
Le chemin vers la réussite parcouru par les équipes commerciales de Tungaloy aux côtés de leurs clients.
48 heures de fonctionnement autonome le week-end ! Quel outil à chanfreiner a permis d’éliminer le goulot d’étranglement empêchant la production sans surveillance ?
Avec la participation deTsubakimoto Mayfran Inc.


Représentant commercial Tungaloy
Takahiko MurataTakahiko Murata
- Originaire de
- Kyoto, préfecture de Kyoto
- Carrière
- Entré dans l’entreprise en janvier 1987 (recrutement en milieu de carrière). 36 années d’expérience.
- Loisirs
- J’ai commencé la compétition de ski alpin au collège et je participe encore aujourd’hui à des compétitions. Hors saison, je me consacre principalement au golf.
Toute personne impliquée dans l’usinage des métaux a déjà vu au moins une fois un « convoyeur à copeaux ». Cette fois-ci, nous vous présentons un exemple concret d’amélioration lié à ce type d’équipement.
Tsubakimoto Mayfran Inc., dont le siège est situé à Koka, dans la préfecture de Shiga, a été fondée en 1973 sous la forme d’une coentreprise entre Tsubakimoto Chain Co. et Mayfran International. En 1974, l’entreprise a lancé la production de son convoyeur à copeaux « ChipTote ». Depuis lors, elle a développé une large gamme d’équipements de manutention et est aujourd’hui reconnue comme un fabricant global spécialisé dans la gestion des copeaux, du liquide de refroidissement et des déchets industriels.
Sommaire
- Projet d’internalisation de la fabrication des axes de convoyeur
- Le procédé goulot d’étranglement empêchant l’usinage sans surveillance
- Solutions apportées au procédé critique
- TungMeister : une vaste gamme de têtes à chanfreiner interchangeables
- Obtention de 48 heures d’usinage autonome le week-end
- Vers des périodes de fonctionnement autonome encore plus longues
Projet d’internalisation de la fabrication des axes de convoyeur
Tsubakimoto Mayfran fabrique ses convoyeurs, son produit phare, dans son usine principale de Koka. Cette usine réalise l’ensemble des opérations, de la tôlerie au soudage, à l’assemblage et à la peinture.
C’est dans ce contexte qu’un problème est apparu concernant l’approvisionnement en axes de convoyeur, un composant essentiel. Jusqu’alors, les opérations d’usinage étaient largement sous-traitées. Cependant, le sous-traitant chargé de cette production n’était plus en mesure de poursuivre la fabrication.
Pour résoudre ce problème, un projet d’internalisation de la fabrication des axes a été lancé sous la responsabilité de M. Ichihashi, ingénieur possédant une solide expérience dans l’usinage des métaux.
[…]
Le procédé goulot d’étranglement empêchant l’usinage sans surveillance
Afin d’atteindre les objectifs fixés, la mise en place de la ligne de production a rapidement progressé.
Les axes de convoyeur étant des pièces cylindriques de grande longueur, un embarreur a été adopté pour l’alimentation matière. De plus, afin d’automatiser la reprise des pièces longues et l’usinage des deux extrémités, un tour CN équipé d’une contre-broche a été sélectionné, permettant d’automatiser entièrement le chargement des pièces, l’usinage et le déchargement.
Les axes de convoyeur existent dans de nombreux modèles, avec des diamètres et des longueurs différents. Les programmes d’usinage ont été créés et validés pour chaque modèle, permettant le lancement réussi de la première ligne de fabrication interne de pièces usinées de l’usine.
Cependant, même si le démarrage de la production a été un succès, l’autre objectif majeur — l’usinage prolongé sans surveillance — n’avait toujours pas été atteint.
Deux opérations présentaient une durée de vie outil insuffisante et nécessitaient des changements fréquents d’outils, rendant impossible un fonctionnement autonome de longue durée.

« Nous souhaitions produire sans surveillance les modèles présentant les volumes les plus importants durant les week-ends. L’idée était de préparer la machine le vendredi avant de quitter l’usine puis de lancer l’usinage.
Si nous pouvions maintenir une production autonome pendant tout le week-end, soit le samedi et le dimanche, cela aurait un impact considérable sur l’efficacité de la ligne et sur les coûts de production.
Pour atteindre cet objectif, il fallait assurer environ 48 heures de fonctionnement autonome. Malheureusement, la durée de vie des outils dans certains procédés critiques nous empêchait d’atteindre ce niveau. »
Les procédés critiques dans l’usinage des axes de convoyeur
Procédé critique n°1 : Tronçonnage / finition de face
Comme la production utilisait un embarreur, le tronçonnage constituait une opération incontournable.
De plus, en raison du nombre limité d’outils disponibles sur la tourelle pour usiner les nombreux modèles d’axes, l’outil de tronçonnage était également utilisé pour la finition de face afin de réduire le nombre total d’outils.
Procédé critique n°2 : Pointage + chanfreinage
Afin d’améliorer la précision de positionnement des trous, une opération de pointage était réalisée avant le perçage.
Comme ces trous nécessitaient également un chanfrein en C, le procédé avait été conçu pour utiliser un outil à chanfreiner à 90° pénétrant plus profondément afin de réaliser simultanément le pointage et le chanfreinage en une seule opération.
Principe d’usinage du procédé « Pointage + chanfreinage »
-
Processus 1
Pointage + chanfreinage

-

-
Processus 2
Perçage

« Le procédé qui me préoccupait le plus était précisément ce processus de pointage + chanfreinage.
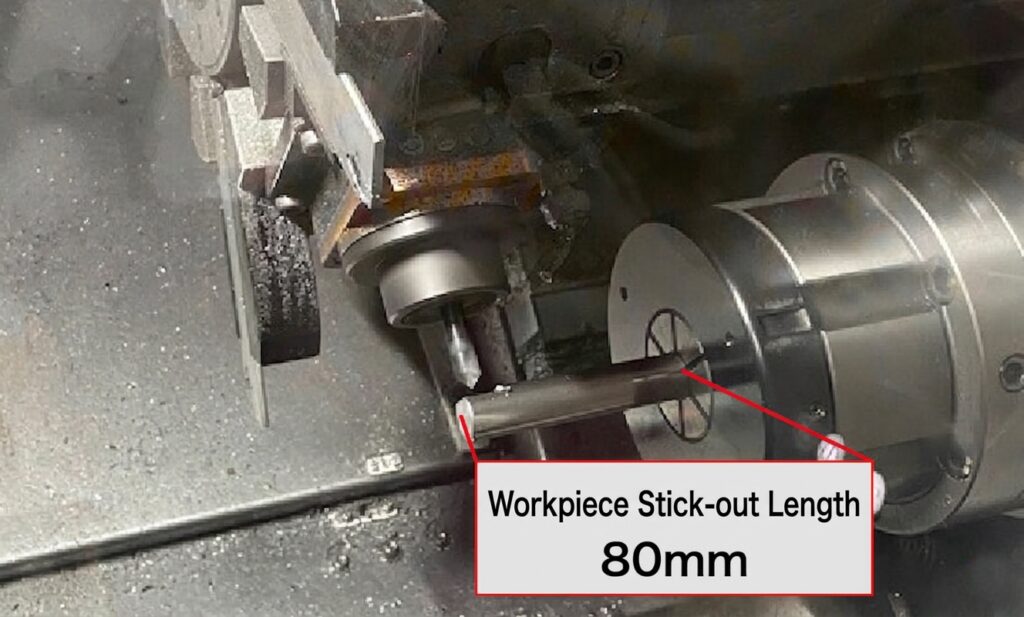
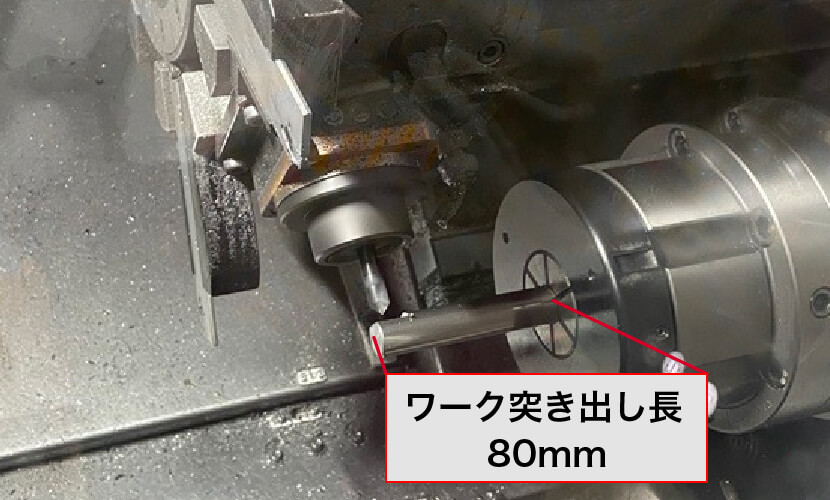
En raison des interférences entre le porte-pince qui maintenait la pièce et l’unité d’outil tournant, ainsi que des limitations de course de fraisage de la machine, la pièce devait dépasser d’environ 80 mm lors des opérations de fraisage.
De plus, comme l’usinage était réalisé à proximité de l’extrémité de la pièce, il s’effectuait en porte-à-faux.
Cette faible rigidité rendait l’usinage très instable. Les vibrations étaient particulièrement importantes sur les modèles de petit diamètre et les chanfreins obtenus présentaient des formes irrégulières autour des trous. »
« Nous avions sollicité plusieurs fabricants afin d’améliorer les outils utilisés et menions différents essais.
Un fabricant nous avait même développé un outil spécial, mais malgré les tests réalisés, nous ne parvenions pas à obtenir les améliorations nécessaires. »
L’objectif de fonctionnement autonome prolongé semblait alors dans une impasse.
Tour CN équipé d’un embarreur et d’une contre-broche utilisé pour l’usinage des axes

Vue du procédé « Pointage + chanfreinage »
Les solutions apportées au procédé critique
C’est à cette période que M. Ichihashi et M. Murata, du bureau commercial Tungaloy de Kyoto, se sont rencontrés pour la première fois.
Une demande de conseil concernant un foret sélectionné par M. Ichihashi avait été transmise à M. Murata par l’intermédiaire d’un distributeur.
Lors de sa visite, M. Murata a découvert les difficultés rencontrées sur la ligne de production.
« Pour améliorer l’opération de tronçonnage et de finition de face, j’ai proposé notre solution TungCut.
TungCut utilise un logement de plaquette en forme d’arc offrant une excellente résistance aux efforts latéraux. Cette série d’outils d’usinage de gorges et de tronçonnage permet non seulement le tronçonnage mais également les opérations de tournage.
J’ai recommandé notre dernière nuance AH7025, qui avait déjà obtenu d’excellents résultats chez d’autres utilisateurs. »
« Les essais avec la nuance AH7025 ont permis d’allonger considérablement la durée de vie de l’outil et de résoudre l’un des procédés critiques.
Nous souhaitions également évoluer vers un usinage à sec. L’utilisation du liquide de refroidissement implique des remplacements périodiques, des coûts de traitement et des contraintes environnementales de plus en plus importantes.
AH7025 a permis d’obtenir une excellente qualité de surface même en usinage à sec tout en atteignant nos objectifs de durée de vie. Nous avons été sincèrement impressionnés par cette technologie. »
« Pour résoudre le problème du procédé de pointage + chanfreinage, nous avons analysé attentivement la situation sur la machine.
La principale difficulté provenait du fait que la pièce était maintenue en porte-à-faux sur une longueur importante, ce qui générait des vibrations pendant l’usinage. Dans ces conditions, il était essentiel de réduire les efforts de coupe autant que possible.
J’ai donc proposé l’utilisation de la série TungMeister, qui permet de remplacer uniquement la tête de coupe. Parmi les différentes têtes disponibles, nous avons sélectionné une tête à chanfreiner offrant des efforts de coupe particulièrement faibles. »
« Au départ, nous pensions utiliser une fraise à chanfreiner classique.
Cependant, après avoir examiné les différentes solutions proposées par M. Murata, nous avons compris que le choix de la géométrie de coupe était déterminant.
L’objectif n’était pas simplement de réaliser un chanfrein, mais de le faire avec le minimum d’efforts de coupe afin d’éviter les vibrations. »
La vaste gamme de têtes TungMeister
TungMeister est une gamme de fraises carbure monobloc à tête interchangeable permettant de remplacer uniquement la tête de coupe lorsque celle-ci est usée.
Grâce à une large variété de géométries, la série couvre de nombreuses applications de fraisage.
Dans le domaine du chanfreinage, plusieurs géométries sont disponibles :
- VCP : tête à chanfreiner polyvalente
- VCA : tête à chanfreiner pour applications générales
- VDS : tête à chanfreiner à faible effort de coupe
« Après analyse des conditions d’usinage, nous avons retenu la tête VDS.
Cette géométrie possède une arête de coupe extrêmement positive qui réduit fortement les efforts de coupe générés lors du chanfreinage.
Dans le cas présent, la réduction des efforts était plus importante que la productivité maximale. »
Gamme de têtes à chanfreiner TungMeister
Caractéristiques de la tête VDS
La tête VDS se distingue par une géométrie spécialement conçue pour réduire les efforts de coupe.
Ses principales caractéristiques sont les suivantes :
- Arête de coupe très positive
- Faibles efforts de coupe
- Réduction des vibrations
- Excellente qualité de surface
- Particulièrement adaptée aux montages à faible rigidité
Dans les applications où la pièce est longue ou maintenue en porte-à-faux, cette géométrie permet d’améliorer considérablement la stabilité de l’usinage.
« Dès les premiers essais, les différences étaient visibles.
Les vibrations ont fortement diminué et la qualité du chanfrein s’est nettement améliorée.
Les chanfreins irréguliers que nous rencontrions auparavant avaient pratiquement disparu. »
« Les résultats ont dépassé nos attentes.
Au-delà de l’amélioration de la qualité d’usinage, la durée de vie de l’outil a également augmenté de manière significative.
C’était précisément le type de résultat nécessaire pour atteindre l’objectif de fonctionnement autonome prolongé. »
Essais réalisés avec la tête TungMeister VDS

TungMeister : une vaste gamme de têtes à chanfreiner interchangeables
Les excellents résultats obtenus lors des essais ont conduit à l’adoption de la tête à chanfreiner VDS de TungMeister sur la ligne de production.
La combinaison de la réduction des efforts de coupe, de l’amélioration de la qualité des chanfreins et de l’augmentation de la durée de vie de l’outil a permis de supprimer l’un des principaux obstacles à la production sans surveillance.
« L’un des avantages majeurs de TungMeister réside dans son système de têtes interchangeables.
Même lorsqu’une tête est usée, il suffit de remplacer la tête de coupe sans démonter l’ensemble du porte-outil. Cela réduit considérablement les temps de réglage et simplifie la gestion des outils.
Cette caractéristique a également contribué à améliorer la stabilité globale de notre production. »
Obtention de 48 heures d’usinage autonome le week-end
Grâce à l’amélioration du procédé de tronçonnage avec TungCut et à la stabilisation de l’opération de pointage + chanfreinage grâce à TungMeister VDS, les deux principaux goulots d’étranglement de la ligne de production ont été éliminés.
Les durées de vie des outils ont augmenté de manière significative et la fréquence des changements d’outils a fortement diminué.
« Grâce aux améliorations obtenues avec TungCut et TungMeister, nous avons enfin atteint notre objectif.
Nous pouvons désormais préparer la machine le vendredi et lancer la production sans surveillance pendant tout le week-end.
Les 48 heures de fonctionnement autonome que nous visions depuis le début du projet sont devenues une réalité. »
La capacité à maintenir une production continue pendant les périodes non travaillées a permis d’augmenter considérablement le taux d’utilisation des équipements et d’améliorer la rentabilité de la ligne.
Axes de convoyeur produits en interne

Vers des périodes de fonctionnement autonome encore plus longues
L’atteinte des 48 heures de fonctionnement autonome ne constitue pas une finalité, mais une étape supplémentaire dans l’amélioration continue des procédés de fabrication.
« L’amélioration continue fait partie intégrante de notre activité.
Maintenant que nous avons atteint les 48 heures de fonctionnement autonome, nous étudions déjà de nouvelles pistes pour augmenter encore davantage l’efficacité de nos équipements.
Nous souhaitons poursuivre notre collaboration avec Tungaloy afin d’identifier de nouvelles opportunités d’amélioration. »
« Cette réussite illustre parfaitement l’importance d’analyser les véritables causes des problèmes rencontrés en production.
Dans ce projet, il ne s’agissait pas simplement de proposer un nouvel outil, mais d’identifier précisément les opérations limitant la productivité et de sélectionner la solution technique la plus adaptée.
Nous sommes particulièrement heureux d’avoir pu contribuer à la réussite du projet d’internalisation de Tsubakimoto Mayfran. »
Grâce à la combinaison de la solution d’usinage de gorges et de tronçonnage TungCut et du système de fraise carbure monobloc à tête interchangeable TungMeister, Tungaloy a contribué à éliminer les procédés limitants et à rendre possible une production sans surveillance pendant 48 heures.
Cette étude de cas démontre qu’une analyse précise du procédé et le choix de solutions adaptées peuvent générer des gains de productivité importants, même dans des applications déjà largement optimisées.
[/vc_column_text]