

Outil de lamage multifonctionnel avec gamme de diamètres d’outils enrichie |
 |
Gamme de diamètres d’outils enrichie pour diverses opérations de perçage

Applications & Fonctionnalités
Applications




Fonctionnalités
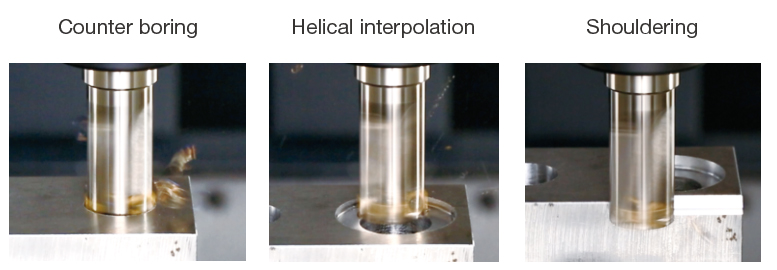
1. Grande variété d’outils pour diverses opérations de contre-alésage
2. 2 types de fraises disponibles
• Type monobloc : ø10 – ø43mm
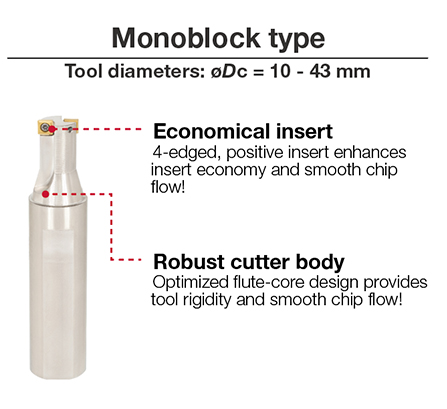
• Type de cartouche : ø26 – ø59mm, diamètre réglable avec cales

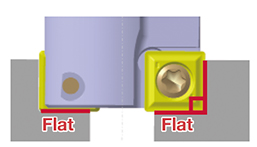
3. Fournit une surface plane à 90°
4. Multi-fonctionnalité
Plaquettes & Nuances
Plaquettes

Nuances
AH6225
![]()
![]()
- P20 – P30 / M20 – M30
- Premier choix pour les aciers inoxydables
- Excellente polyvalence pour l’usinage des aciers inoxydables, démontre une bonne combinaison de résistance à l’usure et à la rupture
T313W
![]()
![]()
![]()
![]()
![]()
Corps d'outil

Type de tige

Type de cartouche TCB (ø26- ø59 mm)
Porte-outils de type cylindrique pour contre-alésage
Exemples pratiques
Exemple #1
Industrie automobile
| Partie: | Bielles |
| Matériau: | S55C / C55 |
| Foret: | TCB170F25 |
| Plaquette: | SPMP831DS |
| Nuance: | T313W |
| Conditions de coupe: | Vc = 160 (m/min) f = 0.2 (mm/rev) Vf = 600 (mm/min) H = 24 (mm) Application: perçage Liquide de refroidissement : avec Machine: machine dédiée |

Exemple #2
Ingénierie générale
| Partie: | Valve |
| Matériau: | FC250 / GG25 / 250 |
| Foret: | TCB240F25 |
| Plaquette: | SPMP042ERD |
| Nuance: | T313W |
| Conditions de coupe: | Vc= 180 (m/min) f= 0.3 (mm/rev) Vf= 720 (mm/min) H= 30 (mm) Application: perçage Liquide de refroidissement : avec Machine: Horizontal M/C, BT50 |

Exemple #3
Ingénierie générale
| Partie: | Bearing |
| Matériau: | S45C / C45 |
| Foret: | TCB-320 |
| Plaquette: | SPMM322ERD |
| Nuance: | T313W |
| Conditions de coupe: | Vc= 150 (m/min) f= 0.25 (mm/rev) Vf= 375 (mm/min) H= 40 (mm) Application: perçage Liquide de refroidissement Machine: tour CN |

Conditions de coupe standards
Counter boring
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed : f (mm/rev) | |
|---|---|---|---|---|---|
| ø10 – 12 (z = 1) | ø13 – 59 (z = 2) | ||||
 |
Carbon steel | – 300 HB | 80 – 200 | 0.03 – 0.08 | 0.1 – 0.3 |
 |
Stainless steel | – 200 HB | 80 – 150 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.05 – 0.1 | 0.1 – 0.4 |
 |
Non-ferrous | – | 100 – 300 | 0.05 – 0.2 | 0.1 – 0.4 |
 |
Superalloys | – 40 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Hard materials | – 50 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
Milling
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|
|
Carbon steel | – 300 HB | 80 – 200 | 0.05 – 0.15 |
|
Stainless steel | – 200 HB | 80 – 150 | 0.05 – 0.1 |
|
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.05 – 0.2 |
|
Non-ferrous | – | 100 – 300 | 0.1 – 0.2 |
|
Superalloys | – 40 HRC | 50 – 80 | 0.05 – 0.08 |
|
Hard materials | – 50 HRC | 50 – 80 | 0.05 – 0.08 |
Internal boring (With one cutting edge)
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed fz (mm/t) |
|---|---|---|---|---|---|
|
Carbon steel | – 300 HB | 80 – 200 | 0.5 – | 0.05 – 0.15 |
|
Stainless steel | – 200 HB | 80 – 150 | 0.5 – | 0.05 – 0.1 |
|
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.5 – | 0.05 – 0.2 |
|
Non-ferrous | – | 100 – 300 | 0.5 – | 0.1 – 0.2 |
|
Superalloys | – 40 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |
|
Hard materials | – 50 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils