

Fraise à 90° qui permet l’usinage à grande vitesse de l’aluminium et des matériaux non ferreux |
 |
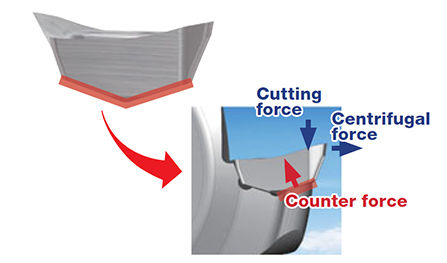
Le fond en forme de V sécurise la plaquette sur la fraise et prend en charge l’usinage à grande vitesse ainsi que la rampe hélicoïdale

Applications & Fonctionnalités
Applications









Fonctionnalités
1. Conception de serrage de plaquette sécurisée et stable avec un fond en forme de V unique.
La forme en V fournit une contre-force contre la force de coupe et la force centrifuge
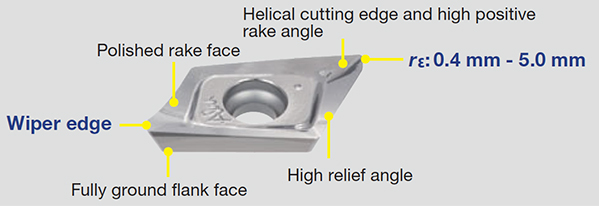
2. Excellente géométrie d’arête de coupe pour l’usinage de l’aluminium
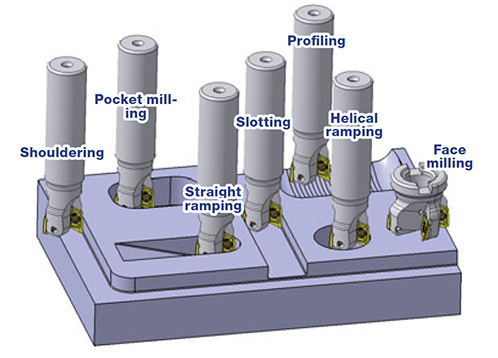
3. Applicable pour une large gamme d’usinage
Plaquettes & Nuances
Plaquettes

XVCT16-AM
- Profondeur de coupe maximale : 16 mm (cela dépend du rayon d’angle)
- Arêtes vives avec surfaces de coupe polies pour alliages d’aluminium
- Les plaquettes XVCT-AM peuvent être montées dans les fraises TPXV/EPXV et TPV/EPV.
Nuances
Corps d'outils
Type de tige

EPXV16 (ø25 – ø40mm)
Porte-outil de type cylindrique pour le fraisage 90°


Exemples pratiques
Exemple #1
Industrie aérospatiale
| Partie: | Airplane part |
| Matériau: | A7050 / AlZn5.5MgCu |
| Corps d’outil: | EPXV16M032C32.0R03 (DC = 32 mm, CICT = 3) |
| Plaquette: | XVCT160530PEFR-AM |
| Nuance: | TH10 |
| Conditions de coupe: | Vc = 950 (m/min) fz = 0.14 (mm/t) ap = 2.5 (mm) ae = 18 (mm) Application: fraisage de poche Liquide de refroidissement : avec Machine: Vertical M/C, BT50 |

Conditions de coupe recommandées
| ISO | Workpiece material | Hardness (HB) |
Grade | Chip breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool dia: Dc (mm), Number of revolutions: n (min-1), Feed speed: Vf (mm/min), Depth of cut: ap = 2.0 mm, Number of inserts: CICT | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø25 | ø32 | ø40 | ø50 | ø63 | ø80 | ø100 | ø125 | |||||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 4 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 7 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||
| Aluminium alloy | 60 | DS2015, TH10 | AM | 300 – 3000 | 0.15 – 0.35 | 19,100 | 9,600 | 14,900 | 11,200 | 11,900 | 8,900 | 9,500 | 9,500 | 7,600 | 9,500 | 6,000 | 7,500 | 4,800 | 7,200 | 3,800 | 6,700 | |
| Vc = 1500m/min, fz = 0.25 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 200 – 2000 | 0.1 – 0.25 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | ||
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si ≦ 13%) |
75 | DS2015, TH10 | AM | 200 – 2000 | 0.15 – 0.3 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | |
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| 90 | DS2015, TH10 | AM | 200 – 1500 | 0.1 – 0.25 | 10,200 | 3,100 | 8,000 | 3,600 | 6,400 | 2,900 | 5,100 | 3,100 | 4,000 | 3,000 | 3,200 | 2,400 | 2,500 | 2,300 | 2,000 | 2,100 | ||
| Vc = 800m/min, fz = 0.15 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si > 13%) |
130 | DS2015, TH10 | AM | 200 – 1000 | 0.07 – 0.15 | 7,600 | 1,500 | 6,000 | 1,800 | 4,800 | 1,400 | 3,800 | 1,500 | 3,000 | 1,500 | 2,400 | 1,200 | 1,900 | 1,100 | 1,500 | 1,100 | |
| Vc = 600m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys (Pb > 1%) |
110 | DS2015, TH10 | AM | 200 – 800 | 0.07 – 0.15 | 6,400 | 1,300 | 5,000 | 1,500 | 4,000 | 1,200 | 3,200 | 1,300 | 2,500 | 1,300 | 2,000 | 1,000 | 1,600 | 1,000 | 1,300 | 900 | |
| Vc = 500m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys | 90 | DS2015, TH10 | AM | 300 – 1000 | 0.1 – 0.15 | 7,600 | 1,800 | 6,000 | 2,200 | 4,800 | 1,700 | 3,800 | 1,800 | 3,000 | 1,800 | 2,400 | 1,400 | 1,900 | 1,400 | 1,500 | 1,300 | |
| Vc = 600m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 300 – 800 | 0.1 – 0.15 | 6,400 | 1,500 | 5,000 | 1,800 | 4,000 | 1,400 | 3,200 | 1,500 | 2,500 | 1,500 | 2,000 | 1,200 | 1,600 | 1,200 | 1,300 | 1,100 | ||
| Vc = 500m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Duroplastics, fiber plastics | – | DS2015, TH10 | AM | 100 – 500 | 0.1 – 0.15 | 3,800 | 900 | 3,000 | 1,100 | 2,400 | 900 | 1,900 | 900 | 1,500 | 900 | 1,200 | 700 | 1,000 | 700 | 800 | 700 | |
| Vc = 300m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Hard rubber | – | DS2015, TH10 | AM | 100 – 300 | 0.1 – 0.15 | 2,500 | 600 | 2,000 | 700 | 1,600 | 600 | 1,300 | 600 | 1,000 | 600 | 800 | 500 | 600 | 400 | 500 | 400 | |
| Vc = 200m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.