

Excellente finition de surface et précision des parois lors du fraisage d’épaulement |
 |
Arêtes de coupe hélicoïdales et grand angle de coupe axial sur la plaquette pur une coupe douce en semi-finition

Applications & Fonctionnalités
Applications










Fonctionnalités
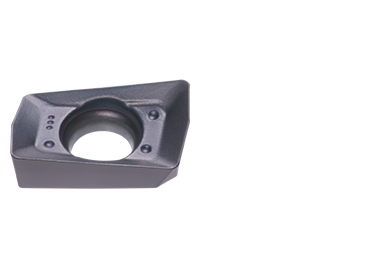
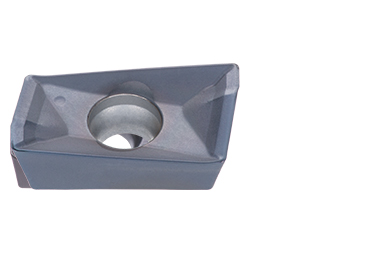
1. Plaquettes
• Arête de coupe hélicoïdale pour une grande précision de paroi
• Bord Wiper pour un excellent état de surface
• Angle de coupe optimisé pour la netteté et la fiabilité
• 4 types de brise-copeaux pour une large gamme d’applications
• Plage de rayon d’angle jusqu’à 3,2 mm (0.126″).
• Disponible en revêtement DLC et plaquettes CERMET
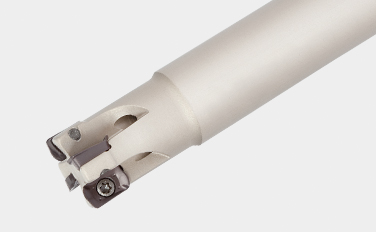
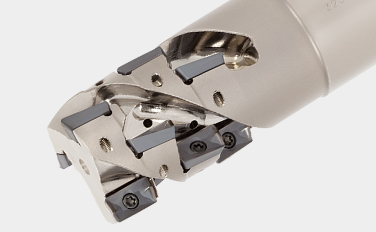
2. Corps de fraise
• Trous d’aération pour une meilleure évacuation des copeaux
• Disponible en fraises à pas grossier et à pas court et à tige longue
Plaquettes & Nuances
Plaquettes
AO*T07/18
- Profondeur de coupe maximale
– AO*T07: 7 mm
– AO*T18: 16.7 mm
AS*T11
- Profondeur de coupe maximale: 10.6 mm

ASGW11
- Profondeur de coupe maximale: 4.5 mm
Nuances principales
AH3225
![]()
![]()
-
Bel équilibre entre résistance à l’usure et à la rupture
-
Convient pour les aciers et l’inox
T1215
![]()
-
Bel équilibre entre résistance à l’usure et à l’écaillage
-
Convient pour le fraisage des fontes
DX110
![]()
-
Excellente netteté pour une qualité de surface élevée
-
Convient pour la finition de métaux non ferreux et non métalliques
Corps d'outil
Type de tige
EPO (ø12 – ø63mm)
Fraises carrées à 90° de haute précision
- EPO07
– Diamètre outil: ø12 – ø28 mm
– Plaquette: AO*T07 - EPO11
– Diamètre outil: ø12 – ø50 mm
– Plaquette: AS*T11 / ASGW11 - EPO18
– Diamètre outil: ø25 – ø63 mm
– Plaquette: AO*T18
Type de tige
ELS11 (ø25 – ø40mm)
Fraises embout hautement productives pour l’ébauche
– Plaquette: AS*T11
Type modulaire

HPO (ø12 – ø32mm)
Fraises carrées à 90° de haute précision (TungRec) avec TungFlex
- HPO07
– Diamètre outil: ø12 – ø25 mm
– Plaquette: AO*T07 - HPO11
– Diamètre outil: ø20 – ø32 mm
– Plaquette: AS*T11 / ASGW11
Type d’alésage

TPO (ø32 – ø160 mm)
Fraises carrées à 90° de haute précision
- TPO07
– Diamètre outil: ø32 – ø50mm
– Plaquette: AO*T07 - TPO11
– Diamètre outil: ø40 – 100 mm
– Plaquette: AS*T11 / ASGW11 - TPO18
– Diamètre outil: ø40 – ø160mm
– Plaquette: AO*T18
Type d’alésage

TLS11 (ø50mm)
Fraises carrées 90° hautement productives pour l’ébauche
– Plaquette: AS*T11
Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Pièces machine |
| Matériau: | SCM440 / 42CrMo4 |
| Corps d’outil: | TPO07R040M16.0E10 (ø40, z = 10) |
| Plaquette: | AOMT070208PDPR-MJ |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 130 (m/min) fz = 0.1 (mm/t) Vf = 1000 (mm/min) ap = 3.0 (mm) ae = ~ 30 (mm) Application: fraisage 90° Liquide de refroidissement : à sec Machine: Vertical MC, BT40 |

Exemple #2
Ingénierie générale
| Partie: | Pièces compresseur |
| Matériau: | SS400 / E275A |
| Corps d’outil: | EPS11033RSB (ø33, z = 5) |
| Plaquette: | ASMT11T304PDPR-MJ |
| Nuance: | NS740 |
| Conditions de coupe: | Vc = 150 (m/min) fz = 0.13 (mm/t) Vf = 940 (mm/min) ap = 5 (mm) ae = 15 (mm) Application: fraisage 90° Liquide de refroidissement : à sec Machine: Vertical MC, BT50 |

Exemple #3
Ingénierie générale
| Partie: | Pièces machine |
| Matériau: | SS400 / E275A |
| Corps d’outil: | TLS11R050M22.0E04 |
| Plaquette: | ASMT11T308PDPR-MJ |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 150 (m/min) fz = 0.17 (mm/t) Vf = 649 (mm/min) ap = 40 (mm) ae = 5 (mm) Application: fraisage 90° Liquide de refroidissement : à sec Machine: Vertical MC, BT50 |

Conditions de coupe recommandées
TPO07 / EPO07 / HPO07
| ISO | Matériau de la pièce | Dureté HB |
Nuance | Vitesse de coupe Vc (m/min) |
Avance par dent: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|
| MJ | HJ | AJ | |||||
| Aciers bas carbone S15C, etc. C15E4, etc. |
< 200 | AH725 | 90 – 200 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Aciers haut carbone et aciers alliés S55C, SCM440, etc. C55, 42CrMo4, etc. |
200 – 300 | AH725 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Aciers outils SKD11, etc. X153CrMoV12, etc. |
150 – 300 | AH725 | 80 – 120 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. |
– | AH140 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Fontes grises FC250, etc. 250, etc. |
150 – 250 | AH725 | 100 – 180 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Fontes ductiles FCD450, etc. 450-10S, etc. |
150 – 250 | AH725 | 80 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Alliages aluminium Si < 13% |
– | KS15F | 300 – 1000 | – | – | 0.08 – 0.2 | |
| Alliages aluminium Si ≥ 13% |
– | KS15F | 100 – 200 | – | – | 0.08 – 0.2 | |
| Alliages titane Ti-6Al-4V, etc. |
– | AH725 | 20 – 50 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Superalliages Inconel 718, etc. |
– | AH725 | 20 – 35 | 0.05 – 0.08 | 0.2 – 0.6 | – | |
- Pour éliminer l’accumulation excessive de copeaux, utilisez un jet d’air
- Pour éviter l’accumulation d’arêtes sur les arêtes de coupe (usinage de l’aluminium), utilisez un liquide de refroidissement soluble dans l’eau.
- Lors de la coupe d’une surface interrompue ou d’une peau coulée, l’avance par dent (fz) doit être réduite à la valeur inférieure recommandée indiquée dans le tableau ci-dessus.
- Les conditions de coupe sont limitées par la puissance de la machine, la rigidité de la pièce et le rendement de la broche. Lorsque la largeur, la profondeur ou la longueur de porte-à-faux de coupe sont importantes, réglez Vc et fz sur les valeurs recommandées inférieures et vérifiez la puissance et les vibrations de la machine.
TPO11 / EPO11 / HPO11
| ISO | Matériau de la pièce | Dureté HB |
Priorité | Nuance | Vitesse de coupe Vc (m/min) |
Avance par dent: fz (mm/t) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | – | |||||||
| Aciers bas carbone S15C, etc. C15E4, etc. |
< 200 | Premier choix | AH3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | ||
| < 200 | Pour la résistance à l’usure | T3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | |||
| < 200 | Qualité de surface | NS740 | 100 – 250 | 0.05 – 0.15 | – | – | – | |||
| Aciers haut carbone et aciers alliés S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | Premier choix | AH3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | ||
| 200 – 300 | Pour la résistance à l’usure | T3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | |||
| 200 – 300 | Qualité de surface | NS740 | 100 – 200 | 0.05 – 0.12 | – | – | – | |||
| Aciers outil SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | Premier choix | AH3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | ||
| 150 – 300 | Pour la résistance à l’usure | T3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | |||
| Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. |
– | Premier choix | AH3225 | 80 – 200 | – | 0.08 – 0.2 | – | – | ||
| – | Pour la résistance à l’usure | AH130 | 80 – 200 | – | 0.08 – 0.2 | – | – | |||
| Fontes grises FC250, etc. 250, etc. |
150 – 250 | Premier choix | AH120 | 100 – 250 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Pour la résistance à l’usure | T1215 | 100 – 250 | 0.12 – 0.2 | – | – | – | |||
| Fontes ductiles FCD450, etc. 400-15S, etc. |
150 – 250 | Premier choix | AH120 | 80 – 200 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Pour la résistance à l’usure | T1215 | 80 – 200 | 0.12 – 0.2 | – | – | – | |||
| Alliages aluminium Si < 13% |
– | Premier choix | DS1100 | 300 – 1000 | – | – | 0.05 – 0.2 | – | ||
| – | Pour la résistance à l’usure | DX110 | 500 – 2,000 | – | – | – | 0.05 – 0.2 | |||
| Alliages aluminium Si ≥ 13% |
– | Premier choix | DS1100 | 100 – 200 | – | – | 0.05 – 0.2 | – | ||
| – | Pour la résistance à l’usure | DX110 | 200 – 800 | – | – | – | 0.05 – 0.2 | |||
| Alliages de cuivre | – | Premier choix | KS05F | 200 – 500 | – | – | 0.05 – 0.2 | – | ||
| – | Pour résistance à l’usure | DX110 | 200 – 500 | – | – | – | 0.05 – 0.2 | |||
| Alliages titane Ti-6Al-4V, etc. |
– | Premier choix | AH130 | 20 – 60 | 0.08 – 0.13 | – | – | – | ||
| – | Pour résistance à la rupture | AH3225 | 20 – 60 | 0.08 – 0.13 | – | – | – | |||
| Superalliages Inconel718, etc. |
– | Premier choix | AH725 | 20 – 40 | 0.08 – 0.13 | – | – | – | ||
| – | Pour la résistance à la rupture | AH130 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| – | Pour la résistance à l’usure | AH120 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| Aciers trempés | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Premier choix | AH725 | 45 – 70 | 0.04 – 0.08 | – | – | – | |
