

Fraise à épaulement pour l’ébauche sur des machines de taille moyenne à grande |
 |
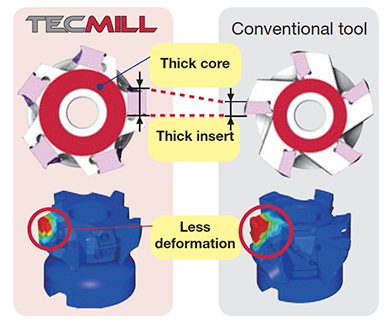
La plaquette tangentielle à haute stabilité garantit une fiabilité exceptionnelle dans l’ébauche et la finition

Applications & Fonctionnalités
Applications





Fonctionnalités
1. Fonctionnement fiable
– Fraise très rigide avec noyau plus épais
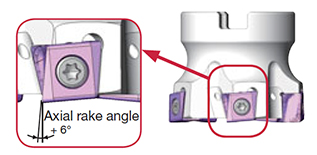
2. Plaquette à 4 arêtes de coupe
– Les grands angles de coupe et d’inclinaison réduisent les efforts de coupe
Plaquettes & Nuances
Plaquettes

LMMU11/16-MJ
- Profondeur de coupe maximale
– LNMU11-MJ: 9.7 mm
– LNMU16-MJ: 15.1 mm - Plaquettes à 4 arêtes de coupe
- Forces de coupe faibles et coupe stable et lisse
Nuances principales
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générale
AH725
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à l’écaillage
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH120
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour l’usinage des aciers, des aciers inoxydables et de la fonte dans des conditions de coupe générales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et l’inox
AH8015
![]()
![]()
![]()
![]()
![]()
-
Bel équilibre entre résistance à l’usure et à la rupture
-
Premier choix pour l’usinage des alliages résistants à la chaleur dans des conditions de coupe générales
Corps d'outil

Type de tige
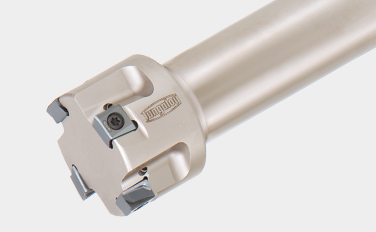
EPM11 (ø32 – ø80mm)
Porte-outil de type cylindrique pour le fraisage d’épaulements


Exemples pratiques
Exemple #1
Industrie automobile
| Partie: | Porte-planétaire |
| Matériau: | S35C |
| Corps d’outil: | Spécial (ø78 mm, z = 2) |
| Plaquette: | LMMU160932PNER-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 250 (m/min) fz = 0.1 (mm/t) Vf = 200 (mm/min) ap = 40 (mm) ae = 30 (mm) Application: plongée Liquide de refroidissement : à sec Machine: Vertical M/C, BT50 |

Exemple #2
Industrie automobile
| Partie: | Boîtier de carter d’engrenage |
| Matériau: | FCD450 / GGG45 / 450-10S |
| Corps d’outil: | TPM11R200U0075A05 (ø50.8 mm, z = 5) |
| Plaquette: | LMMU110708PNER-MJ |
| Nuance: | T1215 |
| Conditions de coupe: | Vc = 175 (m/min) fz = 0.15 (mm/t) Vf = 840 (mm/min) ap = 4 (mm) ae = 20 (mm) Application: fraisage 90° Liquide de refroidissement : à sec Machine: Vertical M/C, BT50 |

Exemple #3
ingénierie générale
| Partie: | Case |
| Matériau: | Aciers inoxydables |
| Corps d’outil: | TPM16R100M31.7-06 (ø100, z = 6) |
| Plaquette: | LMMU160908PNER-MJ |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 100 (m/min) fz = 0.3 (mm/t) Vf = – (mm/min) ap = 10 (mm) ae = 40 (mm) Application: fraisage 90° Liquide de refroidissement : à sec Machine: Vertical M/C, BT50 |

Conditions de coupe recommandées
Bore, shank type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.3 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.3 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.25 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.3 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.3 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.2 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
 |
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 45 – 70 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 65 | 0.05 – 0.1 | ||
Roughing type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.25 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.25 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.2 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.2 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
|
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
|
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.25 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.25 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
|
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.15 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
|
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 30 – 60 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 25 – 55 | 0.05 – 0.1 | ||
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.