

Fraise à surfacer à grande vitesse pour la finition de l’aluminium
| TPYD | EPYD |
 |
|
Fraise PCD à très haute densité avec une conception innovante de la pince d’insertion pour un réglage rapide et facile des plaquettes


Applications & Fonctionnalités
Applications

Fonctionnalités
Fraise à très haute densité pour une finition efficace de l’aluminium
• Nombre extrêmement élevé d’arêtes de coupe en PCD

• Blocage de sécurité de la plaquette contre la force centrifuge pour le fraisage à grande vitesse
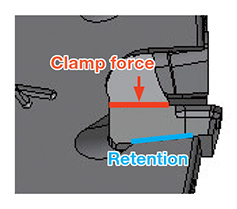
Système CamAdjust
• Mécanisme innovant de réglage axial de la plaquette
Plaquettes & Nuances
Plaquettes

YDEN0603PDF/SR-D
- Profondeur de coupe maximale : 4.5 mm
- Plaquette standard avec ébavureur intégré
YDEN0603PDFR-BD/WD
- BD: plaquette d’ébavurage, WD : plaquette Wiper pour la finition de surface
- Utilisation avec des plaquettes standards
YDEN0603PDCR-LD
- Long edged insert
- Maximum depth of cut: 9.5mm

Nuances
DX110
![]()
- Excellente netteté pour une qualité de surface élevée
- Convient pour la finition de métaux non ferreux et non métalliques
Corps d'outils


Exemples pratiques
Exemple #1
Industrie automobile
| Partie: | Parties du corps du palan |
| Matériau: | Moulage sous pression en aluminium haute pression (ADC12) |
| Corps d’outil: | TPYD06J080B25.4R16 (ø80 mm, z = 16) |
| Plaquette: | YDEN0603PDFR-D |
| Nuance: | DX110 |
| Conditions de coupe: | Vc = 2011 (m/min) fz = 0.1 (mm/t) Vf = 12800 (mm/min) ap = 4/1 (mm) ae = 5 – 20 (mm) Application: surfaçage Liquide de refroidissement : avec (externe) Machine: Vertical M/C, BT50 |

Exemple #2
Industrie automobile
| Partie: | Carter de manivelle |
| Matériau: | Moulage sous pression en aluminium haute pression (ADC12) |
| Corps d’outil: | TPYD06J100B31.7R22 (ø100 mm, z = 22) |
| Plaquette: | YDEN0603PDFR-D |
| Nuance: | DX110 |
| Conditions de coupe: | Vc = 3142 (m/min) fz = 0.09 (mm/t) Vf = 20,000 (mm/min) ap = 4.5/1.5 (mm) ae = 10 – 70 (mm) Application: surfaçage Liquide de refroidissement : avec (interne) Machine: Vertical M/C, BT40 |

Exemple #3
Industrie automobile
| Partie: | Logement de came |
| Matériau: | Moulage sous pression en aluminium haute pression (ADC12) |
| Corps d’outil: | Corps Spécial TPYD06 (ø61 mm, z = 10) |
| Plaquette: | YDEN0603PDSR-D |
| Nuance: | DX110 |
| Conditions de coupe: | Vc = 1916 (m/min) fz = 0.11 (mm/t) Vf = 11400 (m/min) ap = 0.5 (mm) ae = – 5 (mm) Application: surfaçage Liquide de refroidissement : avec (interne) Machine: Vertical M/C, BT30 |

Conditions de coupe recommandées
| ISO | Matériaux de la pièce | Nuances | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|---|---|---|---|---|
| Alliages d’aluminium coulés / moulés sous pression (Si < 13%) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| Alliages d’aluminium coulés / moulés sous pression (Si ≥ 13%) |
DX110 | 200 – 800 | 0.05 – 0.2 | |
| Alliages aluminium (1000 – 7000 series) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| Alliages de cuivre | DX110 | 200 – 500 | 0.05 – 0.2 |
- Les valeurs de la liste ci-dessus sont des recommandations standard et peuvent nécessiter des ajustements en tenant compte des profondeurs de coupe et/ou de la rigidité de la pièce/ de la machine
- Utilisez des plaquettes Wiper (-WD) pour de meilleures exigences de surface et des plaquettes d’ébavurage (-BD) pour éliminer les bavures
- Utilisez toujours la coupe humide (liquide de refroidissement en émulsion) pour l’usinage d’alliages d’aluminium ou de cuivre
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils