

Fraisage à surfacer-dresser avec plaquettes économiques et une excellente stabilité au broutage |
 |
Plaquette économique à 3 arêtes de coupe avec grand angle de coupe sur l’arête qui réduit la force de coupe et offre une excellente formation de copeaux.
La face de flanc optimisée sur la plaquette et le pas différentiel sur la fraise empêchent le broutage lors de l’usinage


Applications & Fonctionnalités
Applications









Fonctionnalités
1. Plaquette à 3 arêtes de coupe
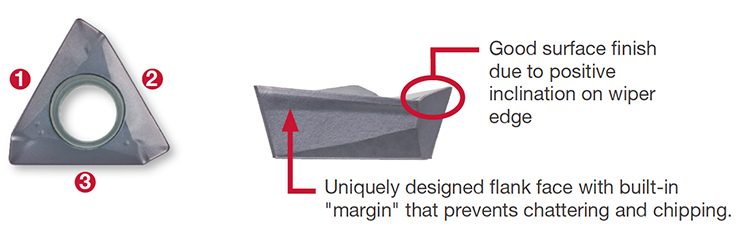
2.Force de coupe considérablement réduite

3. Excellente précision de paroi
• Précision de paroi élevée grâce à l’arête de coupe hélicoïdale
Plaquettes & Nuances
Plaquettes
TO*T
- Profondeur de coupe maximale
- – TO*T04: 3.5 mm
- – TO*T06: 6 mm
- – TO*T10: 10 mm
– TO*T15: 15 mm - Plaquettes économiques à 3 arêtes de coupe avec faible effort de coupe
Nuances principales
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et l’inox
AH8015
![]()
![]()
![]()
![]()
![]()
-
Bel équilibre entre résistance à l’usure et à la rupture
-
Premier choix pour l’usinage des alliages résistants à la chaleur dans des conditions de coupe générales
Corps d'outils
Type de tige

EPA04/06/10/15 (ø8 – ø50 mm)
Porte-outil de type cylindrique pour le fraisage à 90°
Type modulaire

HPA06-M (ø16 – ø32mm)
Embout modulaire (TungFlex) pour le fraisage à 90°

Type d’alésage

TLA series / C-EPA
Fraisage 90° grande profondeur de coupe / Type TUNGCAP
Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Plaque |
| Matériau: | SUS304 / X5CrNi18-9 |
| Corps d’outil: | EPA06R020M20.0-03N (ø20 mm, z = 3) |
| Plaquette: | TOMT060304PDER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 125 (m/min) fz = 0.083 (mm/t) Vf = 600 (mm/min) ap = 1.5 (mm) ae = 9 (mm) Application: fraisage de face Liquide de refroidissement : à sec Machine: BT40 |

Exemple #2
Ingénierie générale
| Partie: | Pièce machine |
| Matériau: | S45C / C45 |
| Corps d’outil: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Plaquette: | TOMT100404PDER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 150 (m/min) fz = 0.19 (mm/t) Vf = 836 (mm/min) ap = 1 (mm) ae = 5 (mm) Application: fraisage 90° Liquide de refroidissement : avec (externe) Machine: centre Turn-Mill |

Exemple #3
Ingénierie générale
| Partie: | Base |
| Matériau: | S50C / C50 |
| Corps d’outil: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Plaquette: | TOMT100404PDER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 390 (mm/min) ap = 1.5 (mm) ae = 25 (mm) Application: fraisage 90° Liquide de refroidissement : à air, externe Machine: Vertical M/C |
| Process: | , |
| Machine: |

Conditions de coupe recommandées
EPA04
| ISO | Matériaux de la pièce | Dureté | Nuances | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|
|---|---|---|---|---|---|---|
 |
Aciers bas carbone SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| Aciers carbone et aciers alliés S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| Aciers prétraitées NAK80, PX5, etc. |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
Fontes grises FC250, etc. 2 50, etc., GG25, etc. |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Fontes ductiles FCD450, etc. 450-10S, etc., GGG45, etc. |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
Alliages titane Ti-6AI-4V, etc. |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Alliages résistants à la chaleur Inconel 718, etc. |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
Aciers trempés | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- Enlever l’accumulation excessive des copeaux avec un jet d’air
- Pour une opération où la profondeur de passe varie (ex : peau de coulée) ou l’usinage de matériaux de pièce à surface interrompue, l’avance par dent (fz) doit être réglée sur la valeur inférieure recommandée indiquée dans le tableau ci-dessus.
- Les conditions de coupe peuvent être limitées en fonction de la puissance de la machine, de la rigidité de la pièce et du rendement de la broche. Lorsque la largeur, la profondeur ou la longueur de porte-à-faux de coupe sont importantes, réglez Vc et fz sur les valeurs recommandées inférieures et vérifiez la puissance et les vibrations de la machine.
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | Matériaux de la pièce | Dureté | Priorité | Brise-copeaux | Nuances | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
Aciers bas carbone SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | Premier choix | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Résistance à l’usure | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Aciers carbone et aciers alliés S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Premier choix | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Résistance à l’usure | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Aciers pré-traités et aciers à outils NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | Premier choix | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Résistance à l’usure | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. |
– | Premier choix | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Résistance à l’usure | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Fontes grises FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | Premier choix | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| résistance à l’usure | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Fontes ductiles FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | Premier choix | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Résistance à l’usure | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
Aluminium Si < 13% |
– | Premier choix | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Aluminium Si ≥ 13% |
– | Premier choix | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Alliages titane Ti-6Al-4V, etc. |
– | Premier choix | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Alliages résistants à la chaleur Inconel 718, etc. |
– | Premier choix | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Lorsque vous utilisez le brise-copeaux NMJ, veuillez régler l’avance à moins de 0,15 mm/t
- Enlevez l’accumulation excessive de copeaux avec un jet d’air.
- Pour une opération où la profondeur de passe varie (ex. peau de coulée) ou l’usinage de matériaux de pièce à surface interrompue, l’avance par dent (fz) doit être réglée sur la valeur inférieure recommandée indiquée dans le tableau ci-dessus.
TLA (Roughing type)
| ISO | Matériaux de la pièce | Dureté | Priorité | Brise-copeaux | Nuances | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
Aciers bas carbone SS400, S15C , etc. E275A, C15E4, etc. |
– 200 HB | Premier choix | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Résistance à l’usure | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Aciers au carbone et aciers alliés S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Premier choix | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Résistance à l’usure | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Aciers prétraités et aciers à outils NAK80, PX5, SKD61, etc. X40CrMoV5-1, etc. |
30 – 40 HRC | Premier choix | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Résistance à l’usure | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. |
– | Premier choix | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Résistance à l’usure | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Fontes grises FC250, etc. 250, etc. GG25, etc. |
150 – 250 HB | Premier choix | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Résistance à l’usure | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Fontes ductiles FCD450, etc. 450-10S, etc. GGG45, etc. |
150 – 250 HB | Premier choix | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Résistance à l’usure | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
Aluminium Si < 13% |
40 – 50 HRC | Premier choix | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Aluminium Si ≥ 13% |
50 – 60 HRC | Premier choix | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Alliages titane Ti-6Al-4V, etc. |
– | Premier choix | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Alliages résistants à la chaleur Inconel 718, etc. |
– | Premier choix | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Lors de l’utilisation du brise-copeaux NMJ, veuillez régler l’avance pour qu’elle ne dépasse pas 0,15 mm/t
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils