

Fraises grande avance avec six arêtes de coupe |
 |
Dotées d’une conception de coupe robuste pour une productivité élevée.


Applications & Fonctionnalités
Applications







Fonctionnalités
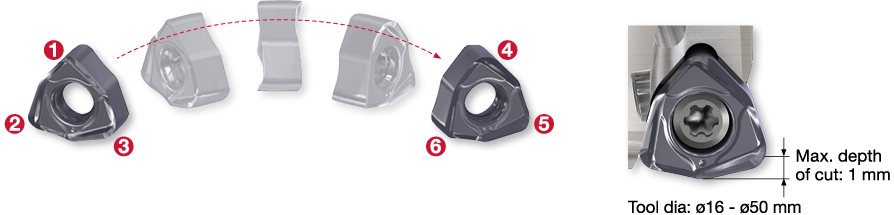
1. – Plaquettes économiques double face avec six arêtes de coupe
– 1.5 à 3 fois plus d’arêtes de coupe par plaquette par rapport aux plaquettes de fraisage à grande avance conventionnelles.
– Coût par plaquette réduit lors de l’usinage d’aciers inoxydables et de matériaux difficiles, où les plaquettes présentent une usure rapide.
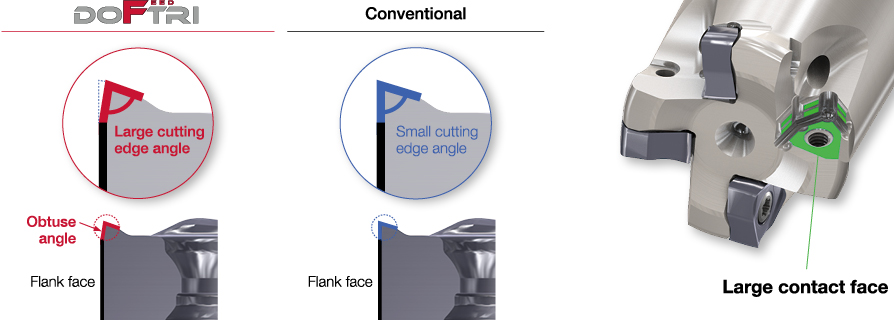
2. Conçu pour la fiabilité et la stabilité de l’outil
– La conception robuste de l’arête de coupe forme un angle obtus qui élimine la rupture de la plaquette pendant l’usinage.
– Une grande surface de contact sur le siège de la plaquette assure une rétention sûre de celle-ci.
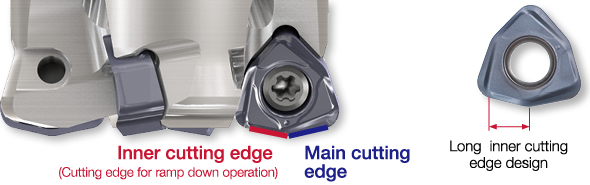
3. Excellente capacité de montée en puissance
– Un bord de coupe intérieur plus long permet des capacités de décélération plus élevées pour favoriser une productivité plus élevée.
– L’augmentation des angles de rampe maximale permet d’augmenter la productivité dans les opérations de rampe linéaire et hélicoïdale.
Plaquettes & Nuances
Plaquettes
Nuances principales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et inox
AH8015
![]()
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Premier choix pour l’usinage des alliages résistants à la chaleur dans des conditions de coupe générales
Corps d'outil

Type modulaire

HXWX03 (ø16 – ø40 mm)
Embout modulaire (TungFlex) pour le fraisage à grande avance
Bore Type

TXWX03 / 06 (ø40 – ø80 mm)
Embout d’alésage pour le fraisage à grande avance
Exemples pratiques
Exemple #1
| Type de pièce: | Partie structurelle de machine |
| Matière usinée: | SS400 / E275A |
| Outil: | EXWX03M020C20.0R03 (ø20 mm, z = 3) |
| Plaquette: | WXMU0303ZER-MM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 180 (m/min) fz = 0.9 (mm/t) ap = 0.5 (mm) ae = 20 (mm) Usinage: Rainurage, Contournage Arrosage: A sec Machine: CU vertical, BT40 |

Exemple #2
| Type de pièce: | Pièce d’équipement lourd |
| Material: | SM400 / E235A |
| Outil: | EXWX03U1.00C1.00R04 (ø25.4 mm, z = 4) |
| Plaquette: | WXMU0303ZER-MM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 255 (m/min) fz = 0.28 (mm/t) ap = 1 (mm) ae = 25.4 (mm) Usinage: Lamage Arrosage: Avec Machine: CU vertical, CAT40 |

Exemple #3
| Type de pièce: | Pièce de machine |
| Matière usinée: | S45C / C45 |
| Outil: | EXWX03M025C25.0R04 (ø25 mm, z = 4) |
| Plaquette: | WXMU0303ZER-MM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 0.5 (mm) ae = 25 (mm) Usinage: Rainurage, Contournage Arrosage: A sec Machine: CU vertical, BT40 |

Conditions de coupe recommandees
Insert size 03
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø16, CICT = 2 | ø20, CICT = 3 | ø25, CICT = 4 | ø32, CICT = 5 | ø40, CICT = 6 | ø50, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 2,986 | 4,180 | 2,389 | 5,016 | 1,911 | 5,350 | 1,493 | 5,225 | 1,194 | 5,016 | 955 | 5,350 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1 | Vc = 150 m/min, fz = 0.7 mm/t | ||||||||||||||||
 |
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH130 | MS | 80 – 150 | 0.5 – 1 | 2,389 | 2,389 | 1,911 | 2,866 | 1,529 | 3,057 | 1,194 | 2,986 | 955 | 2,866 | 764 | 3,057 | |
| Low cutting force | AH130 | ML | 0.5 – 0.8 | Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH130 | MS | 50 – 120 | 0.3 – 1 | 1,990 | 1,194 | 1,592 | 1,433 | 1,274 | 1,529 | 995 | 1,493 | 796 | 1,433 | 637 | 1,529 | ||
| Low cutting force | AH130 | ML | 0.3 – 0.8 | Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 2,986 | 5,971 | 2,389 | 7,166 | 1,911 | 7,643 | 1,493 | 7,464 | 1,194 | 7,166 | 955 | 7,643 | ||
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||
 |
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH130 | MS | 30 – 60 | 0.3 – 0.7 | 796 | 637 | 637 | 764 | 510 | 815 | 398 | 796 | 318 | 764 | 255 | 815 | |
| For impact resistance | AH130 | MM | Vc = 40 m/min, fz = 0.4 mm/t | |||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 597 | 239 | 478 | 287 | 382 | 306 | 299 | 299 | 239 | 287 | 191 | 306 | ||
| Low cutting force | AH8015 | ML | 0.1 – 0.25 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 2,389 | 1,433 | 1,911 | 1,720 | 1,529 | 1,834 | 1,194 | 1,791 | 955 | 1,720 | 764 | 1,834 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 1,194 | 239 | 955 | 287 | 764 | 306 | 597 | 299 | 478 | 287 | 382 | 306 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
Insert size 06
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø40, CICT = 4 | ø50, CICT = 4 | ø52, CICT = 6 | ø63, CICT = 5 | ø66, CICT = 7 | ø80, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH3135 | MM | 80 – 150 | 0.5 – 1 | 955 | 1,911 | 764 | 1,529 | 735 | 2,205 | 607 | 1,517 | 579 | 2,027 | 478 | 1,911 | |
| Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH3135 | MM | 50 – 120 | 0.3 – 1 | 796 | 955 | 637 | 764 | 612 | 1,102 | 506 | 758 | 483 | 1,013 | 398 | 955 | ||
| Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||||||
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For impact resistance | AH3225 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 1,194 | 4,777 | 955 | 3,822 | 919 | 5,512 | 758 | 3,791 | 724 | 5,067 | 597 | 4,777 | ||
| For impact resistance | AH3225 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MM | 30 – 60 | 0.3 – 0.7 | 318 | 510 | 255 | 408 | 245 | 588 | 202 | 404 | 193 | 540 | 159 | 510 | |
| Vc = 40 m/min, fz = 0.4 mm/t | ||||||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 239 | 191 | 191 | 153 | 184 | 220 | 152 | 152 | 145 | 203 | 119 | 191 | ||
| Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||||
|
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 955 | 1,146 | 764 | 917 | 735 | 1,323 | 607 | 910 | 579 | 1,216 | 478 | 1,146 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 478 | 191 | 382 | 153 | 367 | 220 | 303 | 152 | 290 | 203 | 239 | 191 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils