

Fraises grande-avance miniatures, pour une plus grande productivité dans les opérations d’ébauche |
 |
Fraises grande-avance à plaquettes, disponibles à partir du diamètre 8 mm, pour les opérations d’ébauche avec une maîtrise efficace des copeaux.


Applications & Fonctionnalités
Applications











Fonctionnalités
1. Construit pour fonctionner dans des conditions d’usinage plus élevées
Le coin de plaquette solide et épais est conçu pour résister à la force de fracturation pendant les opérations à grande avance

Coin de plaquette épais maximum 10% plus épais que les concurrents
Les vis M2 réduisent le cisaillement du col de vis sous des forces de coupe élevées. Une vis plus grande améliore la fixation de la plaquette et facilité la manipulation.
2. L’angle d’inclinaison positif de la plaquette permet une évacuation en douceur des copeaux
L’arête de coupe positive contribue à une formation contrôlée des copeaux et à une évacuation facile des copeaux lors de l’usinage à côté des opérations de fraisage à 90° et de rainurage
Inclinaison d’angle positive
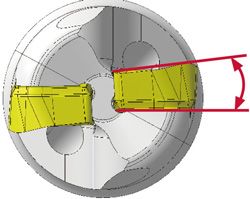
3. Conçue avec un petit angle d’entrée pour la stabilité du broutage, la plaquette TungForceFeed améliore l’efficacité et la durée de vie de l’outil, même lors de l’usinage dans des zones à longue portée
Plaquettes & Nuances
Plaquettes

LSMT-HM
- Plaquette grande avance
- Profondeur de coupe maximale : 0.5 mm
- Fournit une efficacité d’usinage dans une large gamme d’applications
- Plaquette de premier choix pour diverses applications, y compris les fentes, les poches ou les zones à longue portée

LSMT-MM
- Plaquette R2
- Profondeur de coupe maximale : 2.0 mm
- Conception de plaquette de profilage complète idéale pour la semi-ébauche et la semi-finition des pièces de matrices et de moules
- La géométrie de coupe libre élimine le broutage et améliore la qualité de la finition de surface
- Le wiper latéral intégré aide à réduire la formation de bavures sur les murs et les coins et améliore la précision des murs
Nuances
AH3225
![]()
![]()
- Technologie de revêtement nano multicouche avec trois propriétés principales pour une intégrité optimale des arêtes de coupe
- Résistance accrue à l’usure, à la fracture, à l’oxydation, aux arêtes rapportées et au délaminage
AH8015
![]()
![]()
![]()
![]()
- Intègre une couche de revêtement dur et un substrat en carbure
- Forte résistance à l’usure, à la chaleur et aux arêtes rapportées, idéal pour l’usinage de matériaux durs ou difficiles
Corps d'outil
Type de tige

EXLS (ø8 – ø25mm)
Porte-outil de type cylindrique pour fraisage grande avance, à visser
Type modulaire

HXLS (ø8 – ø25mm)
Embout modulaire pour fraisage grande avance, à visser (TungFlex)
Exemples pratiques
Exemple #1
Industrie aérospatiale
| Partie: | Aube de turbine |
| Matériau: | Inconel 939 |
| Corps d’outil: | EXLS02M008C8.0LH16R01 (ø8, CICT = 1) |
| Plaquette: | LSMT0202ZER-HM |
| Nuance: | AH8015 |
| Conditions de coupe: | Vc = 30 (m/min) fz = 0.2(mm/t) (Concurrent:fz = 0.05) ap = 0.3 (mm) ae = 8 (mm) Application: rainurage Liquide de refroidissement : à sec Machine: Vertical MC, BT50 |

Exemple #2
Industrie matrices et moules
| Partie: | Pièce de matrice d’estampage |
| Matériau: | SKD11 (avant durcissement) |
| Corps d’outil: | HXLS02M010M06R02 (ø10, CICT = 2) |
| Plaquette: | LSMT0202ZER-HM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 120 (m/min) fz = 0.6 (mm/t) ap = 0.3 (mm) ae = 5 (mm) Application: Pocher Liquide de refroidissement : à sec Machine: Vertical MC, BT40 |

Exemple #3
Industrie matrices et moules
| Partie: | Pièce de matrice d’estampage |
| Matériau: | SKD61 (45HRC) |
| Corps d’outil: | EXLS02M012C12.0LH50R02 (ø12, CICT = 2) |
| Plaquette: | LSMT0202ZER-HM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 113 (m/min) fz = 0.5 (Concurrent:fz = 0.1) (mm/t) ap = 0.3 (mm) ae = 12 (mm) Application: fraisage de face Liquide de refroidissement : jet d’air Machine: Vertical MC, BT50 |

Conditions de coupe recommandées
| ISO | Matériaux de la pièce | Dureté | Priorité | Nuances | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
Diamètre d’outil : øDc (mm), Nombre de tours: n (min-1), Vitesse d’alimentation: Vf (mm/min), Profondeur de coupe maximale: ap = 0.5 mm, Nombre de dents: CICT | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8, CICT = 1 | ø10, CICT = 2 | ø12 | ø16 | ø20 | ø25 | ||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 6 | CICT = 8 | ||||||||||||||||
| Aciers carbone (S45C / C45, S55C / C55, etc) |
– 300HB | Premier choix | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Pour la résistance à la rupture | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Aciers alliés (SCM440 / 42CrMo4, etc) |
– 300HB | Premier choix | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Pour résistance à la rupture | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Aciers prétraités (NAK80, PX5, etc) |
30 – 40HRC | Premier choix | AH8015 | 100 – 200 | 0.2 – 0.5 | 5,970 | 2,390 | 4,780 | 3,820 | 3,980 | 3,180 | 4,780 | 2,990 | 3,590 | 5,980 | 2,390 | 4,780 | 5,740 | 1,910 | 4,590 | 6,120 | ||
| 30 – 40HRC | Pour résistance aux chocs | AH3225 | 100 – 200 | 0.2 – 0.5 | Vc = 150 m/min, fz = 0.4 mm/t | ||||||||||||||||||
| Aciers inoxydables (SUS304 / X5CrNi18-9, (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, etc) |
– 200HB | Premier choix | AH3225 | 100 – 150 | 0.2 – 0.5 | 4,780 | 1,910 | 3,820 | 3,060 | 3,190 | 2,550 | 3,830 | 2,390 | 2,870 | 4,780 | 1,910 | 3,820 | 4,590 | 1,530 | 3,680 | 4,900 | ||
| Vc = 120 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||
| Fontes grises (FC250 / 250 / GG25, (FC250 / 250 / GG25, FC300 / 300 / GG30, etc) |
150 – 250HB | Premier choix | AH8015 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| 150 – 250HB | Pour la résistance aux chocs | AH3225 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Fontes ductiles (FCD600 / 600-3 / GGG60, etc) |
150 – 250HB | Premier choix | AH8015 | 80 – 200 | 0.2 – 0.8 | 5,970 | 2,990 | 4,780 | 4,780 | 3,980 | 3,980 | 5,970 | 2,990 | 4,490 | 7,480 | 2,390 | 5,980 | 7,170 | 1,530 | 4,590 | 6,120 | ||
| 150 – 250HB | Pour la résistance aux chocs | AH3225 | 80 – 200 | 0.2 – 0.8 | Vc = 150 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Alliages titane (Ti-6Al-4V, etc) |
– 40HRC | Premier choix | AH3225 | 30 – 60 | 0.1 – 0.3 | 1,590 | 320 | 1,270 | 510 | 1,060 | 420 | 640 | 800 | 480 | 800 | 640 | 640 | 770 | 510 | 620 | 820 | ||
| – 40HRC | Pour résistance aux chocs | AH8015 | 30 – 60 | 0.1 – 0.3 | Vc = 40 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Alliages résistants à la chaleur (Inconel, Hastelloy, etc) |
– 40HRC | Premier choix | AH8015 | 20 – 50 | 0.1 – 0.3 | 1,190 | 240 | 1,000 | 400 | 800 | 320 | 480 | 600 | 360 | 600 | 480 | 480 | 580 | 380 | 460 | 460 | ||
| – 40HRC | Pour la résistance aux chocs | AH3225 | 20 – 50 | 0.1 – 0.3 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Aciers trempés | SKD61 / X40CrMoV5-1, etc | 40 – 50HRC | Premier choix | AH8015 | 80 – 150 | 0.1 – 0.5 | 4,780 | 1,430 | 3,820 | 2,290 | 3,190 | 1,910 | 2,870 | 2,390 | 2,150 | 3,590 | 1,910 | 2,870 | 3,440 | 1,530 | 2,760 | 3,680 | |
| Vc = 120 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||
| SKD11 / X153CrMoV12, etc | 50~60HRC | Premier choix | AH8015 | 50 – 70 | 0.1 – 0.3 | 2,390 | 480 | 1,910 | 760 | 1,590 | 640 | 950 | 1,190 | 710 | 1,190 | 950 | 950 | 1,140 | 760 | 920 | 1,220 | ||
| Vc = 60 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.