

Série de surfaçage de haute précision avec corps d’outils légers et réglables |
 |
La série de machines à surfacer extrêmement légères intègre désormais des poches réglables pour une précision supplémentaire sur la finition de surface

Applications & Fonctionnalités
Applications


Fonctionnalités
1. Insérer des variations de densité
Les variations de pas des plaquettes permettent de sélectionner le meilleur outil possible pour une économie maximale dans le processus de fraisage
2. Performance de coupe (matériaux non ferreux)
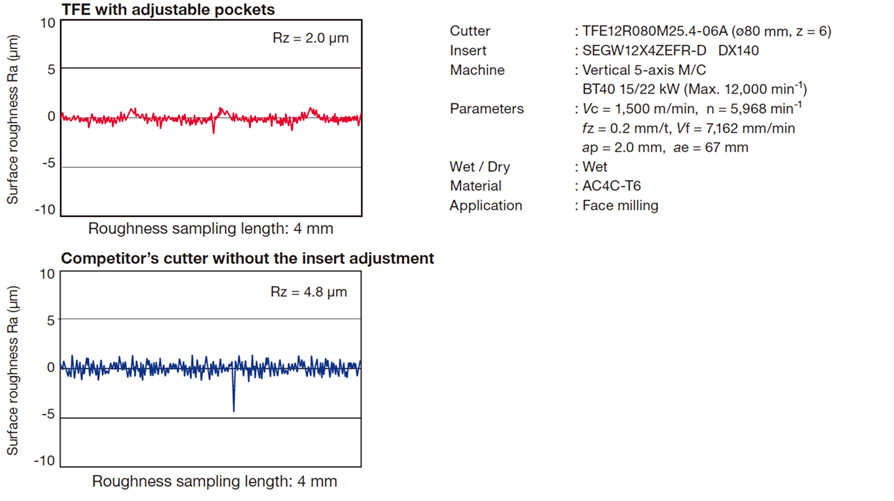
Rugosité de surface
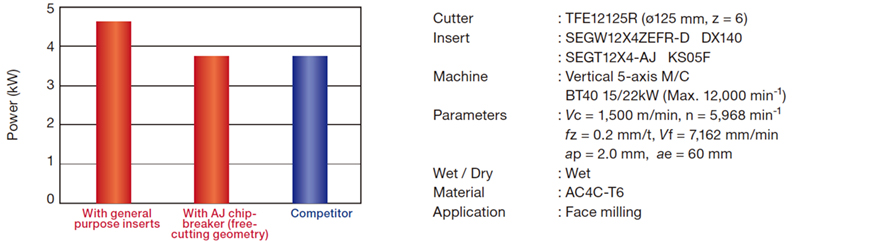
Puissance requise – disjoncteur AJ
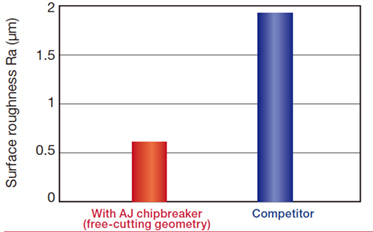
Qualité d’état de surface – brise-copeaux AJ
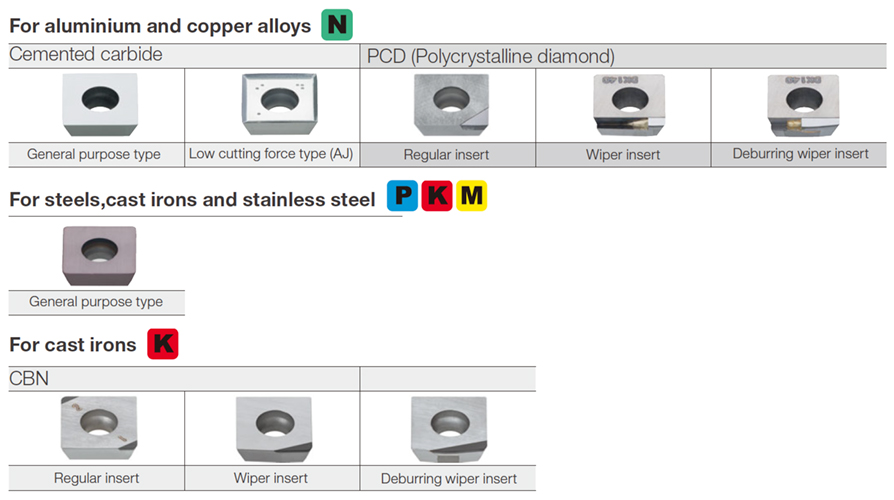
Plaquettes & Nuances
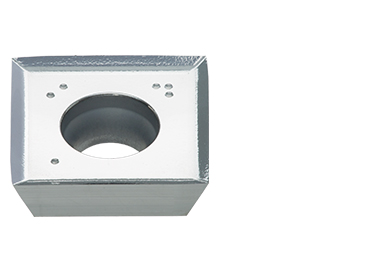
Plaquettes
Nuances principales
AH120
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour l’usinage des aciers, des aciers inoxydables et des fontes dans des conditions de coupe générales
DX140
![]()
- Haute résistance à l’usure
- Conçu pour les métaux non ferreux et non métalliques
BX480
![]() Métal fritté
Métal fritté
- T-CBN le plus dur
- Idéal pour les métaux frittés ferreux
- Convient pour le surfaçage à grande vitesse des fontes
Corps d'outil
Type d’alésage
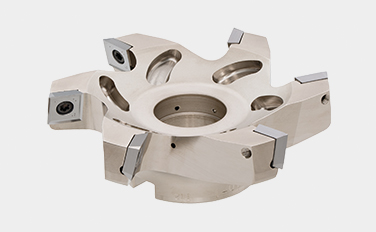
TFE12R (ø63 – 125 mm)
Fraises à surfacer 85,5° avec plaquettes à serrage par vis pour l’usinage de l’aluminium
Type d’alésage avec poches réglables

TFE12R-A (ø80 – ø125 mm)
Fraises à surfacer à 85,5° pour l’usinage de l’aluminium, avec plaquettes serrées par vis et poches réglables pour le faux-rond axial
Type de tige
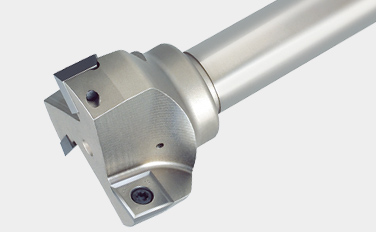
EFE12R (ø50 mm)
Fraises à embout à 85,5° avec plaquettes à serrage par vis pour l’usinage de l’aluminium
Exemples pratiques
Exemple #1
Industrie automobile
| Partie: | Corps de soupape |
| Matériau: | ADC12 |
| Corps d’outil: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| Plaquette: | SEGW12X4ZEFR-D |
| Nuance: | ADC12 |
| Conditions de coupe: | Vc = 2,000 (m/min) fz = 0.06 (mm/t) Vf = 2,400 (mm/min) ap = 0.5 (mm) ae = 100 (mm) Application: surfaçage Liquide de refroidissement : avec Machine: Vertical M/C,BT40 |

Exemple #2
Ingénierie générale
| Partie: | Plaque |
| Matériau: | AC4C-T6 |
| Corps d’outil: | TFE12R080M25.4-06A (.80 mm, z = 6) |
| Plaquette: | SEGW12X4ZEFR-D |
| Nuance: | DX140 |
| Conditions de coupe: | Vc = 1,500 (m/min) fz = 0.2 (mm/t) Vf = 7,200 (mm/min) ap = 2.0 (mm) ae = 60 (mm) Application: surfaçage Liquide de refroidissement : avec Machine: Vertical M/C、BT40 |

Exemple #3
Ingénierie générale
| Partie: | Tuyau d’échappement |
| Matériau: | FCD500 |
| Corps d’outil: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| Plaquette: | 2QP-SECW12X412ZETR |
| Nuance: | FCD500 |
| Conditions de coupe: | Vc = 800 (m/min) fz = 0.02 (mm/t) Vf = 407 (mm/min) ap = 0.4 (mm) ae = 90 (mm) Application: surfaçage / interrompu Liquide de refroidissement : avec Machine: Vertical MC |

Conditions de coupe recommandées
| ISO | Workpiece material | Hardness | Grade | Designation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|
| Carbon steels and alloy steels | < 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| Stainless steels | < 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| Grey and ductile cast irons | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| Grey cast iron | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| Ductile cast irons | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| Cast aluminium alloy / Die-cast Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Cast aluminium alloy / Die-cast Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength < 350 N/mm2 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength > 350 N/mm2 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Copper alloy | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
Remarques:
- Dans le fraisage des alliages d’aluminium et de cuivre:
- Pour une meilleure finition de surface, utiliser avec la plaquette Wiper SEGW12X4ZEFR-WD
- Pour réduire l’apparition de bavures, utiliser avec les plaquettes d’ébavurage SEGW12X4ZEFR-BD
- Lors du fraisage d’alliages d’aluminium et de cuivre, il est recomandé d’utiliser un fluide de coupe soluble dans l’eau. Lors du fraisage d’aciers, de fontes et d’aciers inoxydables, la coupe à sec est recommandée.
- Lorsque le rapport longueur/diamètre du porte-à-faux de l’outil (L/D) dépasse 3, réduire la vitesse de coupe et l’avance à 70 à 80 % des valeurs indiquées dans le tableau.

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils