

Fraise à rayon pour le fraisage de profil de pièces complexes |
 |
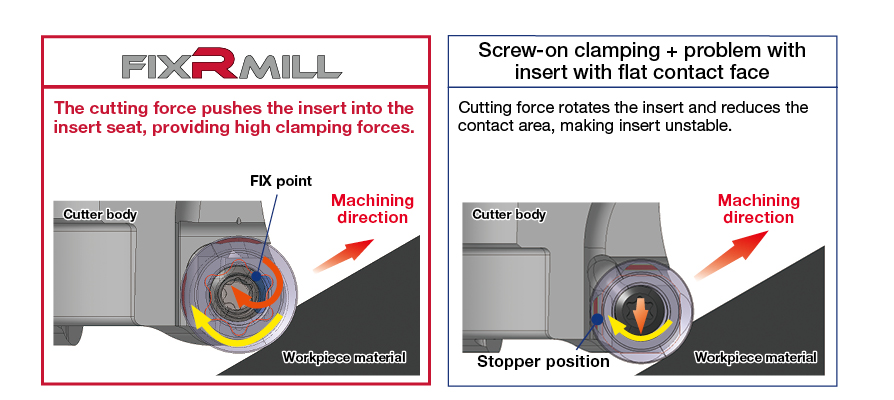
Le système anti-rotation innovant et sûr, avec emplacement d’insertion FIX, assure un serrage très rigide.
* FixRMill has an upgraded series. If you’re considering it, check out the new series page.

Applications & Fonctionnalités
Applications








Fonctionnalités
1. Système anti-rotation avec serrage rigide
- Fixez l’assise de la plaquette sur la saillie du corps de fraise
- Force de coupe poussant la plaquette vers la poche, résultant en un serrage rigide
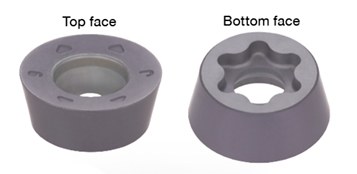
2. Plaquette rond à 6 index
• Plus besoin de retirer la vis pour changer l’arête de coupe
3. High-cutting speed Vc up to 300 m/min (984 sfm)
Plaquettes & Nuances
Plaquettes

RPMT-MJ / -ML
- La fixation unique de la plaquette dans la poche permet jusqu’à 6 index
- Deux types de brise-copeaux sont disponibles :
- MJ: usinage à usage général
- ML: usinage à faible effort de coupe
Nuances
AH725
![]()
![]()
- Pour le fraisage à usage général
- Fournit une grande fiabilité dans l’usinage des aciers et de la fonte
- Nuance très polyvalente avec une excellente résistance à l’usure et à l’écaillage
AH130
![]()
- Pour le fraisage général des aciers inoxydables
- Réduit l’usure en cratère et en entaille
- Fournit une fraisage très fiable
AH4035
![]()
- Nuance idéale pour les aciers inoxydables à haute teneur en chrome
- Nuance nouvellement développée avec un équilibre exceptionnel de résistance à l’usure et à l’écaillage
- Réduit considérablement l’usure des flancs et l’écaillage lors de l’usinage des aciers inoxydables
Corps d'outils
Type de tige

ERP (ø20 – ø40mm)
Type de tige de la série de fraises à rayon FixRMill avec système anti-rotation
Type modulaire

HRP-M (ø20 – ø32mm)
Série de fraises à rayon de type modulaire (TungFlex) avec système anti-rotation
Type d’alésage

TRP (ø40 – ø66mm)
Type d’alésage de la série de fraises à rayon FixRMill avec système anti-rotation
Exemples pratiques
Exemple #1
Industrie matrices et moules
| Partie: | Matrice |
| Matériau: | SKD61 / X40CrMoV5-1 |
| Corps d’outil: | ERP12R032M32.0-03 |
| Plaquette: | RPMT1204EN-ML |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 130 (m/min) fz = 0.4 (mm/t) ap = 1.0 (mm) ae = 26.0 (mm) Application: Fraisage de profil Liquide de refroidissement : souffle d’air Machine: Vertical M/C, BT40 |

Exemple #2
Ingénierie générale
| Partie: | Partie machine |
| Matériau: | Aciers inoxydables résistant à la corrosion |
| Corps d’outil: | TRP12R050M22.0E05 |
| Plaquette: | RPMT1204EN-ML |
| Nuance: | AH130 |
| Conditions de coupe: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 1.0 (mm) ae = < 50 (mm) Application: Fraisage de profil sur une surface courbe Liquide de refroidissement : avec Machine: 5 axes M/C, BT50 |

Exemple #3
Ingénierie générale
| Partie: | Partie machine |
| Matériau: | SUS420J1 / X20Cr13 |
| Corps d’outil: | TRP12R050M22.0E05 |
| Plaquette: | RPMT1204EN-MJ |
| Nuance: | AH4035 |
| Conditions de coupe: | Vc = 300 (m/min) fz = 0.5 (mm/t) ap = 2.0 (mm) ae = < 50 (mm) Application: Fraisage de profil sur une surface courbe Liquide de refroidissement : soufflage d’air Machine: 5 axes M/C, BT50 |

Conditions de coupe recommandées
| ISO | Matériau de la pièce | Dureté | Priorité | Nuance | Brise-copeaux | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
Diamètre d’outil : øDc (mm), Nombre de révolutions: n (min-1), Vitesse d’avance : Vf (mm/min), Profondeur de coupe : ap = 2.0 mm | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø20 | ø25 | ø32 | ø35 | ø40 | ø50 | ø63 | |||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| E/HRP10 | E/HRP10, E/HRP12 | E/HRP10 | E/HRP12 | ERP10 | TRP10 | ERP12 | ERP16 | ERP12 | TRP12 | TRP16 | |||||||||||||||
| Aciers carbone (S45C / C45, S55C / C55 etc.) |
< 300 HB | Premier choix | AH725 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| < 300 HB | Pour résistance aux chocs | AH130 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | ||
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Aciers alliés (SCM440 / 42CrMo4, SCr415 / 17Cr3 etc.) |
150 – 300 HB | Premier choix | AH725 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| 150 – 300 HB | Pour résistance aux chocs | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Aciers à outils (SKD11 / X153CrMoV12 etc.) |
< 300 HB | – | AH725 | ML | 80 – 180 | 0.2 – 0.4 | 2070 | 1240 | 1660 | 1000 | 1290 | 1550 | 1160 | 1180 | 1420 | 1030 | 1550 | 1240 | 620 | 830 | 1250 | 660 | 1190 | 990 | |
| Vc = 130 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||||
| Aciers inoxydables (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3 etc.) |
< 200 HB | Premier choix | AH130 | ML | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | Pour résistance aux chocs | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Aciers inoxydables (SUS430 / X6Cr17 etc.) |
< 200 HB | Premier choix | AH4035 | ML | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | |
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | Pour résistance aux chocs | AH4035 | MJ | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | ||
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Fontes grises (FC250 / GG25 / 250 etc.) |
150 – 250 HB | – | AH725 | ML | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Fontes ductiles (FCD400 / GGG40 etc.) |
150 – 250 HB | – | AH725 | ML | 100 – 200 | 0.3 – 0.7 | 2390 | 2390 | 1910 | 1910 | 1490 | 2980 | 2240 | 1360 | 2720 | 1190 | 2980 | 2380 | 1190 | 950 | 2380 | 760 | 2280 | 1900 | |
| Vc = 150 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Aciers trempés (SKD61 / X40CrMoV5-1 etc.) |
40 – 50 HRC | – | AH725 | MJ | 60 – 140 | 0.1 – 0.3 | 1590 | 630 | 1270 | 510 | 990 | 790 | 590 | 910 | 730 | 800 | 800 | 640 | 320 | 640 | 640 | 510 | 610 | 510 | |
| Vc = 100 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||||
| Aciers trempés (SKD11 / X153CrMoV12 etc.) |
50 – 60 HRC | – | AH725 | MJ | 20 – 60 | 0.05 – 0.2 | 640 | 150 | 510 | 120 | 400 | 190 | 140 | 360 | 170 | 320 | 190 | 150 | 75 | 250 | 150 | 200 | 140 | 120 | |
| Vc = 40 m/min, fz = 0.12 mm/t | |||||||||||||||||||||||||
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils