Iwaki, Japon – Décembre, 2024 – Tungaloy Corporation (Président : Satoshi Kinoshita, Siège social : Iwaki City, Préfecture de Fukushima) annonce l’extension de sa série de tournage pour l’usinage des métaux non ferreux, avec l’ajout de 19 nouvelles plaquettes ISO en grade DX160, équipées d’un brise-copeaux innovant en 3 dimensions, optimisé pour un meilleur contrôle des copeaux et une durée de vie prolongée de l’outil.
Défis et Tendances
Ces dernières années, l’usinage des métaux non ferreux, tels que les alliages d’aluminium et le cuivre, est devenu de plus en plus important dans les industries de l’automobile et de la mécanique de précision. Cela est particulièrement vrai pour des composants tels que les couvercles de pompe à huile et les pistons dans les pièces automobiles, ainsi que les boîtiers de lentilles de caméra dans les instruments de précision, où des propriétés légères et une haute précision sont essentielles. Cependant, les métaux non ferreux ont tendance à générer des copeaux qui adhèrent à la pièce pendant le traitement, ce qui peut affecter la qualité de la surface usinée. De plus, le remplacement fréquent des outils en raison de l’usure et les défauts d’usinage représentent des défis importants en termes de productivité et d’efficacité des coûts.
Pour répondre à ces défis et conditions du marché, le grade DX160 offre une excellente résistance à l’usure et une stabilité de l’arête de coupe, garantissant une longue durée de vie de l’outil et des performances d’usinage stables. De plus, l’ajout des plaquettes avec brise-copeaux 3D améliore le contrôle des copeaux, facilitant l’automatisation des opérations. Cela réduit les défauts de surface et abaisse le taux de défauts, permettant une production cohérente de surfaces usinées de haute qualité. Par conséquent, cela contribue à améliorer l’efficacité de la production et la qualité pour les utilisateurs.
Vue d’ensemble du produit
La série “Non-Ferrous Metal Machining” de Tungaloy est une gamme complète de plaquettes spécifiquement conçues pour les opérations de tournage sur les métaux non ferreux. La série comprend des grades PCD (DX110, DX160, DX200) et des grades en carbure (KS05F, TH10), permettant de choisir le grade optimal en fonction des exigences d’usinage. De plus, tant les plaquettes PCD que les plaquettes en carbure sont dotées de conceptions de brise-copeaux adaptées à leurs applications respectives. En particulier, pour les alliages d’aluminium qui posent des problèmes de contrôle des copeaux, le brise-copeaux 3D résout efficacement les problèmes d’évacuation des copeaux difficiles.
Ces plaquettes conviennent à un large éventail d’industries – automobile, aérospatial, et fabrication de semi-conducteurs – et permettent des opérations d’usinage à grande vitesse et des coupes profondes. Elles contribuent de manière significative à améliorer la productivité et à réduire les coûts. Les grades PCD comme le DX200 offrent une résistance exceptionnelle à l’usure et des performances remarquables même lors de l’usinage de matériaux difficiles à traiter.

Avantages et Caractéristiques
Caractéristique 1 : Résistance à l’usure et polyvalence d’usinage du DX160
Le DX160 est un grade à haute teneur en diamant qui excelle par sa résistance à l’usure. Cela permet de prolonger la durée de vie de l’outil et de réduire potentiellement les coûts de production.
Sa structure diamantée à gros grains permet une compatibilité avec une large gamme de matériaux, y compris les alliages non ferreux (tels que l’aluminium et le cuivre).
Le design de l’arête tranchante conserve la netteté plus longtemps par rapport à d’autres grades de diamant ultra-fin, offrant des finitions de surface de haute qualité dans l’usinage des alliages non ferreux.

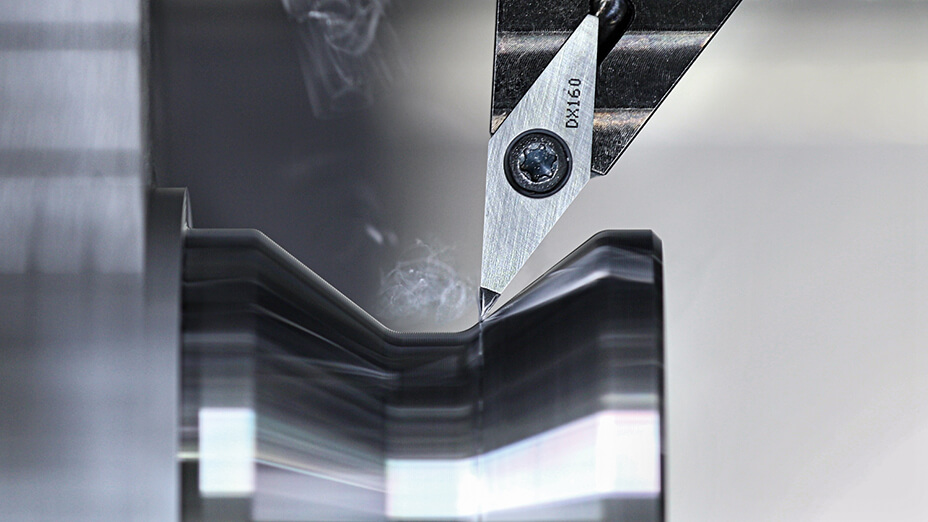
Caractéristique 2 : Performance de contrôle des copeaux du brise-copeaux NS
Le brise-copeaux 3D conçu de manière unique assure un excellent contrôle des copeaux sur une large gamme de profondeurs de coupe, améliorant ainsi la stabilité de l’usinage.
Du dégrossissage à la finition, une seule plaquette peut gérer l’ensemble du processus, réduisant ainsi les changements d’outils et améliorant l’efficacité de la production.
Le design du brise-copeaux avec un grand angle de coupe et la compatibilité avec des zones de coupe peu profondes guide efficacement les copeaux, minimisant ainsi les problèmes de contrôle des copeaux pendant l’usinage.

Performances de coupe
Performance de contrôle des copeaux dans l’usinage de A5056

| Plaquette | 1QP-DCGT11T304-NS |
| Porte-outil | SDJCL2525M11 |
| Matériau de la pièce | A5056 |
| Vitesse de coupe | Vc = 1,000 m/min |
| Avance | f = 0.1 mm/rev |
| Profondeur de coupe | ap = 0.5 mm |
| Application | Tournage extérieur, coupe continue |
| Refroidissement | Humide |
Performance de contrôle des copeaux dans l’usinage de A6061
")
| Plaquette | 1QP-VCGT160402-NS |
| Porte-outil | SVJCR2525M16 |
| Matériau de la pièce | A6061 / AlMg1SiCu |
| Vitesse de coupe | Vc = 500 m/min |
| Avance | f = 0.08 mm/rev |
| Profondeur de coupe | ap = 0.5 mm |
| Application | Tournage extérieur, coupe continue |
| Refroidissement | Humide |
Success Stories
AMÉLIORATION DU CONTRÔLE DES COPEAUX
Le DX160 avec brise-copeaux NS a éliminé l’entrelacement des copeaux, ce qui était le cas avec la plaquette PCD du concurrent sans brise-copeaux.
| Industrie | Ingénierie |
| Composant | Tuyau |
| Code ISO du matériau | N – Métal non ferreux |
| Machine (type de broche) | Tour CNC |
| Famille d’outils | Tournage |
| Catégorie d’outils | Tournage extérieur |
| Nom du produit | DX160 |
| TSR No. | 5093T |