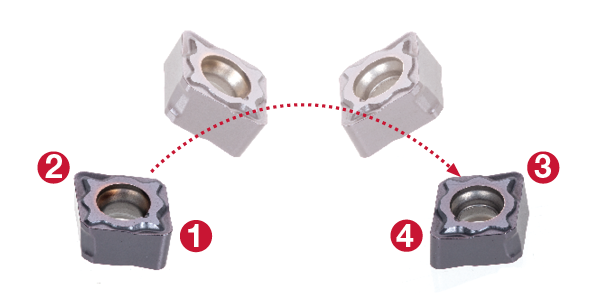
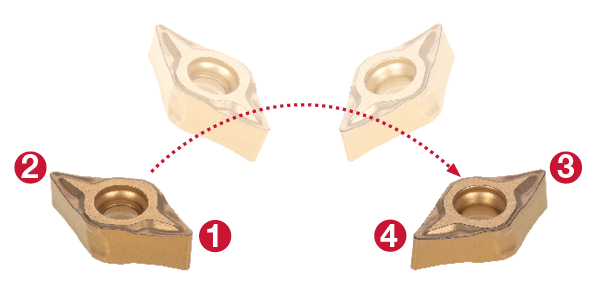
1. Plaquette positive réversible économique
WXGU
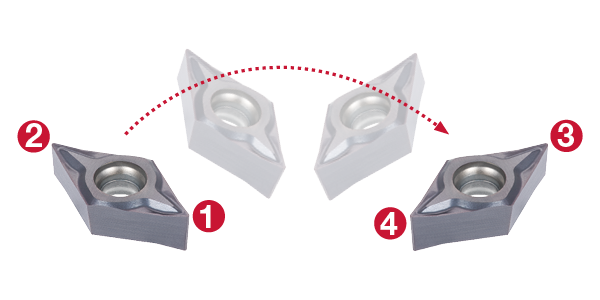
DXGU
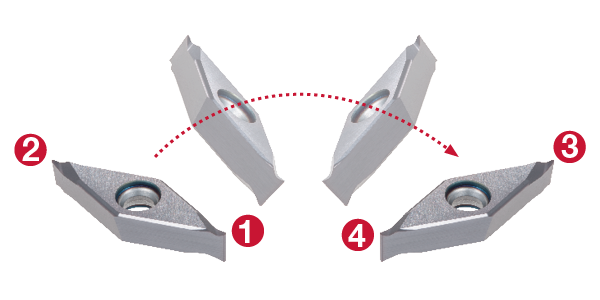
VXGU
CXMU
DXMU
2. Porte-outils
3. Brise-copeaux à coupe légère
- Brise-copeaux JS – caractéristiques et avantages
- Fournit un excellent contrôle des copeaux dans une large gamme d’applications
- Un grand angle d’inclinaison de l’arête de coupe assure une coupe libre
- Excellente intégrité du bord de coupe pour une finition de surface lisse
- Remarque : en raison du profil du brise-copeaux, l’angle maximal pour le tournage frontal ou intérieur est de 1 mm.

Plaquettes & Nuances
Plaquettes
WX-U inserts
- 6 arêtes de coupe positives
DX-U Inserts
- 4 arêtes de coupe positives

VX-U Inserts
- 4 arêtes de coupe positives
Nuances principales
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Haute résistance à l’usure
- Conçu pour l’usinage des aciers et des aciers inoxydables
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Bel équilibre entre la résistance à l’usure et à l’écaillage
- Convient à l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
GT9530
![]()
![]()
- Haute résistance à l’usure
- Excellente qualité de surface en finition
Porte-outils



Exemples pratiques
Exemple #1
Industrie miniature / électronique
| Partie: | Arbre |
| Matériau: | SUS316 / X5CrNiMo17-12-3 |
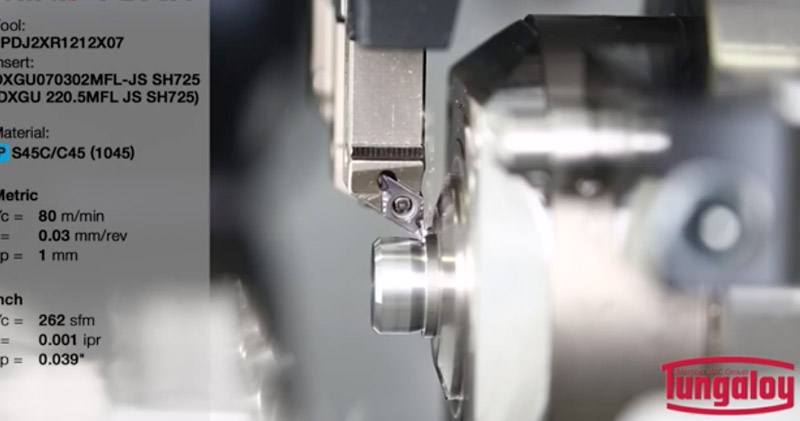
| Porte-outil: | JSDJ2XR1212X07 |
| Plaquette: | DXGU070301MFL-JS |
| Nuance: | SH725 |
| Conditions de coupe: | Vc = 61 (m/min) f = 0.02 (mm/rev) ap = 0.12 (mm) Application: tournage externe Liquide de refroidissement : avec |

Exemple #2
Industrie miniature / électronique
| Partie: | Arbre |
| Matériau: | S45C /C45 |
| Porte-outil: | JSWL2XR1212X04 |
| Plaquette: | WXGU040302L-TS |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 66 – 80 (m/min) f = 0.15 (mm/rev) ap = 0.6 (mm) Application: tournage externe Liquide de refroidissement : avec |

Exemple #3
Ingénierie générale
| Partie: | Arbre |
| Matériau: | Aciers alliés |
| Porte-outil: | JSDJ2XR1212X07 |
| Plaquette: | DXGU070301ML-JSS |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 66 – 80 (m/min) f = 0.15 (mm/rev) ap = 0.6 (mm) Application: tournage externe Liquide de refroidissement : avec |

Conditions de coupe recommandées
For external turning
| Applications | ISO | Workpiece material | Priority | Chip- breaker |
Grade | Cutting speedspeed Vc (m/min) |
Depth of cut ap (mm) |
FeedFeed f (mm/rev) |
|---|---|---|---|---|---|---|---|---|
| For swiss type automatic lathes | Low carbon steel SS400, etc. E275A, etc.SS400, etc. E275A, etc. Carbon steel S45C, etc. C45, etc.Carbon steel S45C, etc. C45, etc. Low alloy steel SCM415, etc. 18CrMo4, etc.Low alloy steel SCM415, etc. 18CrMo4, etc. Alloy steel SCM440, etc. 42CrMo4, etc. |
First choice | JS | SH725 | 50 – 180 | 0.1 – 3 | 0.03 – 0.1 | |
| With high sharpness | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| Stainless steel (Austenitic) SUS304, etc. X5CrNi18-9, etc.SUS304, etc. X5CrNi18-9, etc. Stainless steel (Martensitic and ferritic) SUS430, etc. X6Cr17, etc.Stainless steel (Martensitic and ferritic) SUS430, etc. X6Cr17, etc. Stainless steel (Precipitation hardened)SUS630, etc. X5CrNiCuNb16-4, etc. |
First choice | JS | SH725 | 50 – 180 | 0.1 – 1.25 | 0.03 – 0.1 | ||
| With high sharpness | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| For small size CNC lathes | Low carbon steel SS400, etc. E275A, etc.SS400, etc. E275A, etc. Carbon steel S45C, etc. C45, etc.Carbon steel S45C, etc. C45, etc. Low alloy steel SCM415, etc. 18CrMo4, etc.Low alloy steel SCM415, etc. 18CrMo4, etc. Alloy steel SCM440, etc. 42CrMo4, etc. |
First choice | SS | AH725 | 50 – 180 | 0.15 – 1.5 | 0.05 – 0.2 | |
| TS | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||||
| For improved surface finish | SS | NS9530 | 50 – 200 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | NS9530 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||||
| For wear resistance | SS | GT9530 | 50 – 250 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | GT9530 | 50 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Stainless steel (Austenitic) SUS304, etc. X5CrNi18-9, etc.SUS304, etc. X5CrNi18-9, etc. Stainless steel (Martensitic and ferritic)SUS430, etc. X6Cr17, etc.Stainless steel (Martensitic and ferritic)SUS430, etc. X6Cr17, etc. Stainless steel (Precipitation hardened)SUS630, etc. X5CrNiCuNb16-4, etc. |
First choice | SS | AH725 | 50 – 150 | 0.15 – 1.5 | 0.05 – 0.2 | ||
| For impact resistance | TS | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 |
Pour le tournage interne
| ISO | Workpiece material | Nuance | Vitesse de coupe Vc (m/min) |
Profondeur de coupe ap (mm) |
Avance f (mm/rev) |
|
|---|---|---|---|---|---|---|
| Premier choix | Second choix | |||||
| Aciers bas carbone / aciers faiblement alliés | T9215 | – | 120 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Aciers carbone / aciers alliés | T9215 | – | 80 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Aciers inoxydables (austénitique) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Aciers inoxydables (martensitique et ferritique) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Aciers inoxydables (durci par précipitation) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Fontes grises | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Fontes ductiles | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Alliages alluminium | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Alliages de cuivre | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Alliages titane | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Alliages base nickel | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Aciers trempés | BXA20 | – | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | |
| – | BXA10 | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | ||
CBN-tipped DXGQ/U inserts
| ISO | Grade | Workpiece condition | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
| BXA10 | Continuous | 100 – 230 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Light interrupted | 100 – 230 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BXA20 | Continuous | 60 – 180 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Interrupted | 60 – 180 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BR35F | Heavy interrupted | 50 – 150 | 0.05 – 0.3 | 0.05 – 0.2 |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport sur le produit :
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils