Suppress Chatter and Push the Limits. Roughing and Finishing in One Tool — Combination End Mill

Chatter in slotting, rough surfaces from roughing end mills, the hassle of switching tools between roughing and finishing — Tungaloy’s unique Combination Edge design addresses all these shop floor challenges. With its proprietary edge geometry combining wave-form and straight cutting edges — unavailable from any competitor — it suppresses chatter while handling everything from roughing to finishing in a single tool. The exchangeable-head VEE-C and solid FinishMeister — a 2-line product range covers every application. This article provides a thorough analysis of the Combination Edge’s capabilities, backed by in-house test data and 5 user machining case studies.
What You’ll Learn in This Article
- The biggest challenge in end milling is “chatter” — what the field data reveals
- The key to the solution: What is the Combination Edge?
- Measured data comparison — why it excels in slotting, shoulder milling, and finishing
- Real-world performance: user machining case studies (5 success stories + published case)
- Summary — Suppress chatter and move on to the next cut
1. The Biggest Challenge in End Milling Is “Chatter” — What the Field Data Reveals
What is the challenge that troubles the most shops in end milling today?
The answer is clearly shown in a survey conducted by Tungaloy at a shoulder milling seminar in 2023.
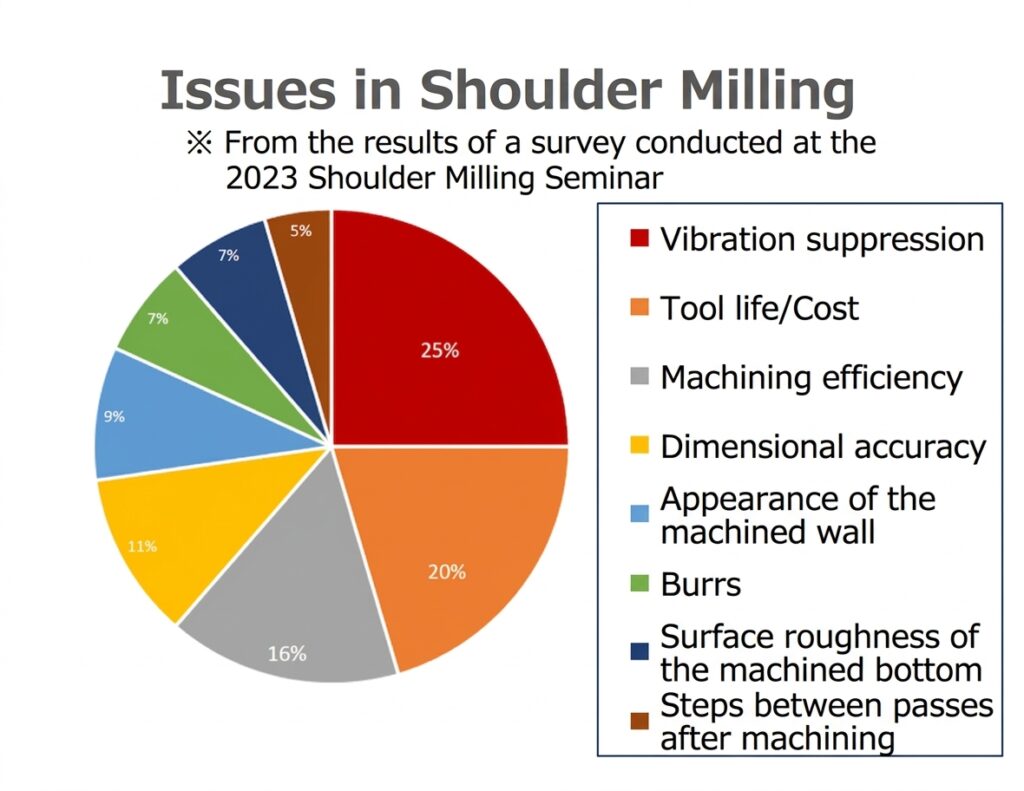
| Rank | Challenge | Percentage |
|---|---|---|
| 1st | Chatter suppression | 25% |
| 2nd | Tool life / Cost | 20% |
| 3rd | Machining efficiency | 16% |
| 4th | Dimensional accuracy | 11% |
| 5th | Wall surface appearance | 9% |
| 6th | Burrs | 7% |
| 7th | Bottom surface roughness | 7% |
| 8th | Step marks between passes | 5% |
1 in 4 respondents cited “chatter suppression” as their top challenge. It ranks firmly in 1st place, ahead of “tool life/cost” (2nd) and “machining efficiency” (3rd).
This survey was for shoulder milling, but the situation is even tougher in slotting. Slotting has structural factors that make chatter more likely than shoulder milling.
- High number of engaged flutes — Maximum simultaneous cutting edges mean cutting resistance far exceeds shoulder milling
- Difficult chip evacuation — Chips tend to accumulate at the slot bottom, risking recutting, heat buildup, and damage
- Chatter amplification — Full-circumference engagement + long overhang makes vibration even more likely
- Breakage risk — In deep slots (1×D or more), tool deflection increases, leading directly to breakage
Meanwhile, many shops default to “the usual general-purpose 4-flute end mill.” According to Tungaloy’s sales data (2022–2025), 4-flute end mills account for 84% of end mill usage by flute count. While chosen almost exclusively for their versatility, 4-flute end mills are not specifically designed for chatter suppression.
How can you suppress chatter while achieving both efficiency and stability in slotting? The answer is the Combination Edge.
2. The Key to the Solution: What Is the Combination Edge?
Combination Edge Structure
The Combination Edge featured in FinishMeister and VEE-C heads is a proprietary edge geometry with wave-form cutting edges and straight cutting edges arranged alternately.
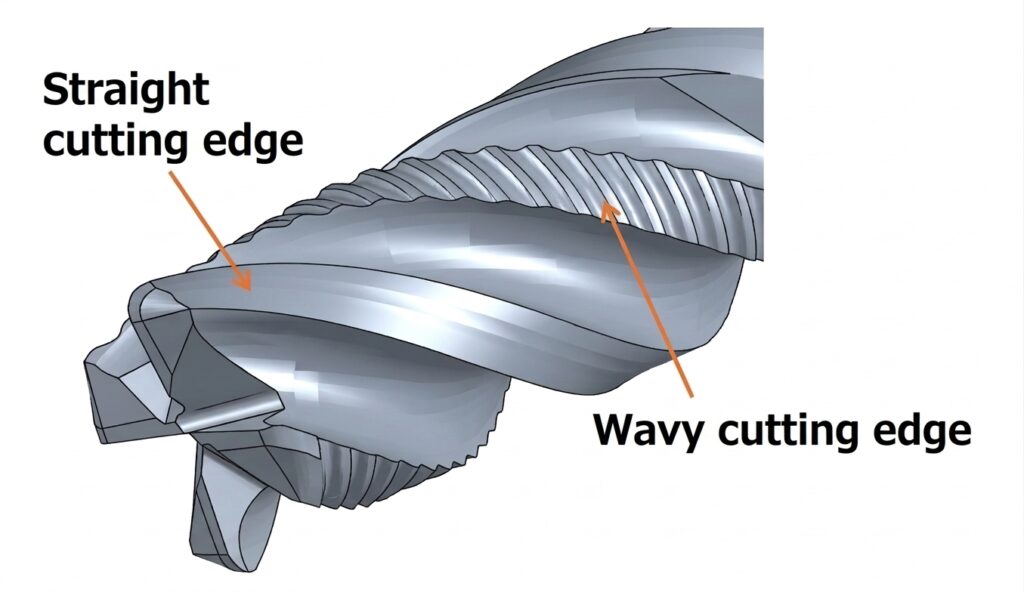
This structure has two distinct roles:
- Wave-form cutting edges — Distribute the contact edge length to reduce cutting resistance. Suppress chatter
- Straight cutting edges — Smooth the surface left by the wave edges, eliminating the rough texture typical of roughing end mills. Ensure surface finish quality
In other words, a single tool simultaneously achieves “reduced resistance in roughing” and “assured surface finish quality.”
How It Differs from Other Edge Types
| Edge Type | Chatter Suppression | Surface Quality | Application Range | Notes |
|---|---|---|---|---|
| General-purpose 4-flute (unequal pitch/lead) | △ | ○ | General purpose (slotting, shoulder milling) | Breakage risk in deep slots |
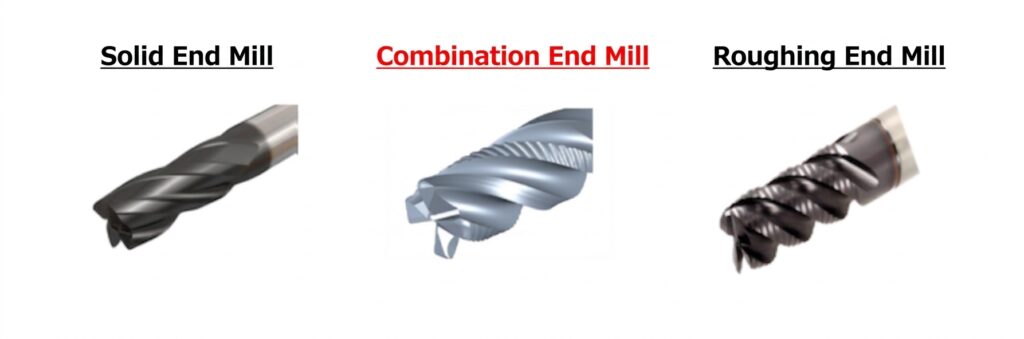
| Roughing | ◎ | × | All roughing operations | Rough surface requires separate finishing tool |
| Combination | ○ | ○ | Slotting to shoulder milling (rough + finish) | Rough to finish in one tool |
POINT
A Unique Edge Geometry Available Only from Tungaloy — 2-Line Product Range
The Combination Edge delivers chatter suppression on par with roughing end mills while achieving surface finish quality close to general-purpose 4-flute end mills. This combination does not exist in any competitor’s products — it is an edge geometry that only Tungaloy can offer.
Combination Edge — 2 Product Lines
Tungaloy offers the Combination Edge across 2 product series. Choose the optimal line based on machining conditions, cost, and application requirements.
| Product | Type | Tool Diameter | Features & Applications | |
|---|---|---|---|---|
 |
VEE-C | Exchangeable head (TungMeister) |
φ10–φ25 | Head replacement reduces running costs. Compatible with high-rigidity shanks for low-rigidity machines |
 |
FinishMeister | Solid | φ6–φ20 | Available from small diameters. Proven track record on multi-tasking machines and long-overhang applications. Published case study at Kondo Iron Works |
Both share the same Combination Edge design philosophy (alternating wave-form + straight edges). While the data and case studies in this article focus primarily on VEE-C, the Combination Edge delivers equally effective results with FinishMeister.
3. Measured Data Comparison — Why It Excels in Slotting, Shoulder Milling, and Finishing
From here, we verify the Combination Edge’s performance across three axes — slotting, shoulder milling, and finishing — using data from extensive cutting tests conducted in-house at Tungaloy.
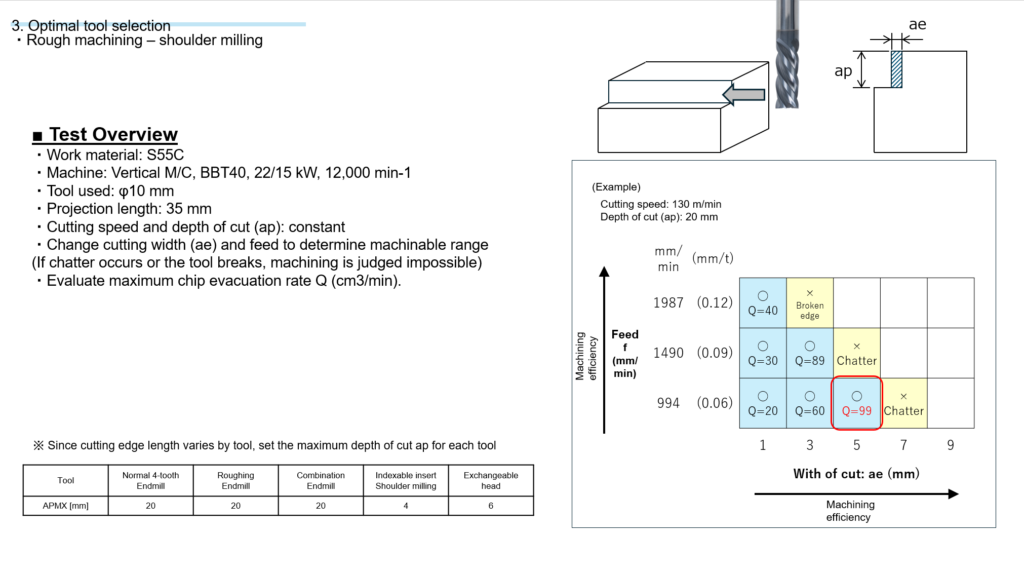
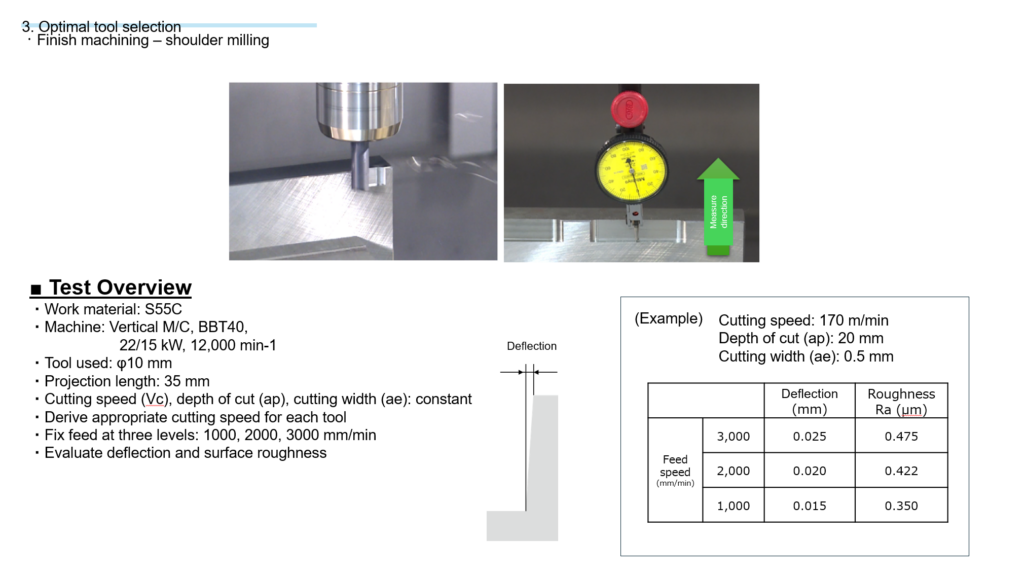
Test Overview
| Workpiece Material | S55C |
|---|---|
| Machine | Vertical machining center BBT40 (22/15kW, 12,000 min⁻¹) |
| Tool Diameter | φ10mm |
| Overhang Length | 35mm (L/D=3.5) |
| Cutting Speed | Vc = 100 m/min *Evaluated at a speed prone to chatter for assessment purposes |
① Slotting — Overwhelming Efficiency in Deep Slots
In slotting, the cutting edge engages the workpiece around its full circumference, resulting in high cutting resistance and chatter/breakage risks far exceeding shoulder milling. This demanding environment is precisely where the Combination Edge’s wave-form cutting edges deliver the greatest cutting resistance distribution effect.
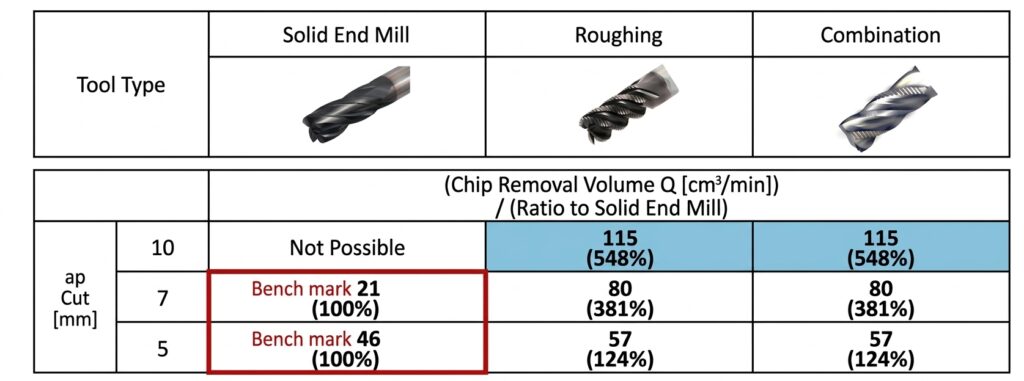
Key Data
548% vs. General-Purpose 4-Flute at 1×D Deep Slot
At ap=10mm (slot depth 1×D), the general-purpose 4-flute was unable to machine. The Combination Edge achieved 548% chip removal rate vs. general-purpose 4-flute. In this deep slot range — where high-feed tools and indexable insert types cannot operate — only the Combination Edge enables stable machining.
Why is it strong in deep slots? — The wave-form cutting edges distribute the contact length per flute, mitigating the sharp increase in cutting resistance from full-circumference engagement. This suppresses chatter, allowing machining to continue without breakage even at depths that a general-purpose 4-flute cannot withstand.
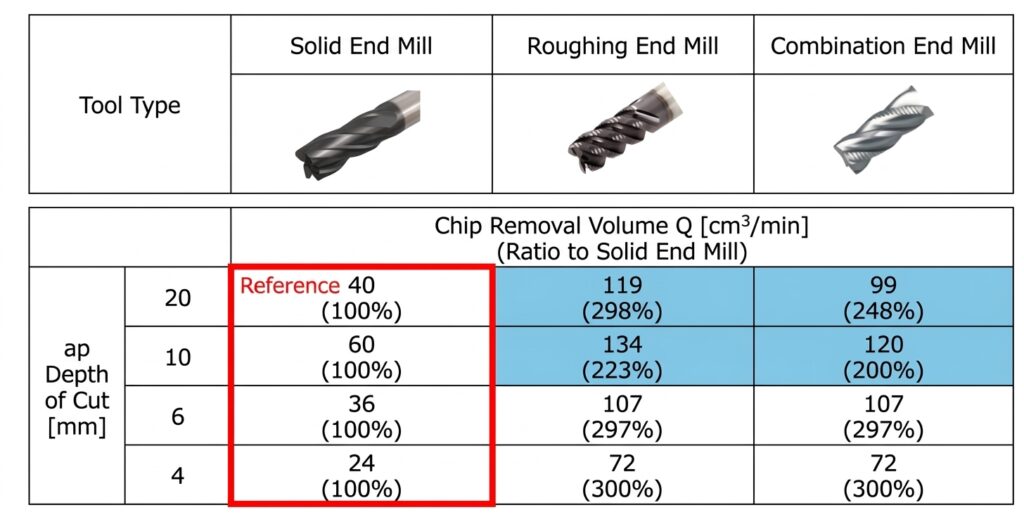
② Shoulder Milling — Less Chatter Means You Can Push Harder
As introduced in Section 1, the #1 challenge in shoulder milling is “chatter suppression” (25%). The Combination Edge delivers both chatter suppression and high efficiency in shoulder milling as well.
Three key takeaways from this data:
Point 1: At ap≤6mm, fully equal efficiency to roughing end mills
In the ap=4–6mm range — the most commonly used depth of cut in actual shoulder milling — the Combination Edge achieves nearly identical chip removal rate to roughing end mills. Compared to general-purpose 4-flute, up to 300% (3×). In this range, Combination = Roughing in terms of efficiency.
Point 2: Even at ap=10–20mm deep cuts, 2–2.5× vs. general-purpose 4-flute
Even in deep shoulder milling at ap=20mm, the Combination Edge achieves 248% vs. general-purpose 4-flute. While it doesn’t match roughing end mills, it holds the second-highest efficiency. Moreover, since roughing end mills cannot deliver the finish quality discussed below, the Combination Edge often wins in total process efficiency when finishing is included.
Point 3: Less chatter means you can “push the conditions harder”
The Combination Edge’s wave-form cutting edges also distribute contact edge length in shoulder milling, reducing cutting resistance. This suppresses chatter, making it easier to increase Vc and fz. Beyond the efficiency differences shown in the data, this is a major advantage from the perspective of “can you actually increase conditions on the shop floor?”
In fact, in Case Study 3 (SS400, BT40), when replacing a roughing end mill with VEE-C, conditions were increased — Vc: 100→120 m/min, fz: 0.12→0.15 mm/t — resulting in 1.5× efficiency and 1.7× tool life. “It doesn’t chatter, so you can push harder” — this is what users experience on the shop floor.
Shoulder Milling Summary
Up to 3× Efficiency vs. General-Purpose 4-Flute
The Combination Edge delivers up to 3× efficiency vs. general-purpose 4-flute in shoulder milling. At ap≤6mm, it is fully equal to roughing end mills. Furthermore, the chatter suppression effect creates headroom to increase cutting conditions, enabling real-world efficiency gains beyond what the data alone suggests.
③ Finishing — Proven Surface Quality Equal to General-Purpose 4-Flute
“I understand it resists chatter and is efficient in roughing. But can the Combination Edge really deliver a good finish?” — This is the most frequently asked question.
The short answer is: the Combination Edge achieves surface finish quality nearly equal to a general-purpose 4-flute. See the wall deflection and surface roughness Ra data measured in seminar tests.
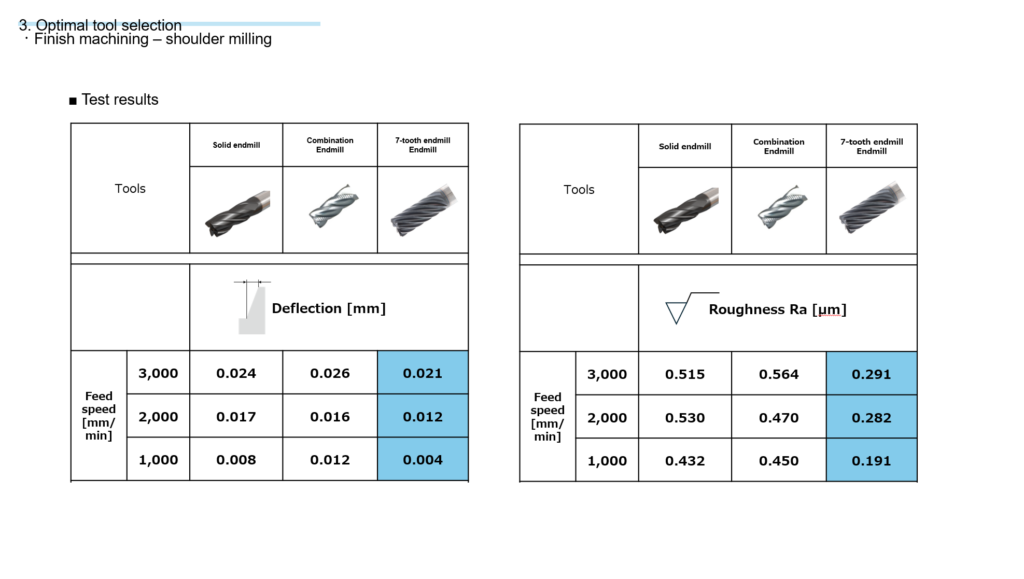
Wall Deflection Comparison [mm]
| Feed Rate | General-Purpose 4-Flute | Combination | Difference | 7-Flute (Reference) |
|---|---|---|---|---|
| 3,000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2,000 mm/min | 0.017 | 0.016 | −0.001 | 0.012 |
| 1,000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Surface Roughness Ra Comparison [μm]
| Feed Rate | General-Purpose 4-Flute | Combination | Difference | 7-Flute (Reference) |
|---|---|---|---|---|
| 3,000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2,000 mm/min | 0.530 | 0.470 | −0.060 | 0.282 |
| 1,000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Here are the key takeaways from the data:
① Deflection and Ra differences vs. general-purpose 4-flute are minimal
Maximum deflection difference is 0.004mm, and maximum Ra difference is 0.049μm. Both are not significant differences for practical machining purposes. At 2,000 mm/min feed rate, the Combination Edge actually outperformed the 4-flute (lower values) in both deflection and Ra.
② A completely different level of finish compared to roughing end mills
Roughing end mills consist entirely of wave-form cutting edges, leaving surface irregularities that require a separate finishing operation. The Combination Edge’s straight cutting edges smooth the surface, achieving a finish quality that is entirely different from roughing end mills. This is the direct reason why “roughing and finishing in one tool” is possible.
③ Cannot match a dedicated 7-flute finishing tool, but the application is different
For high-precision finishing requiring Ra in the 0.2μm range, a multi-flute 7-flute tool is optimal. However, for typical finishing tolerances (around Ra 0.5μm), the Combination Edge is fully capable. Moreover, since the Combination Edge can transition directly from roughing to finishing, tool changes and setup are eliminated.
Finishing Summary
Surface Finish Quality Equal to General-Purpose 4-Flute
The Combination Edge’s surface finish is on par with general-purpose 4-flute in both deflection and Ra. It is not just “a roughing-only tool” — the data proves it can handle everything from roughing to finishing in a single tool. For general finishing around Ra 0.5μm, there is no need to swap tools between roughing and finishing.
Section 3 Summary — Versatility Covering Slotting, Shoulder Milling, and Finishing
| Comparison Axis | vs. General-Purpose 4-Flute | vs. Roughing End Mill |
|---|---|---|
| Slotting Efficiency | Up to 5.5× (548%) | Equal or better (superior in deep slots) |
| Shoulder Milling Efficiency | Up to 3× (300%) | Equal (ap≤6mm) |
| Chatter Suppression | Overwhelmingly superior | Equal (superior in slotting) |
| Surface Finish Quality | Equal (minimal deflection/Ra difference) | Overwhelmingly superior |
| Tool Consolidation | — | Rough + finish in one tool |
The Combination Edge is not “a slotting-only tool.” Overwhelming efficiency in slotting, high efficiency with chatter suppression in shoulder milling, and surface finish equal to general-purpose 4-flute — it is the only edge geometry that delivers high performance across all three axes.
4. Real-World Performance: User Machining Case Studies (5 Success Stories + Published Case)
Beyond in-house test data, all 5 user field evaluations resulted in “win” ratings. We present case studies from both VEE-C (exchangeable head) and FinishMeister (solid).
Case Study Overview
| # | Product | Machining Method | Workpiece Material | Tool Dia. | Machine | Efficiency Ratio | Tool Life Ratio |
|---|---|---|---|---|---|---|---|
| Case 1 | FinishMeister | Shoulder milling (valve) | SUS316 | φ12 | Multi-tasking machine | 3× | 15× |
| Case 2 | FinishMeister | Shoulder milling (piston) | FCD500 | φ25 | Large horizontal M/C / HSK100 | 3× | Equal |
| Case 3 | VEE-C | Shoulder milling | SS400 / 160HB | φ25 | Vertical M/C / BT40 | 1.5× | 1.7× |
| Case 4 | VEE-C | Slotting | SKD11 / 40HRC | φ12 | Vertical M/C / BT50 | 2× | 2× |
| Case 5 | VEE-C | Slotting | SUS430F | φ10 | Vertical M/C / BT30 | 2.8× | Equal |
Highlight
“Win” Ratings for Both VEE-C and FinishMeister
Whether exchangeable head or solid, the Combination Edge’s effectiveness is proven. With up to 3× efficiency and up to 15× tool life, significant improvements are achieved regardless of product type.
FinishMeister Case Studies
Case 1 SUS316 Valve Machining: 3× Efficiency, 15× Tool Life
Machining Details
- Machining method: Shoulder milling (valve outer diameter)
- Workpiece material: SUS316 (stainless steel)
- Tool diameter: φ12
- Machine: Multi-tasking machine
- Industry: Automotive
Challenges
- Low workpiece clamping rigidity prevented turning; previously machined with a 4-flute solid carbide end mill
- Productivity stagnant. Short tool life with vibration occurring as wear progressed
Improvement with FinishMeister
- Tool used: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0.06 mm/t, ap=5 mm, ae: 1→2 mm — conditions increased
- MRR: 1.27 → 3.82 cm³/min (3× efficiency)
- Cutting length: 0.3 → 4.5 m (15× tool life)
- Wave-form cutting edges reduced cutting resistance, suppressing vibration even as wear progressed
POINT
3× Efficiency and 15× Tool Life — Major Improvement
Even in a low clamping rigidity environment, the Combination Edge’s low-resistance characteristics achieved 3× efficiency and 15× tool life. Vibration remains suppressed even at increased cutting speed, enabling stable machining under aggressive conditions.
Case 2 FCD500 Piston Ring Machining: 3× Efficiency + Tool Consolidation

Machining Details
- Machining method: Shoulder milling (piston OD turn-milling)
- Workpiece material: FCD500 (ductile cast iron)
- Tool diameter: φ25
- Machine: Large horizontal machining center (#50 / HSK100)
- Industry: Shipbuilding
Challenges
- Previously used two end mills — one for roughing and one for finishing
- Tool change hassle and cycle time were issues
Improvement with FinishMeister
- Tool used: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0.07 mm/t, ap=30 mm, ae: 3→6 mm — conditions increased
- MRR: 25.35 → 77.01 cm³/min (3× efficiency)
- Tool life equivalent to previous — no issues
- Roughing and finishing consolidated into a single FinishMeister. Adopted for mass production line
POINT
3× Efficiency + Tool Consolidation — Adopted for Mass Production
Consolidated from a 2-tool setup to a single FinishMeister, achieving 3× efficiency. Tool life remained equivalent, leading to adoption on the mass production line.
VEE-C Case Studies
Case 3 Replacing Roughing End Mill: 1.5× Efficiency + Tool Consolidation
Machining Details
- Machining method: Shoulder milling
- Workpiece material: SS400 (160HB)
- Tool diameter: φ25
- Machine: Vertical M/C / BT40
Challenges
- Currently using a competitor’s carbide roughing end mill
- Solid end mill limited to 20mm depth of cut. Cutting edge damage occurring
- Required separate tools for roughing and finishing
Improvement with VEE-C
- Vc: 100→120 m/min, fz: 0.12→0.15 mm/t — conditions increased
- MRR: 61.12 → 91.67 cm³/min (approx. +50%)
- Head life: 3 parts per head → 5 parts per head (1.7×)
- Roughing + finishing consolidated into a single VEE-C. Tool change time also reduced
POINT
1.5× Efficiency + 1.7× Tool Life + Tool Consolidation
The roughing end mill could not deliver finish quality and required a separate finishing tool. VEE-C consolidated roughing + finishing into one tool, achieving 1.5× efficiency and 1.7× tool life simultaneously.
Case 4 Consolidated from 2 HSS Tools to 1 VEE-C: 2× Efficiency, 2× Tool Life

Machining Details
- Machining method: Slotting
- Workpiece material: SKD11 (40HRC)
- Tool diameter: φ12
- Machine: Vertical M/C / BT50
Challenges
- Currently using 2-tool HSS setup: roughing end mill + HSS finishing end mill
- Tool change hassle and cycle time were issues
- HSS tools limit machining speed
Improvement with VEE-C
- Condition B: Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 cm³/min (2×)
- 5 parts per head (2× tool life)
- Roughing and finishing consolidated into a single VEE-C → No tool changes needed
POINT
2× Efficiency, 2× Tool Life — Major Improvement
Consolidated from a 2-tool HSS setup to a single VEE-C. 2× efficiency and 2× tool life — a major improvement. Stable machining even in SKD11 at 40HRC high hardness.
Source: TR78848
Case 5 Doubled Depth of Cut to Reduce Cycle Time

Machining Details
- Machining method: Slotting & shoulder milling
- Workpiece material: SUS430F
- Tool diameter: φ10
- Machine: Vertical M/C / BT30
Challenges
- Chatter with the current competitor’s carbide end mill limited achievable depth of cut (ap)
- Difficult to increase conditions in a low-rigidity BT30 environment
Improvement with VEE-C
- Depth of cut increased from ap=1mm to 2mm
- Test 3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 cm³/min
- Tool life equivalent to previous maintained, surface finish quality also equivalent. Cutting sound was quiet
POINT
Doubled Depth of Cut to Reduce Cycle Time
Leveraging VEE-C’s chatter resistance to reduce cycle time. Stable machining under aggressive conditions even on a low-rigidity BT30 machine.
Published Case Study: Kondo Iron Works × FinishMeister Combination Edge
The 5 cases above are based on internal test reports, but there is also an officially published success story.

Kondo Iron Works Co., Ltd. (Inuyama City, Aichi Prefecture) specializes in machining machine tool and construction machinery components. The company introduced the Combination Edge solid end mill FinishMeister φ12 on a multi-tasking machine, achieving significant results.
| Product Used | FinishMeister φ12 (Combination Edge Solid End Mill) |
|---|---|
| Machining Details | Shoulder milling and slotting of shaft cylindrical section (bolt seat, keyway) |
| Workpiece Material | S45C |
| Machine | Multi-tasking machine (single-chucking multi-face machining) |
| Challenge | On multi-tasking machines, long end mill overhang causes chatter → unable to increase cutting conditions |
| Cutting Conditions | Vc=100 m/min, f=0.26 mm/rev (fz=0.065), ap=7–8 mm, ae=12 mm |
Results:
- Reduced machining time — The Combination Edge’s chatter suppression enabled high depth-of-cut machining. Fewer passes reduced cycle time
- Tool consolidation — Roughing capability plus finishing quality in one tool. Roughing and finishing consolidated into a single tool
Plant Manager Comments
“Delivered significant results in machining with long overhang where chatter is prone to occur”
“Reduced machining time by decreasing the number of cutting passes”
“Set tool overhang length longer to also enable tool sharing across setups”
VEE-C is a product that adopts the same Combination Edge proven at Kondo Iron Works in an exchangeable-head format. Solid FinishMeister and exchangeable-head VEE-C — choose from 2 lines based on your application and economics.
Summary — Suppress Chatter and Move On to the Next Cut
This article has showcased the capabilities of Tungaloy’s Combination Edge through its structure, data, and case studies. Here are the key points:
- The biggest challenge in end milling is “chatter” — 25% of shop floor respondents ranked it #1 in a real-world survey
- The Combination Edge is a one-of-a-kind geometry — Wave edges suppress chatter, straight edges smooth the surface
- Proven across 874 test conditions — Up to 5.5× efficiency in slotting, up to 3× in shoulder milling. Surface finish equal to general-purpose 4-flute
- All 5 user case studies rated “win” — Up to 3× efficiency, up to 15× tool life
- Proven on BT30, BT40, and multi-tasking machines — Stable machining even on low-rigidity machines with long overhang
- Roughing and finishing in one tool — Tool consolidation reduces setup time and costs
- 2-line product range covers every application — VEE-C (exchangeable head) and FinishMeister (solid)
If you’re dealing with slotting efficiency improvement, chatter countermeasures, or tool consolidation, try the Combination Edge.