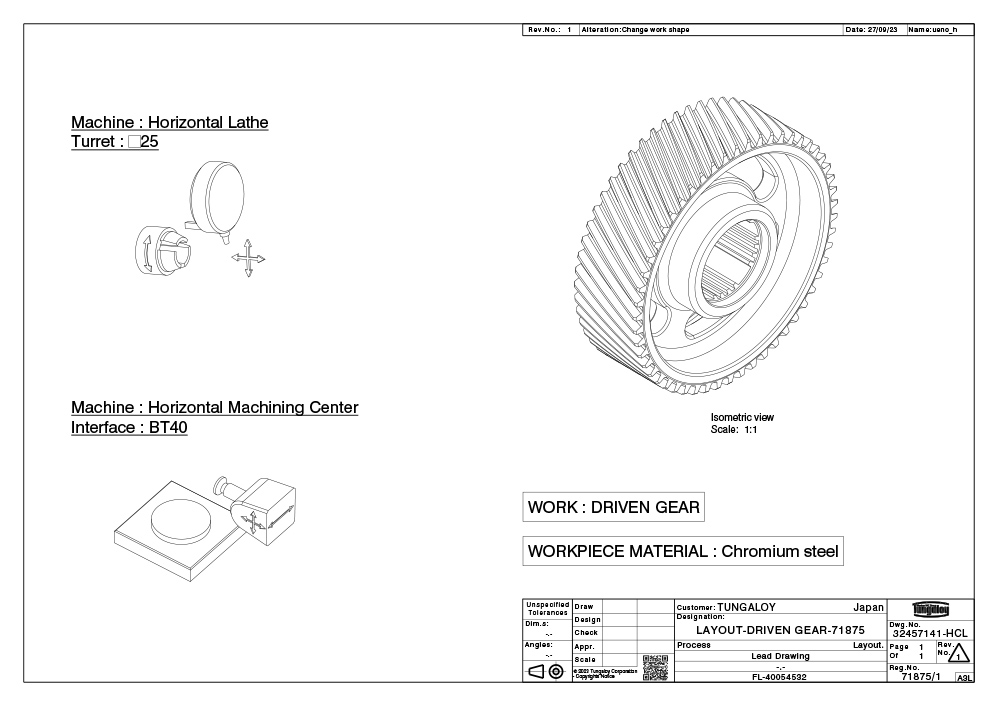
Automobile – Engrenages
L’engrenage entraîné, comme son nom l’indique, désigne l’engrenage d’un mécanisme qui reçoit de l’énergie.
En règle générale, il reçoit sa puissance de l' »engrenage d’entraînement » et transmet cette puissance à d’autres parties de la machine ou du mécanisme. Les engrenages, également appelés roues dentées, transmettent la puissance par l’engrènement de leurs dents, un mouvement crucial pour d’innombrables dispositifs et équipements mécaniques. Toutefois, ce processus précis de transmission de puissance ne peut être réalisé sans les techniques d’usinage appropriées.
Pour la fabrication des engrenages, on utilise souvent des matériaux relativement tendres, comme l’acier à faible teneur en carbone. Ces matériaux peuvent produire des copeaux longs et continus pendant la coupe, ce qui présente des risques tels que l’enchevêtrement des copeaux sur les outils et l’entrave au transport correct de la pièce à usiner.
L’élimination efficace des copeaux contribue à la stabilisation du processus, au maintien de la qualité de l’engrenage entraîné et à l’amélioration de l’efficacité de la production. Un usinage précis et efficace soutient le rôle vital de la roue dentée et est essentiel pour maximiser les performances de l’ensemble de la machine.

Concepts d’outillage
- L’application du tournage à grande avance en retour (traction) à l’aide d’AddMultiTurn permet un usinage à haut rendement.
- Obtenez un usinage à haut rendement grâce à la haute rigidité d’AddForceCut, même en cas d’opération avec un long porte-à-faux.
- Améliorer la productivité grâce aux changements d’outils rapides de TungMeister.
Processus à l’honneur
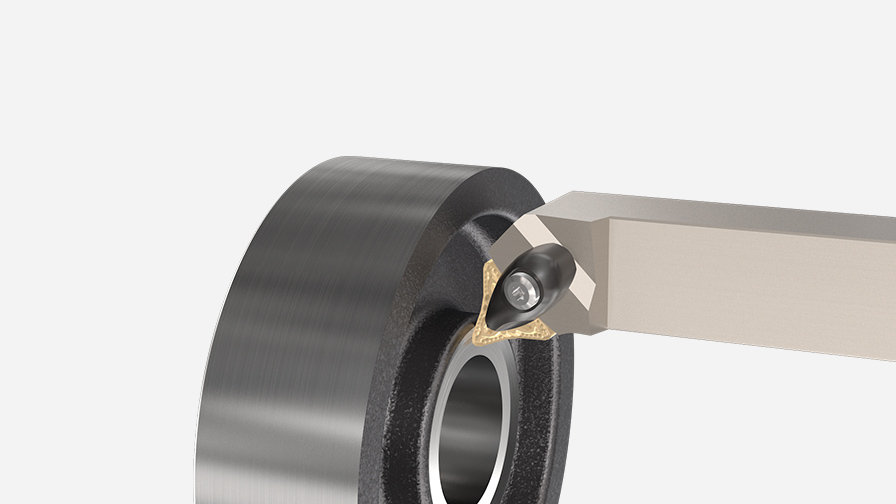
Processus 1 : Finition du tournage extérieur et du tournage de face
Avantages
- La géométrie de l’arête à grande avance avec le tournage arrière permet un usinage très efficace, surpassant les outils ISO conventionnels d’environ 200 % dans les opérations de tournage.
- Dans l’usinage d’ébauche, où une grande efficacité d’usinage est requise, on utilise le contre-tournage, et dans l’usinage de finition, où la rugosité de la surface est critique, on utilise le tournage frontal. L’utilisation efficace de deux types d’arêtes de coupe en fonction des conditions d’usinage et de l’application permet d’améliorer la productivité.
- Le système de serrage de plaquettes Y-PRISM, connu pour son caractère unique et sa robustesse, assure une excellente rigidité de serrage. Cette caractéristique permet un usinage multidirectionnel stable et facilite un traitement à haut rendement.
![]()

6C-TOMG-TM
- Économique avec une spécification double face à 6 coins.
- La nuance T9215 assure une résistance exceptionnelle à l’usure et à la rupture dans les opérations de tournage de l’acier, ce qui permet d’obtenir des performances exceptionnelles.

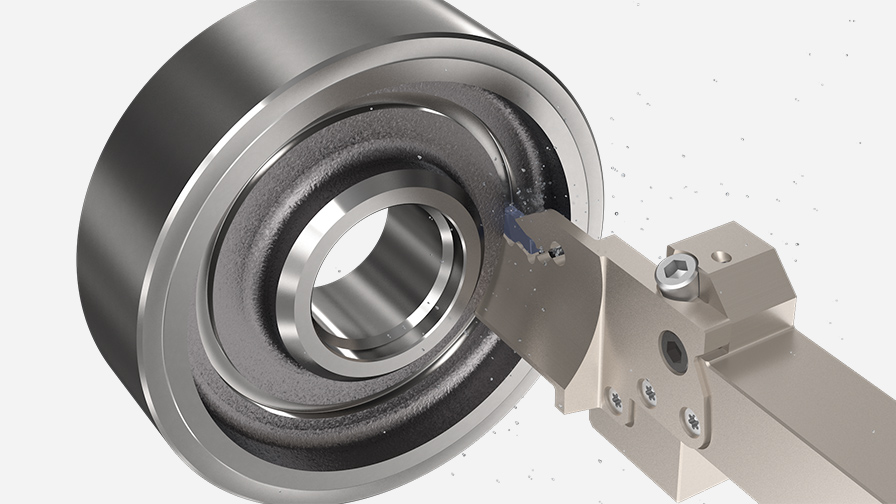
Processus 2 : Rainurage de la face de finition
Avantages
- Appliquer un support à haute rigidité avec une épaisseur accrue sur le dos de la plaquette. Permet un rainurage de face sûr pour les rainures profondes.
- Serrer fermement avec des vis de serrage positionnées de manière optimale. La rigidité élevée de l’outil garantit une stabilité exceptionnelle, même en cas de fraisage de rainures en bout et d’usinage en avance latérale.
- Assure l’alimentation en liquide de refroidissement de la rainure pendant l’usinage pour favoriser l’évacuation des copeaux. Réaliser un usinage stable.
![]()

QTX chipbreaker
- Grâce à une position optimisée des protubérances, le brise-copeaux est capable de capturer les copeaux et de former des boucles idéales quelle que soit la vitesse d’alimentation.
- La partie concave au centre du brise-copeaux comprime la largeur des copeaux. Le rétrécissement de la largeur des copeaux améliore l’évacuation des copeaux.

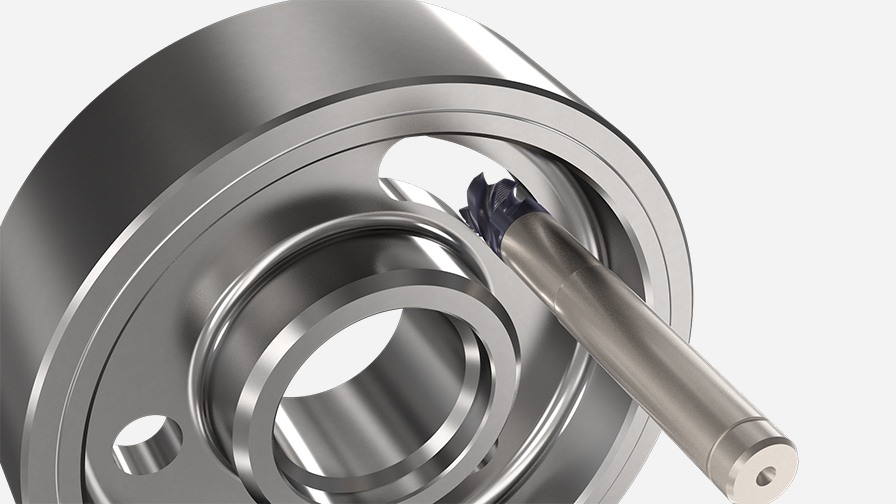
Processus 3 : Fraisage de finition des rainures
Avantages
- L’arête d’ébauche présente une arête de coupe d’ébauche ondulée tout en ayant un diamètre extérieur plus petit que l’arête de finition. Cette spécification permet d’obtenir des surfaces de finition équivalentes à celles des fraises carrées tout en conservant une productivité élevée grâce aux performances anti-vibration des fraises d’ébauche.
- Réduction considérable des temps d’arrêt machine grâce à l’interchangeabilité des têtes. Il n’est pas nécessaire d’ajuster la saillie ou d’autres tâches similaires, car seule la tête doit être remplacée.
- Grâce à la contrainte de la double face du cône et de la face d’extrémité, la reproductibilité et la précision sont maintenues à un niveau élevé.
![]()

VEE-C head
- Matériau polyvalent offrant à la fois des performances de coupe élevées et une longue durée de vie.
- Revêtement solide sur les arêtes vives, avec une forte adhérence et une excellente rétention des arêtes.

Processus 4 : Finition du chanfreinage
Avantages
- Application d’une tête VCW capable d’effectuer un chanfreinage arrière en plus du chanfreinage de surface. Cela permet de traiter les surfaces avant et arrière avec le même outil, contribuant ainsi à la consolidation des outils.
- Réduire considérablement les temps d’arrêt de la machine grâce à l’interchangeabilité des têtes. Il n’est pas nécessaire d’ajuster la saillie ou d’autres tâches similaires, car seule la tête doit être remplacée.
- Grâce à la contrainte de double face du cône et de la face d’extrémité, la reproductibilité et la précision sont maintenues à un niveau élevé.
![]()

VCW-02 head
- Matériau polyvalent offrant à la fois des performances de coupe élevées et une longue durée de vie.
- Revêtement solide sur les arêtes vives, avec une forte adhérence et une excellente rétention des arêtes.

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.