

Fraises à 90° avec arêtes de coupe solides et lisses |
 |
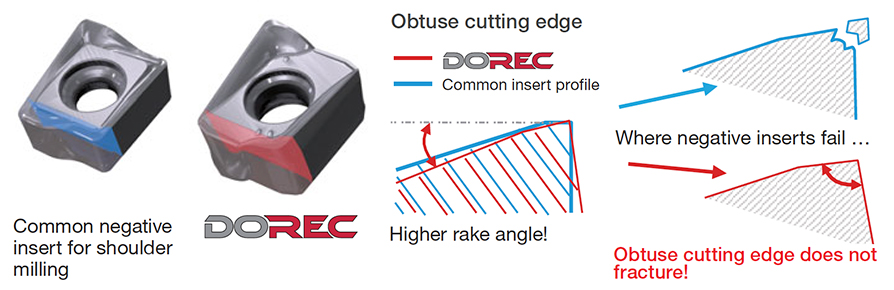
Intégrité des arêtes de coupe optimisée pour une productivité et une fiabilité des outils maximales


Applications & Fonctionnalités
Applications







Fonctionnalités
1. Large gamme de plaquettes économiques réversibles à 4 arêtes de coupe
2. 2 types de plaquettes sont disponibles
• LQMU11-E-MJ pour l’usinage 3D
• LQMU11/18-MJ pour le fraisage à 90°
3. Intégrité supérieure des arêtes de coupe
4. Capacité d’alimentation par dent plus élevée
Plaquettes & Nuances
Plaquettes

LQMU11-X
- Profondeur de coupe maximale = 9 mm
- La conception de dégagement unique permet le fraisage 3D
LQMU11/18-MJ
- Profondeur de coupe maximale
– LQMU11-MJ: 9 mm
– LQMU18-MJ: 11 mm - Géométrie universelle pour une finition de surface élevée
LQMU11/18-ML
- Maximum depth of cut
– LQMU11-ML: 9 mm
– LQMU18-ML: 16 mm - Light cutting geometry
Nuances principales
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH8015
![]()
![]()
![]()
![]()
![]()
-
Good balance between wear and fracture resistance
-
First choice for machining heat-resistant alloy under general cutting conditions
T1215
![]()
- Good balance between wear and chipping resistance
- Suitable for milling cast iron
AH120
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour l’usinage des aciers, des aciers inoxydables et de la fonte dans des conditions de coupe générales
AH140
![]()
- Haute résistance à la rupture
- Convient pour le fraisage des aciers inoxydables
AH725
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à l’écaillage
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
Corps d'outil
Type de tige

EPQ11/18 (ø25 – ø80 mm)
Porte-outil de type cylindrique pour le fraisage 90°

Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Feuille de bride |
| Matériau: | Aciers inoxydables martensitiques |
| Corps d’outil: | TPQ11R080M27.0E10 (ø80, z = 10) |
| Plaquette: | LQMU110708PXER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1074 (mm/min) ap = 1.0 (at 1.0 mm helix pitch) (mm) ae = 50 (mm) Application: agrandissement du trou par interpolation hélicoïdale Liquide de refroidissement : à sec Machine: Vertical M/C, BT50 |

Exemple #2
Ingénierie générale
| Partie: | Parties machine |
| Matériau: | S55C / C55 |
| Corps d’outil: | TPQ11R050M22.0E06 (ø50, z = 6) |
| Plaquette: | LQMU110708PXER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1035 (mm/min) ap = 9 (concurrent ap = 8) (mm) ae = 26 (mm) Application: Fraisage 90° Liquide de refroidissement : alimentation externe Machine: Vertical M/C, BT50 |

Exemple #3
Ingénierie générale
| Partie: | Plaque de base |
| Matériau: | SS400 / E275A |
| Corps d’outil: | TPQ11R040M16.0E04 (ø40, z = 4) |
| Plaquette: | LQMU110708PXER-MJ |
| Nuance: | AH120 |
| Conditions de coupe: | Vc = 176 (m/min) fz = 0.15(Concurrent: fz = 0.12) (mm/t) Vf = 860(Concurrent: Vf = 720) (mm/min) ap = 4 (0.38ºrampe d’accès) (mm) ae = 10 (mm) Application: agrandissement du trou, interpolation hélicoïdale Liquide de refroidissement : alimentation externe Machine: Vertical M/C, BT50 |

Conditions de coupe recommandées
| ISO | Workpiece material | Hardness | Priority | Chipbreaker | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
 |
Low carbon steel S15C, etc. C15E4, etc. |
– 200 HB | First Choice | MJ | AH3225 | 100 – 250 | 0.1 – 0.25 | |
| Low cutting force | ML | AH3225 | 100 – 250 | 0.1 – 0.25 | ||||
| High carbon steel S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | First Choice | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Alloy steel SCM440, SCr415, etc. 42CrMo4, etc. |
– 300 HB | First Choice | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Tool steel SKD11, etc. X153CrMoV12, etc. |
30 – 40 HRC | First Choice | MJ | AH3225 | 100 – 180 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 180 | 0.1 – 0.2 | ||||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | ML | AH3135 | 90 – 180 | 0.1 – 0.25 | |
| Fracture resistance | MJ | AH3135 | 90 – 180 | 0.1 – 0.25 | ||||
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | MJ | AH8015 | 140 – 250 | 0.1 – 0.25 | |
| Low cutting force | ML | AH8015 | 140 – 250 | 0.1 – 0.25 | ||||
| Wear resistance | MJ | T1215 | 200 – 400 | 0.1 – 0.25 | ||||
| Ductile cast iron FCD400, etc. 450-10S, etc. |
150 – 250 HB | First choice | MJ | AH8015 | 110 – 200 | 0.1 – 0.25 | ||
| Low cutting force | ML | AH8015 | 110 – 200 | 0.1 – 0.25 | ||||
| Wear resistance | MJ | T1215 | 150 – 300 | 0.1 – 0.25 | ||||
 |
Titanium alloy Ti-6Al-4V, etc. |
– | First choice | ML | AH3135 | 30 – 60 | 0.08 – 0.2 | |
| Fracture resistance | MJ | AH3135 | 30 – 60 | 0.08 – 0.2 | ||||
| Superalloys Inconel 718, etc. |
– | First choice | ML | AH8015 | 20 – 50 | 0.06 – 0.15 | ||
| Fracture resistance | MJ | AH8015 | 20 – 50 | 0.06 – 0.15 | ||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | MJ | AH8015 | 45 – 70 | 0.08 – 0.15 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | First choice | MJ | AH8015 | 40 – 65 | 0.06 – 0.1 | ||
arrière

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils