

Rentabilité : une performance de coupe identique, mais plus petite |
 |
ISO-EcoTurn : des plaquettes de petite taille, pour un avantage économique



GNMG/FNMG
Applications & Fonctionnalités
Applications


Fonctionnalités
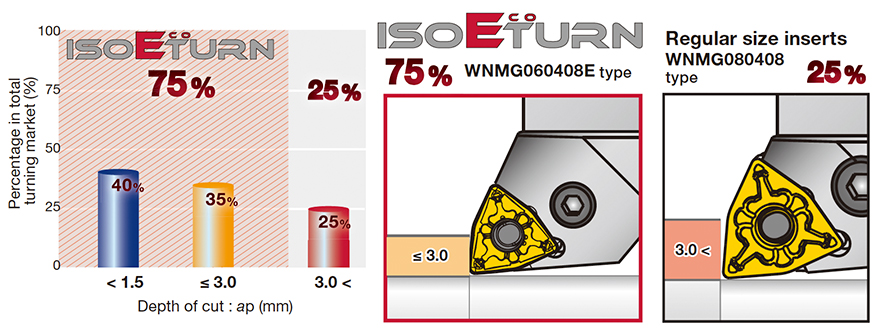
1. Plus de 75%* du marché du tournage n’utilise qu’une profondeur de coupe inférieure ou égale à 3 mm
* Basé sur l’étude de marché de Tungaloy
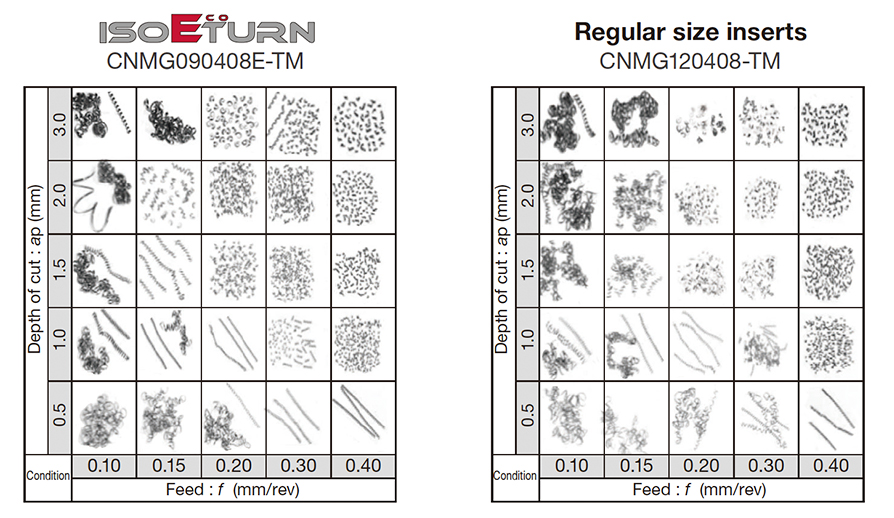
2. Contrôle des copeaux
Les plaquettes ISO-EcoTurn intègrent une géométrie de brise-copeaux identique à celle des plaquettes de taille normale, ce qui permet un enlèvement de copeaux identique à une profondeur de coupe allant jusqu’à 3 mm.
Pièce à usiner: S45C / C45
Vitesse de coupe: Vc = 200 m/min
Liquide de refroidissement: avec
3. Des performances sans compromis pour les plaquettes
Comparaison entre les plaquettes ISO-EcoTurn et les plaquettes de taille normale
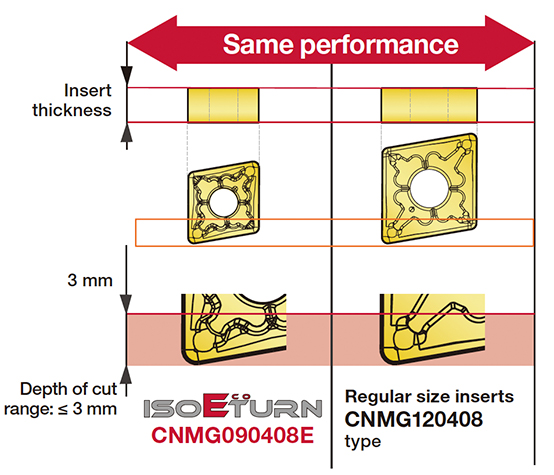
Les plaquettes ISO-EcoTurn présentent la même épaisseur et la même géométrie de brise-copeaux que les plaquettes de taille normale de Tungaloy
Ces propriétés assurent des performances de coupe égales à celles des plaquettes de aille normale, y compris le contrôle des copeaux à une profondeur de coupe allant jusqu’à 3 mm
Plaquettes & Nuances
Plaquettes





Nuances principales
T9215
![]()
![]()
![]()
- P10 – P20
- First choice for steel
AH6225
![]()
- M20 – M30
- A fi rst-choice for stainless steel
NS9530
![]()
![]()
- Suitable for finishing to medium cutting of steel
T9205
![]()
![]()
![]()
- P05
- Good wear resistance
AH8015
- S10 – S20 / M10- M20
- Strong resistance to wear and built up edge
GT9530
![]()
![]()
- Provides stable tool life and excellent surface finish for finish machining of steel at high cutting speeds
T9225
![]()
![]()
![]()
- P20 – P30
- Grade with a good balance of wear resistance and fracture toughness
T515
![]()
- K10 – K20
- Good wear resistance even in high speed machining
Porte-outils


Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Partie machine |
| Matériau: | SCM415 |
| Porte-outil: | AWLNR2525M0604-A |
| Plaquette: | WNMG060408E-TM |
| Nuance: | T9215 |
| Conditions de coupe: | Vc = 240 (m/min) f = 0.1 – 0.25 (mm/rev) ap = 1 (mm) Application: tournage de la face externe Liquide de refroidissement : avec |

Exemple #2
Industrie automobile
| Partie: | Arbre |
| Matériau: | S45C / C45 |
| Porte-outil: | ADJNR2525M1104-A |
| Plaquette: | DNMG110408E-TSF |
| Nuance: | T9215 |
| Conditions de coupe: | Vc = 260 (m/min) f = 0.2 (mm/rev) ap = 1 (mm) Application: tournage externe Liquide de refroidissement : avec |

Conditions de coupe recommandées
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) | Feed f (mm/rev) | Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steel, alloy steel | Medium carbon steel, alloy steel | High carbon steel, alloy steel | ||||||
| Precision finishing | TF | T9215 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TF | T9225 | 0.1 – 0.5 | 0.03 – 0.15 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TF | NS9530 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing | TSF | NS9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | |
| TSF | GT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | AT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TSF | T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | T9215 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PS | T9225 | 0.3 – 1.5 | 0.1 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | NS9530 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | T9215 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TS | T9225 | 0.5 – 2.5 | 0.1 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TS | NS9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | GT9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| Finishing for mild steel | ZF | T9215 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZF | T9225 | 0.2 – 1.5 | 0.07 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| ZF | NS9530 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Medium cutting for mild steel | ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZM | T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| Finishing to Medium cutting | NM | T9225 | 0.5 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |
| Finishing (Wiper) | FW | T9205 | 0.5 – 1.5 | 0.2 – 0.4 | 180 – 400 | 180 – 400 | 150 – 350 | |
| FW | T9215 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| FW | T9225 | 0.5 – 1.5 | 0.2 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| FW | NS9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| FW | GT9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| Medium cutting (Wiper) | SW | T9205 | 0.5 – 2 | 0.3 – 0.6 | 180 – 400 | 180 – 400 | 150 – 350 | |
| SW | T9215 | 0.5 – 2 | 0.3 – 0.6 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| SW | T9225 | 0.5 – 2 | 0.3 – 0.6 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| Medium cutting | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TM | T9225 | 1 – 3 | 0.2 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PM | T9215 | 0.5 – 3 | 0.15 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PM | T9225 | 0.5 – 3 | 0.15 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| Medium cutting | SM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| SM | T6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| SM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Finishing | SS | AH6225 | 0.5 – 3 | 0.08 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |
| SS | AH6235 | 0.5 – 3 | 0.08 – 0.2 | 50 – 150 | 70 – 170 | – | ||
| Precision finishing | TF | T6215 | 0.1 – 0.5 | 0.03 – 0.15 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TF | AH6225 | 0.1 – 0.5 | 0.03 – 0.15 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Finishing | TSF | T6215 | 0.2 – 1.5 | 0.08 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TSF | AH6225 | 0.2 – 1.5 | 0.08 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PS | T6215 | 0.3 – 1.5 | 0.1 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PS | AH6225 | 0.3 – 1.5 | 0.1 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TS | T6215 | 0.5 – 2.5 | 0.1 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TS | AH6225 | 0.5 – 2.5 | 0.1 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| ZF | T6215 | 0.2 – 1.5 | 0.07 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| ZF | AH6225 | 0.2 – 1.5 | 0.07 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Medium cutting | ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| ZM | AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PM | T6215 | 0.5 – 3 | 0.15 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PM | AH6225 | 0.5 – 3 | 0.15 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| Grey cast iron | Ductile cast iron | |||||||
| Medium cutting | TM | T515 | 1 – 3 | 0.2 – 0.5 | 150 – 700 | 150 – 300 | ||
| Flat-top | T515 | 0.05 – 2 | 0.2 – 0.6 | 150 – 700 | 150 – 300 | |||
| Titanium alloy | Ni-base alloy | |||||||
| Precision finishing | TF | AH8015 | 0.1 – 0.5 | 0.03 – 0.15 | 20 – 150 | 20 – 100 | ||
| Finishing | TSF | AH8015 | 0.2 – 1.5 | 0.08 – 0.4 | 20 – 150 | 20 – 100 | ||
| PS | AH8015 | 0.3 – 1.5 | 0.1 – 0.4 | 20 – 150 | 20 – 100 | |||
| TS | AH8015 | 0.5 – 2.5 | 0.1 – 0.3 | 20 – 150 | 20 – 100 | |||
| ZF | AH8015 | 0.2 – 1.5 | 0.07 – 0.2 | 20 – 150 | 20 – 100 | |||
| Medium cutting | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 150 | 20 – 100 | ||
| TM | AH8015 | 1 – 3 | 0.2 – 0.5 | 20 – 150 | 20 – 100 | |||
| PM | AH8015 | 0.5 – 3 | 0.15 – 0.5 | 20 – 150 | 20 – 100 | |||
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport sur le produit :
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.