

Fraises à surfacer très polyvalentes pour une grande variété de matériaux |
 |
DoTriple-Mill présente une structure de serrage en queue d’aronde améliorée et offre le triple avantage d’utiliser des plaquettes carrées, octogonales et rondes dans la même poche

Applications & Fonctionnalités
Applications

Fonctionnalités
1. Grande polyvalence
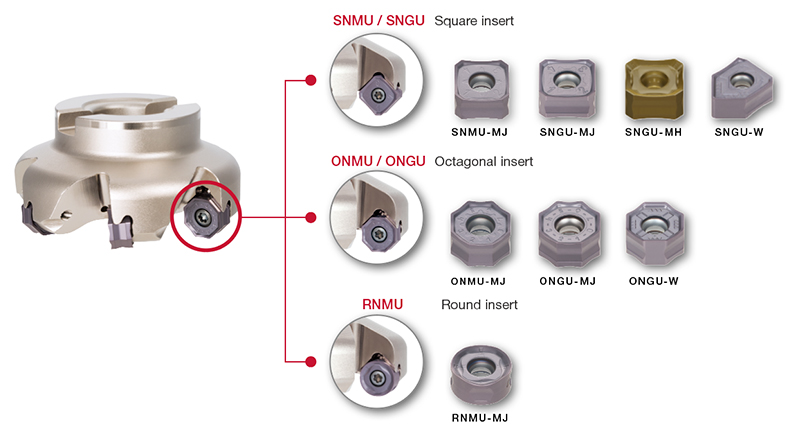
• 3 types de plaquettes réversibles tiennent dans la même poche
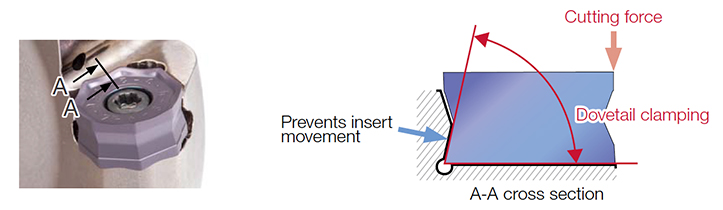
2. Serrage rigide fourni avec structure en queue d’aronde
- Amélioration des performances notamment dans l’usinage des matériaux à haute température
- Durée de vie prolongée de l’outil
Plaquettes & Nuances
Plaquettes

SN*U
- Profondeur de coupe maximale = 6 mm
- Angle de coupe de 45° sur le corps de fraise
- Convient pour une grande profondeur de surfaçage

ON*U
- Profondeur de coupe maximale = 3.4 mm
- Angle de coupe de 45° sur le corps de la fraise
- Plaquettes 16 arêtes de coupe très économiques pour le surfaçage

RNMU
- Profondeur de coupe maximale = 6 mm
- Pour le fraisage à grande avance ou une opération avec une grande profondeur de passe
- Force de coupe réduite et réduction des dommages thermiques à l’arête de coupe grâce à la conception hélicoïdale de l’arête de coupe
Nuances principales
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
T3225
![]()
![]()
- Haute résistance à l’écaillage et à la rupture
- Convient pour le fraisage des aciers et des aciers inoxydables
T1215
![]()
- Bel équilibre entre résistance à l’usure et à l’écaillage
- Convient pour le fraisage des fontes
Corps d'outil

Exemples pratiques
Exemple #1
Industrie de production d’énergie
| Partie: | Aube de turbine |
| Matériau: | 10705BU (aciers inoxydables) |
| Corps d’outil: | TASN13J100B31.7R08 (ø100, z = 8) |
| Plaquette: | ONGU0507ANEN-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 79 (m/min) fz = 0.10 (mm/t) Vf = 201 (mm/min) ap = 2.0 (mm) Application: Surfaçage Liquide de refroidissement : externe Machine: Horizontal M/C, BT50 |

Exemple #2
Industrie automobile
| Partie: | Carter de turbine |
| Matériau: | GX40CrNiSiNb22-10 |
| Corps d’outil: | TASN13M100B32.0R08 (ø100, z = 8) |
| Plaquette: | SNGU1307ANEN-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 94 (m/min) fz = 0.17 (mm/t) Vf = 408 (mm/min) ap = 3.5 (mm) ae = 80 (mm) Application: surfaçage Liquide de refroidissement : externe Machine: Vertical M/C |

Exemple #3
Industrie automobile
| Partie: | Carter de turbine |
| Matériau: | Hi Si FCD |
| Corps d’outil: | TASN13M125B40.0R10 (ø125, z = 10) |
| Plaquette: | SNGU1307ANEN-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 196 (m/min) fz = 0.08 (mm/t) Vf = 400 (mm/min) ap = 1.3 (mm) ae = 100 (mm) Application: surfaçage Liquide de refroidissement: externe Machine: Vertical M/C, BT50 |

Conditions de coupe recommandées
SNMU / SNGU / ONMU / ONGU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T3225 | MJ | 200 – 350 | 0.1 – 0.4 | ||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 180 – 300 | 0.1 – 0.4 | ||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 150 – 250 | 0.1 – 0.4 | ||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| For wear resistance | T3225 | MJ | 100 – 200 | 0.1 – 0.3 | ||||
| Cast stainless steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MH | 60 – 120 | 0.1 – 0.3 | ||
| For low cutting force | AH3135 | MJ | 60 – 120 | 0.1 – 0.3 | ||||
| Grey cast iron FC250, etc. 250, etc. |
150 – 250HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| For wear resistance | AH8015 | MJ | 30 – 60 | 0.1 – 0.3 | ||||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MJ | 10 – 40 | 0.05 – 0.15 | ||
| For fracture resistance | AH3135 | MJ | 10 – 40 | 0.05 – 0.15 | ||||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MJ | 80 – 130 | 0.05 – 0.2 | |
| For fracture resistance | AH3225 | MJ | 80 – 130 | 0.05 – 0.2 | ||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MJ | 50 – 70 | 0.03 – 0.1 | ||
RNMU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chip-breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| For wear resistance | T3225 | MJ | 200 – 350 | |||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | |||
| For wear resistance | T3225 | MJ | 180 – 300 | |||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | |||
| For wear resistance | T3225 | MJ | 150 – 250 | |||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | ※ap = 6 mm : 0.1 – 0.25 ※ap = 2 mm : 0.3 – 0.7 ※ap = 1 mm : 0.6 – 1.3 |
||
| For wear resistance | T3225 | MJ | 100 – 200 | |||||
| Stainless cast steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MJ | 60 – 120 | ※ap = 2 mm : 0.2 – 0.4 ※ap = 1 mm : 0.3 – 0.8 |
||
| For fracture resistance | AH3135 | MJ | 60 – 120 | |||||
| Grey cast iron FC250, etc. 250, etc., GG25, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| T1215 | MJ | 100 – 250 | ||||||
| Ductile cast iron FCD600, etc. 600-3, etc., GGG60, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | |||
| T1215 | MJ | 80 – 200 | ||||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | ap = 1 mm : 0.15 – 0.8 | ||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH120 | MJ | 10 – 40 | ap = 1 mm : 0.05 – 0.3 | ||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH3225 | MJ | 80 – 130 | ap = 1 mm : 0.1 – 0.25 | |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH120 | MJ | 50 – 70 | ap = 0.5 mm : 0.03 – 0.1 | ||
※ When using T3225 or T1215, decrease the feed per tooth (fz) to 80% of the abovementioned value.
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.