

Perceuse à tête interchangeable pour percer de grands trous |
 |
Concept de serrage unique et deux arêtes de coupe efficaces sur la tête de forage pour une excellente qualité de trou et une productivité élevée


Applications & Fonctionnalités
Applications

Fonctionnalités
1. Deux arêtes de coupe efficaces
- L’embout de forage à deux arêtes de coupe efficaces offre une productivité et une fiabilité élevées
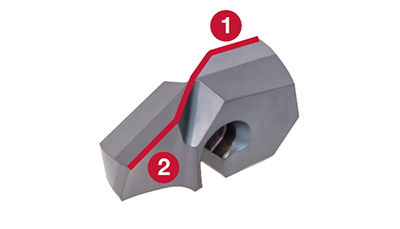
2. Système de serrage unique
- Le changement de l’embout de perçage est possible sans retirer le corps de perçage du porte-outil ou de la broche et élimine ainsi les réajustements.
- L’embout de forage de forme asymétrique garantit non seulement la stabilité dans l’usinage lourd, mais également l’installation de l’embout de forage à l’épreuve des erreurs.
- Le corps du foret dispose d’une large zone d’appui pour l’embout de forage pour un serrage rigide de la plaquette.

Plaquettes & Nuances
Plaquettes
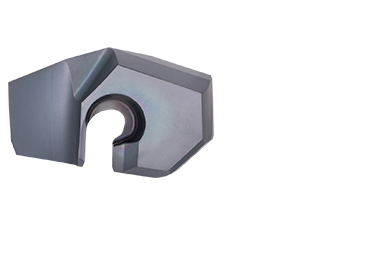
SMP (ø20 – ø41 mm)
- Usage général
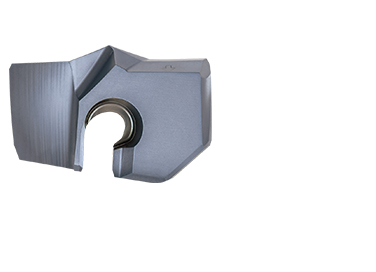
SMF (ø20 – ø41 mm)
- Fournit une plus grande résistance aux forces radiales, améliore la stabilité d’usinage lors du perçage de surfaces irrégulières ou de pièces à faible rigidité
- Enveloppé de la nuance PVD résistant à l’usure, AH9130
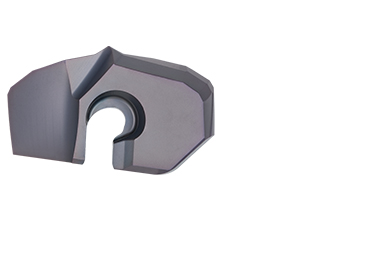
SMC (ø20 – ø33 mm)
- Pre-drilling is unnecessary
- Outstanding drilling stability
- Sophisticated geometry prevents cutting edge fracture and burr formation on the workpiece
Nuances
AH725
![]()
![]()
![]()
![]()
-
P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
-
Bel équilibre entre résistance à l’usure et à l’écaillage
-
Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Haute résistance à l’usure
- Conçu pour percer divers matériaux
Corps de foret

Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Vanne |
| Matériau: | SUS304 / X5CrNi18-9 |
| Embout: | TIS300F40-5 |
| Embout: | SMP300 |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 60 (m/min) f = 0.25 (mm/rev) Vf = 160 (mm/min) H = 120 (mm) Machine: Horizontal M/C |

Exemple #2
Industrie lourde
| Partie: | Anneau d’orientation |
| Matériau: | SCM440 / 42CrMo4 |
| Foret: | TIS330F40-5 |
| Embout: | SMP331 |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 100 (m/min) f = 0.4 (mm/rev) Vf = 380 (mm/min) H = 150 (mm) Machine: Vertical M/C |

Conditions de coupe recommandées
SMP / SMF
| ISO |
Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
||
|---|---|---|---|---|---|
| Vc (m/min) | ø20 – 29.9 | ø30 – 35.9 | ø36 – 41 | ||
 |
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
 |
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
40 – 80 | 0.15 – 0.3 | 0.2 – 0.3 | 0.2 – 0.35 |
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 | |
 |
Non ferrous materials | 100 – 200 | 0.4 – 0.6 | 0.4 – 0.6 | 0.5 – 0.7 |
 |
Heat-resistant alloys Inconel718, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
| Titanium alloys Ti-6AI-4V, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 | |
 |
Hard materials | 20 – 60 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
SMC
| ISO | Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
|---|---|---|---|
| Vc (m/min) | ø26 – 33 | ||
|
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | |
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | |
|
Hard materials | 20 – 60 | 0.1 – 0.2 |
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils