

Fraise à surfacer-dresser polyvalente avec fond de plaquette unique en forme de V pour une productivité maximale |
 |
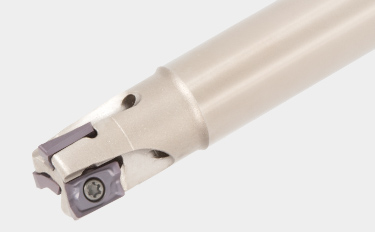
TungForce-Rec, une nouvelle série de fraisage d’épaulement miniature, dispose d’un système de serrage unique qui offre une stabilité exceptionnelle dans l’usinage de petites poches et fentes

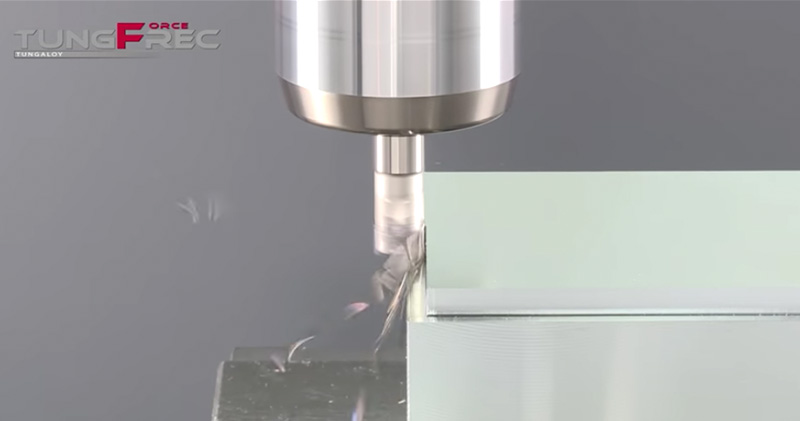
Applications & Fonctionnalités
Applications








Fonctionnalités
1. Conception robuste du corps de la fraise
• La conception de plaquette en forme de V permet à la fraise d’avoir un noyau et un support de plaquette épais
• Assure une productivité et une stabilité élevées

2. Serrage extrêmement sûr de la plaquette
• La conception en forme de V empêche le mouvement de la plaquette pendant l’usinage
• Elimine la défaillance prématurée des plaquettes, et assure la stabilité de l’usinage

3. Arête de coupe solide pour une productivité accrue
• Une productivité et une stabilité élevées sont obtenues grâce à la conception de pointe unique
Large rake angle and obtuse fl ank surface provide low cutting force and anti-chipping performance.

Large rake angle off ers low cutting force but small cross section area leads to chipping on the edge.

Plaquettes & Nuances
Plaquettes
AV*T04
- Profondeur de coupe maximale: 4 mm
- Plaquette unique en forme de V pour un fraisage 90° de haute précision
AV*T06
- Profondeur de coupe maximale: 6 mm
- Plaquette unique en forme de V pour un fraisage 90° de haute précision

AV*T12
- Profondeur de coupe maximale: 11.5 mm
- Plaquette unique en forme de V pour un fraisage 90° de haute précision

AVGW12
- Profondeur de coupe maximale: 4.5 mm
AV*T18
- Profondeur de coupe maximale: 16.5 mm
- Plaquette unique en forme de V pour un fraisage 90° de haute précision
Nuances principales
AH120
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour l’usinage des aciers, des aciers inoxydables et des fontes dans des conditions de coupe générales
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et l’inox
Corps d'outil
Type modulaire

HPAV**-M (ø10– ø40 mm)
Embout modulaire (TungFlex) pour le fraisage 90°


Exemples pratiques
Exemple #1
| Partie: | Parties machine |
| Matériau: | SUS304 / X5CrNiMo18-9 |
| Corps d’outil: | EPAV04M008C08.0R02 (ø8 mm, z=2) |
| Plaquette: | AVMT040204PPER-MM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 150 (m/min) fz = 0.08 (mm/t) Vf = 895 (mm/min) ap = 1.429 (mm) ae = 8 (mm) Application: Rainurage Liquide de refroidissement : jet d’air Machine: Vertical M/C, BT50 |

Exemple #2
| Partie: | Parties machine |
| Matériau: | SS400 / E275A |
| Corps d’outil: | EPAV06M014C12.0R03 (ø14 mm, z=3) |
| Plaquette: | AVGT060302PBER-MJ |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 264 (m/min) fz = 0.125 (mm/t) Vf = 1,500 (mm/min) ap = 6 (mm) ae = 3 (mm) Application: fraisage 90° Liquide de refroidissement : avec (externe) Machine: Vertical M/C, BT40 |

Exemple #3
| Partie: | Parties machine |
| Matériau: | Fonte d’aluminium |
| Corps d’outil: | TPAV12M050B22.0R12 (ø50 mm, z = 12) |
| Plaquette: | AVGT120408PDFR-AM |
| Nuance: | KS05F |
| Conditions de coupe: | Vc = 950 (m/min) fz = 0.15 (mm/t) Vf = 11,000 (mm/min) ap = 6(mm) ae = 35 (mm) Application: fraisage de face Liquide de refroidissement : avec (externe) Machine: Vertical M/C, BT50 |

Conditions de coupe recommandées
TungForce-Fec 04
| ISO | Matériaux de la pièce | Durété | Priorité | Nuances | Vitesse de coupe Vc (m/min) | Avance par dent fz (mm/t) | |
|---|---|---|---|---|---|---|---|
 |
Aciers carbone bas S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | Premier choix | AH3225 | 100 – 300 | 0.05 – 0.12 | |
| Aciers au carbone et aciers alliés S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Premier choix | AH3225 | 100 – 250 | 0.05 – 0.12 | ||
| Aciers prétraités NAK80, PX5, etc. |
30 – 40 HRC | Premier choix | AH3225 | 100 – 200 | 0.05 – 0.1 | ||
 |
Aciers inoxydables SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | Premier choix | AH3225 | 80 – 180 | 0.05 – 0.1 | |
 |
Fontes grises FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | Premier choix | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Fontes ductiles FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Premier choix | AH120 | 100 – 250 | 0.05 – 0.12 | ||
 |
Alliages titane Ti-6AI-4V, etc. |
– | Premier choix | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Superalliages Inconel 718, etc. |
– | Premier choix | AH120 | 20 – 40 | 0.04 – 0.07 | ||
 |
Aciers trempés | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Premier choix | AH120 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Premier choix | AH120 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Fec 06
| ISO | Matériaux de la pièce | Dureté | Priorité | Nuances | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Aciers carbone bas (S15C / C15E / C15E4, SS400 / E275A, etc.) |
– 200 HB | Premier choix | AH3225 | 100 – 430 | 0.04 – 0.12 | |
| Aciers carbone et aciers alliés (S55C / C55, SCM440 / 42CrMo4, etc.) |
– 300 HB | Premier choix | AH3225 | 100 – 350 | 0.04 – 0.12 | ||
| Aciers prétraités (NAK80, PX5, etc.) |
30 – 40 HRC | Premier choix | AH3225 | 100 – 230 | 0.04 – 0.12 | ||
|
Aciers inoxydables (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, etc.) |
– | Premier choix | AH3135 | 80 – 220 | 0.04 – 0.1 | |
|
Fontes grises (FC250 / GG25 / 250, FC300 / GG30 / 300, etc.) |
150 – 250 HB | Premier choix | AH120 | 100 – 330 | 0.04 – 0.12 | |
| Fontes ductiles (FCD400, FCD600 / GGG60 / 600-3, etc.) |
150 – 250 HB | Premier choix | AH120 | 100 – 240 | 0.04 – 0.12 | ||
 |
Alliages aluminium (Si < 13%) | – | Premier choix | DS2005, KS05F | 300 – 1000 | 0.04 – 0.12 | |
| Alliages aluminium (Si ≥ 13%) | – | Premier choix | DS2005, KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
Alliages titanium (Ti-6AI-4V, etc.) | – | Premier choix | AH130 | 20 – 90 | 0.04 – 0.1 | |
| Superalliages (Inconel718, etc.) | – | Premier choix | AH130 | 20 – 65 | 0.04 – 0.09 | ||
|
Aciers trempés | (SKD61 / X40CrMoV5-1, etc.) |
40 – 50 HRC | Premier choix | AH120 | 50 – 70 | 0.04 – 0.08 |
| (SKD11 / X153CrMoV12, etc.) |
50 – 60 HRC | Premier choix | AH120 | 40 – 65 | 0.04 – 0.06 | ||
TungForce-Fec 12
| ISO | Matériaux de la pièce | Dureté | Priorité | Nuances | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Aciers bas carbone S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | Premier choix | AH3225 | 100 – 300 | 0.06 – 0.22 | |
| – 200 HB | Résistance à l’usure | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Aciers carbone et aciers alliés S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Premier choix | AH3225 | 100 – 250 | 0.06 – 0.22 | ||
| – 300 HB | Résistance à l’usure | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Aciers prétraités NAK80, PX5, etc. |
30 – 40 HRC | Premier choix | AH3225 | 100 – 200 | 0.06 – 0.22 | ||
| 30 – 40 HRC | Résistance à l’usure | T3225 | 200 – 400 | 0.06 – 0.15 | |||
|
Aciers inoxydables SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | Premier choix | AH3225 | 80 – 180 | 0.07 – 0.2 | |
|
Fontes grises FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | Premier choix | AH120, AH8015 | 100 – 300 | 0.05 – 0.18 | |
| 150 – 250 HB | Résistance à l’usure | T1215 | 200 – 400 | 0.05 – 0.12 | |||
| Fontes ductiles FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Premier choix | AH120, AH8015 | 100 – 250 | 0.05 – 0.18 | ||
| 150 – 250 HB | Résistance à l’usure | T1215 | 150 – 300 | 0.05 – 0.12 | |||
|
Alliages aluminium (Si < 13%) | – | Premier choix | DS2005, KS05F | 300 – 1,500 | 0.05 – 0.32 | |
| – | Résistance à l’usure | DX160 | 500 – 2,000 | 0.05 – 0.2 | |||
| Alliages Aluminium (Si ≥ 13%) | – | Premier choix | DS2005, KS05F | 100 – 200 | 0.05 – 0.32 | ||
| – | Résistance à l’usure | DX160 | 200 – 800 | 0.05 – 0.2 | |||
|
Alliages Titane Ti-6Al-4V, etc. |
– 40 HRC | Premier choix | AH3225, AH8015 | 20 – 60 | 0.04 – 0.15 | |
| Superalliages Inconel 718, etc. |
– 40 HRC | Premier choix | AH120, AH8015 | 20 – 40 | 0.04 – 0.15 | ||
|
Aciers trempés | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Premier choix | AH120, AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Premier choix | AH120, AH8015 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Rec 18
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| MM | MT | AM | |||||||
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | 0.07 – 0.28 | – | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | 0.07 – 0.25 | – | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.22 | 0.06 – 0.28 | – | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.18 | – | – | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 250 | 0.05 – 0.22 | 0.06 – 0.28 | – | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.18 | – | – | |||
|
Aluminium alloys Si < 13% |
– | First choice | DS2005 KS05F |
300 – 1500 | – | – | 0.05 – 0.32 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005 KS05F |
100 – 200 | – | – | 0.05 – 0.32 | ||
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015 | 20 – 60 | 0.04 – 0.15 | – | – | |
| Superalloys Inconel 718, etc. |
– | First choice | AH8015 | 20 – 40 | 0.04 – 0.15 | 0.05 – 0.18 | – | ||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 150 | 0.04 – 0.07 | 0.05 – 0.1 | – |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 70 | 0.04 – 0.07 | 0.05 – 0.1 | – | ||
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.