| SKD11, etc. X153CrMoV12, etc. |
50- 60 HRC | Premier choix | AH725 | 40 – 65 | 0.04 – 0.06 | – | – | – | ||
TLS11 / ELS11
| ISO | Matériau de la pièce | Dureté HB |
Priorité | Nuance | Vitesse de coupe Vc (m/min) |
Avance par dent: fz (mm/t) | ||
|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | ||||||
| Aciers bas carbone S15C, etc. C15E4, etc. |
< 200 | Premier choix | AH3225 | 100 – 250 | 0.10 – 0.18 | – | – | |
| < 200 | Pour résistance à l’usure | T3225 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Aciers haut carbone, aciers alliés S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | Premier choix | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 200 – 300 | Pour résistance à l’usure | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Aciers outils SKD61, etc. X40CrMoV5-1, etc. |
150 – 300 | Premier choix | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 150 – 300 | Pour résistance à l’usure | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. |
– | Premier choix | AH3225 | 100 – 150 | – | 0.08 – 0.15 | – | |
| – | Pour résistance à l’usure | AH130 | 100 – 150 | – | 0.08 – 0.15 | – | ||
| Fontes grises FC250, etc. 250, etc. |
150 – 250 | Premier choix | AH120 | 100 – 250 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Pour résistance à l’usure | T1215 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Fontes ductiles FCD450, etc. 400-15S, etc. |
150 – 250 | Premier choix | AH120 | 80 – 200 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Pour résistance à l’usure | T1215 | 80 – 200 | 0.10 – 0.18 | – | – | ||
| Alliages aluminium Si < 13% |
– | Premier choix | DS1100 | 200 – 500 | – | – | 0.05 – 0.18 | |
| Alliages aluminium Si ≥ 13% |
– | Premier choix | DS1100 | 100 – 200 | – | – | 0.05 – 0.18 | |
| Alliages titane Ti-6AI-4V, etc. |
– | Premier choix | AH130 | 20 – 60 | – | 0.08 – 0.14 | – | |
| – | Pour résistance à la rupture | AH3225 | 20 – 60 | – | 0.08 – 0.14 | – | ||
| Superalliages Inconel718, etc. |
– | Premier choix | AH725 | 20 – 40 | 0.06 – 0.12 | – | – | |
| – | Pour résistance à l’usure | AH130 | 20 – 40 | 0.06 – 0.12 | – | – | ||
| – | Pour résistance à l’usure | AH3225 | 20 – 40 | 0.06 – 0.12 | – | – | ||
- Pour éliminer l’accumulation excessive de copeaux, utilisez un jet d’air
- Pour éviter l’accumulation d’arêtes sur les arêtes de coupe (usinage de l’aluminium), utilisez un liquide de refroidissement soluble dans l’eau.
- Lors de la coupe d’une surface interrompue ou d’une peau coulée, l’avance par dent (fz) doit être réduite à la valeur inférieure recommandée indiquée dans le tableau ci-dessus.
- Les conditions de coupe sont limitées par la puissance de la machine, la rigidité de la pièce et le rendement de la broche. Lorsque la largeur, la profondeur ou la longueur de porte-à-faux de coupe sont importantes, réglez Vc et fz sur les valeurs recommandées inférieures et vérifiez la puissance et les vibrations de la machine
TPO18 / EPO18
| ISO | Matériau de la pièce | Dureté HB | Nuance | Vitesse de coupe Vc (m/min) | Avance par dent: fz (mm/t) | |
|---|---|---|---|---|---|---|
| MJ | AJ | |||||
| Aciers bas carbone S15C, etc. C15E4, etc. | – 200 | AH725 | 100 – 250 | 0.08 – 0.25 | – | |
| Aciers haut carbone, aciers alliés S45C, SCM440, etc. C45, 42CrMo4, etc. | 200 – 300 | AH725 | 100 – 230 | 0.08 – 0.2 | – | |
| Aciers outil SKD61, etc. X40CrMoV5-1, etc. | 150 – 300 | AH725 | 100 – 180 | 0.08 – 0.2 | – | |
| Aciers inoxydables SUS304, etc. X5CrNi18-9, etc. | – | AH140 | 90 – 200 | 0.08 – 0.2 | – | |
| Fontes grises FC250, etc. 250, etc. | 150 – 250 | AH725 | 140 – 250 | 0.08 – 0.25 | – | |
| Fontes ductiles FCD450, etc. 400-15S, etc. | 150 – 250 | AH725 | 110 – 200 | 0.08 – 0.25 | – | |
| Alliages aluminium Si < 13% | – | KS15F | 300 – 1000 | – | 0.05 – 0.25 | |
| Alliages aluminium Si ≥ 13% | – | KS15F | 100 – 200 | – | 0.05 – 0.25 | |
| Alliages titane Ti-6AI-4V, etc. | – | AH725 | 20 – 60 | 0.08 – 0.18 | – | |
| Superaliages Inconel718, etc. | – | AH725 | 20 – 40 | 0.08 – 0.15 | – | |
- Pour éliminer l’accumulation excessive de copeaux, utilisez un jet d’air
- Pour éviter l’accumulation d’arêtes sur les arêtes de coupe (usinage de l’aluminium), utilisez un liquide de refroidissement soluble dans l’eau.
- Lors de la coupe d’une surface interrompue ou d’une peau coulée, l’avance par dent (fz) doit être réduite à la valeur inférieure recommandée indiquée dans le tableau ci-dessus.
- Les conditions de coupe sont limitées par la puissance de la machine, la rigidité de la pièce et le rendement de la broche. Lorsque la largeur, la profondeur ou la longueur de porte-à-faux de coupe sont importantes, réglez Vc et fz sur les valeurs recommandées inférieures et vérifiez la puissance et les vibrations de la machine.
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.