

Fraise à surfacer-dresser hautement productive et économique |
 |
Fraise à 90° économique avec une géométrie innovante à 6 arêtes pour des performances maximales dans diverses applications


Applications & Fonctionnalités
Applications





Fonctionnalités
1. Conception de plaquette innovante pour une productivité élevée
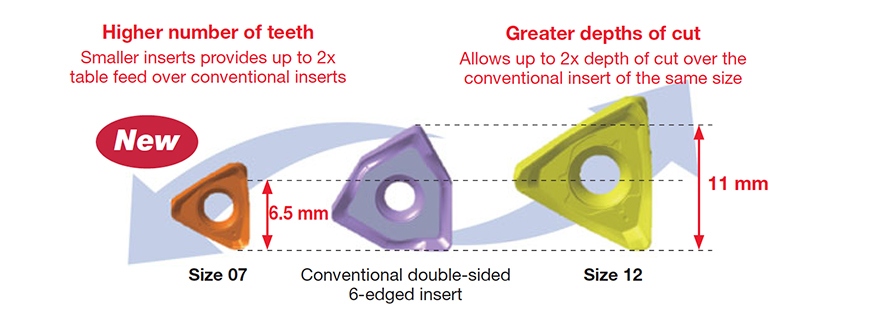
Les plaquettes sont disponibles en 2 tailles pour une densité et des profondeurs de coupe maximales par rapport aux plaquettes conventionnelles réversible à 6 arêtes de coupe.
2. Grande flexibilité d’usinage
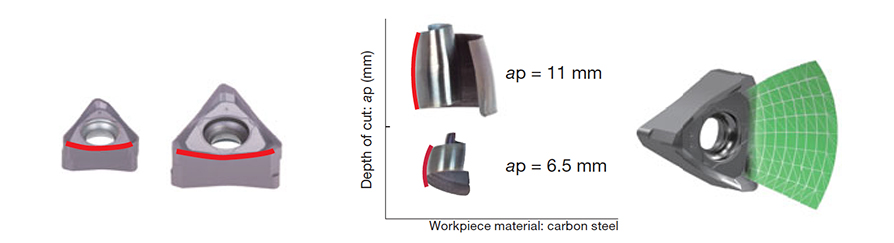
L’arête de coupe est configurée avec une grande courbe et une inclinaison optimale
Plaquettes & Nuances
Plaquettes
TN*U07
- Profondeur de coupe maximale: 6.5 mm
TN*U12
- Profondeur de coupe maximale: 11 mm
Nuances principales
AH3135
![]()
![]()
P30 – P40 / M30 – M40
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH120
![]()
![]()
![]()
![]()
P15 – P25 / M15 – M25 / K15 – K30 / S10 – S25
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour l’usinage des aciers, des aciers inoxydables et de la fonte dans des conditions de coupe générales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et l’inox
Corps d'outil
Type de tige

EPTN07/12 (ø18 – ø40 mm)
Porte-outil de type cylindrique pour le fraisage 90°

Exemples pratiques
Exemple #1
Industrie automobile
| Partie: | Vilebrequin |
| Matériau: | S55C / C55 |
| Outil: | TPTN12M160B40.0R10N (ø160, z = 10) |
| Plaquette: | TNMU120708PER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 135 (m/min) fz = 0.157 (mm/t) Vf = 420 (mm/min) ap = 3 (mm) ae = 125 (mm) Application: fraisage 90° Liquide de refroidissement : coup d’air Machine: alésage horizontal M/C, BT50 |

Exemple #2
Ingénierie générale
| Partie: | Partie machine |
| Matériau: | SUS304 / X5CrNi18-9 |
| Outil: | EPTN07M025C25.0R04 (ø25, z = 4) |
| Plaquette: | TNMU070308PER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 196 m/min fz = 0.13 mm/t Vf = 1298 mm/min ap = 2 mm ae = 25 mm Application: Rainurage Liquide de refroidissement : air Machine: Horizontal M/C, BT40 |

Exemple #3
Industrie automobile
| Partie: | Logement de palier |
| Matériau: | FC250 / GG25 / 250 |
| Outil: | EPTN07M032C32.0R05 (ø32, z = 5) |
| Plaquette: | TNMU070308PER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 320 m/min fz = 0.06 mm/t Vf = 960 mm/min ap = 2 mm ae = 24 mm Application: Rainurage Liquide de refroidissement : air Machine: Horizontal M/C, BT40 |

Conditions de coupe recommandées
Plaquettes taille 07
| ISO | Matériau de la pièce | Dureté | Priorité | Nuance | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
| Aciers carbone SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | Premier choix | AH3225 | 100 – 250 | 0.07 – 0.2 | |
| – 200 HB | Pour la résistance à la rupture | AH3135 | 100 – 250 | 0.07 – 0.2 | ||
| Aciers à haute teneur en carbone, aciers alliés S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | Premier choix | AH3225 | 100 – 230 | 0.07 – 0.15 | |
| – 300 HB | Pour la résistance à la rupture | AH3135 | 100 – 230 | 0.07 – 0.15 | ||
| Aciers prétraités NAK80, PX5, etc. |
30 – 40 HRC | Premier choix | AH3225 | 100 – 180 | 0.07 – 0.15 | |
| 30 – 40 HRC | Pour la résistance à la rupture | AH3135 | 100 – 180 | 0.07 – 0.15 | ||
| Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. |
– | Premier choix | AH3135 | 90 – 200 | 0.07 – 0.15 | |
| – | Pour la résistance à l’usure | AH3225 | 90 – 200 | 0.07 – 0.15 | ||
| Fontes grises FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | Premier choix | AH120 | 140 – 250 | 0.07 – 0.2 | |
| 150 – 250 HB | Pour la résistance à la rupture | AH3225 | 140 – 250 | 0.07 – 0.2 | ||
| Fontes ductiles FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | Premier choix | AH120 | 110 – 200 | 0.07 – 0.15 | |
| 150 – 250 HB | Pour la résistance à la rupture | AH3225 | 110 – 200 | 0.07 – 0.15 | ||
| Alliages titane Ti-6Al-4V, etc. |
– | Premier choix | AH3135 | 20 – 60 | 0.07 – 0.15 | |
| Alliages résistants à la chaleur Inconel 718, etc. |
– | Premier choix | AH120 | 20 – 40 | 0.07 – 0.1 |
Size 12 inserts
| ISO | Workpiece material | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
| Carbon steel SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | First choice | AH3225 | MJ | 100 – 250 | 0.08 – 0.3 | |
| – 200 HB | For fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.3 | ||
| – 200 HB | For wear resistance | T3225 | MJ | 100 – 300 | 0.08 – 0.3 | ||
| – 200 HB | Low cutting force | AH3225 | NMJ | 100 – 250 | 0.08 – 0.14 | ||
| High Carbon steel, Alloy steel S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | MJ | 100 – 230 | 0.08 – 0.3 | |
| – 300 HB | For fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.3 | ||
| – 300 HB | For wear resistance | T3225 | MJ | 100 – 280 | 0.08 – 0.3 | ||
| – 300 HB | Low cutting force | AH3225 | NMJ | 100 – 230 | 0.08 – 0.14 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 180 | 0.08 – 0.25 | |
| 30 – 40 HRC | For fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.25 | ||
| 30 – 40 HRC | For wear resistance | T3225 | MJ | 100 – 200 | 0.08 – 0.25 | ||
| 30 – 40 HRC | Low cutting force | AH3225 | NMJ | 100 – 180 | 0.08 – 0.14 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | MJ | 90 – 200 | 0.08 – 0.25 | |
| – | For wear resistance | T3225 | MJ | 90 – 250 | 0.08 – 0.25 | ||
| – | Low cutting force | AH3135 | NMJ | 90 – 200 | 0.08 – 0.14 | ||
| Grey cast iron FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 140 – 250 | 0.08 – 0.3 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 140 – 250 | 0.08 – 0.3 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 140 – 300 | 0.08 – 0.3 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 140 – 250 | 0.08 – 0.14 | ||
| Ductile cast iron FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 110 – 200 | 0.08 – 0.25 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 110 – 200 | 0.08 – 0.25 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 110 – 250 | 0.08 – 0.25 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 110 – 200 | 0.08 – 0.14 | ||
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH3135 | MJ | 20 – 60 | 0.08 – 0.2 | |
| – | Low cutting force | AH3135 | NMJ | 20 – 60 | 0.08 – 0.14 | ||
| Heat-resistant alloys Inconel 718, etc. |
– | First choice | AH8015 | MJ | 20 – 40 | 0.07 – 0.18 | |
| – | Low cutting force | AH8015 | NMJ | 20 – 40 | 0.07 – 0.14 |
Note: For NMJ chipbreaker, use a feed rate that satisfi es the following theoretical chip thickness:
| Designation | Chip thickness (mm) |
| TNMU120708PER-NMJ | < 0.2 |

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils