

Fraise à rayon pour l’usinage en 3 dimensions grâce aux arêtes de coupe hélicoïdales |
 |
Les géométries de plaquette torsadées uniques assurent un serrage sûr de la plaquette pour une grande stabilité.
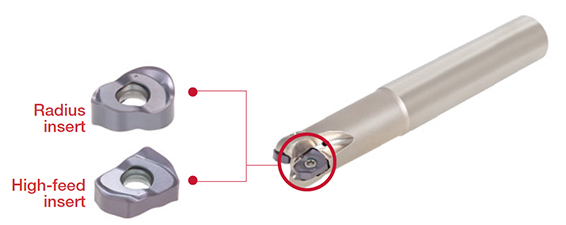
Deux types de plaquettes s’adaptent à une fraise : plaquettes à rayon et haute efficacité


Applications & Fonctionnalités
Applications







Fonctionnalités
1. Corps de coupe multifonctionnel avec une fiabilité élevée
- Deux types de plaquettes s’adaptent à une fraise : plaquettes à rayon et à haut rendement
- Fixation sûre de la plaquette pour éviter que la plaquette ne bouge pendant l’usinage
2. Plaquette grande avance avec une grande profondeur de coupe
- Le contrôle régulier des copeaux permet un usinage stable
3. Plaquette radiale à haute fiabilité
- La section transversale de la plaquette est conçue pour être 2 fois plus grande que celle d’une plaquette ronde
- Excellente évacuation des copeaux dans diverses applications

Plaquettes & Nuances
Plaquettes

LNMX-MJ/LNMX-ML
- Plaquette de rayon
- Profondeur de coupe maximale
– LNMU04: 4.0 mm
– LNMU05: 5.0 mm
– LNMU06: 6.0 mm

LNMX-HJ/LNMX-HL
- Pour l’usinage grande avance
- Profondeur de coupe maximale
– LNMX04: 1.3 mm
– LNMX06: 2 mm
Nuances principales
AH8015
![]()
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Premier choix pour l’usinage des alliages résistants à la chaleur dans des conditions de coupe générales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et l’inox
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
Corps d'outil
Type de tige

EXLN (ø20 – ø40 mm)
Porte-outil de type cylindrique pour rayonnage ou fraisage à grande avance
Modular Type

HXLN (ø20 – ø42 mm)
Tête modulaire (TungFlex) pour rayonnage ou frasage grande avance
Bore type

TXLN (ø40 – ø66 mm)
Type d’alésage pour rayonnage ou fraisage grande avance
Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Partie luminaire |
| Matériau: | SUS304 |
| Corps d’outil: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Plaquette: | LNMX0405R4-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 220 ← 120 (m/min) fz = 0.4 ← 0.1 (mm/t) Vf = 3360 ← 535 (mm/min) ap = 3.5 ← 3 (mm) ae = 15 (mm) Application: fraisage 90° Liquide de refroidissement : alimentation externe Machine: Vertical M/C |

Exemple #2
Industrie moules et matrices
| Partie: | Noyau de glissement |
| Matériau: | NAK80 (40HRC) |
| Corps d’outil: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Plaquette: | LNMX0405R4-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 150 (m/min) fz = 0.3 ← 0.15 (mm/t) Vf = 1720 ← 573 (mm/min) ap = 4 ← 5 (mm) ae = 7 ← 5 (mm) Application: fraisage 90° Liquide de refroidissement : alimentation externe Machine: Vertical M/C |

Exemple #3
Industrie de la production d’énergie
| Partie: | Aube de turbine |
| Matériau: | 13Cr-Mo aciers inoxydables |
| Corps d’outil: | EXLN04M032C32.0R04 (ø32, z = 4) |
| Plaquette: | LNMX0405R4-MJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 220 (m/min) fz = 0.30 (mm/t) Vf = 2,626 (mm/min) ap = 1.0 (mm) Application: profilage Liquide de refroidissement : à sec Machine: centre de tournage |

Conditions de coupe recommandées
LNMX**-MJ/ML
| ISO | Matériau de la pièce | Dureté | Priorité | Nuance | Brise-copeaux | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Aciers à faible teneur en carbone S15C, SS400, etc. C15, C20, etc. |
– 200 HB | Premier choix | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Faible effort de coupe | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | |||
| Aciers au carbone, aciers alliés S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300 HB | Premier choix | AH3225 | MJ | 100 – 250 | 0.2 – 0.6 | ||
| – 300 HB | Faible effort de coupe | AH3135 | ML | 100 – 250 | 0.2 – 0.6 | |||
| Aciers prétraités NAK80, PX5, etc. |
30 – 40 HRC | Premier choix | AH3225 | MJ | 100 – 200 | 0.15 – 0.4 | ||
| 30 – 40 HRC | Faible effort de coupe | AH3135 | ML | 100 – 200 | 0.15 – 0.4 | |||
| Aciers inoxydables austénitiques SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | Premier choix | AH3135 | MJ | 100 – 200 | 0.2 – 0.6 | ||
| – 200 HB | Faible effort de coupe | AH3135 | ML | 100 – 200 | 0.2 – 0.6 | |||
| Aciers inoxydables martensitiques SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200 HB | Premier choix | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Résistance à la rupture | AH3135 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Fontes grises FC250, FC300, etc. 250, 300, etc. |
150 – 250 HB | Premier choix | AH120 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| 150 – 250 HB | Résistance à la rupture | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Fontes ductiles FCD400, etc. 400-15, 600-3, etc. |
150 – 250 HB | Premier choix | AH120 | MJ | 80 – 250 | 0.2 – 0.6 | ||
| 150 – 250 HB | Résistance à la rupture | AH3225 | MJ | 80 – 250 | 0.2 – 0.6 | |||
| Alliages titane Ti-6AI-4V, etc. | – | Premier choix | AH3135 | ML | 30 – 60 | 0.15 – 0.6 | ||
| – | Résistance à la rupture | AH3135 | MJ | 30 – 60 | 0.15 – 0.6 | |||
| Superalliages Inconel718, etc. |
– | Premier choix | AH8015 | MJ | 20 – 50 | 0.05 – 0.3 | ||
| – | Faible effort de coupe | AH120 | ML | 20 – 50 | 0.05 – 0.3 | |||
| Aciers trempés | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Premier choix | AH3225 | MJ | 50 – 150 | 0.1 – 0.3 | |
| 40 – 50 HRC | Résistance à l’usure | AH8015 | MJ | 50 – 150 | 0.1 – 0.3 | |||
| SKD11, etc. X153CrMoV12, etc. | 50 – 60 HRC | Premier choix | AH8015 | MJ | 50 – 70 | 0.05 – 0.15 | ||
- Lors de l’utilisation d’une tige longue ou d’une tête modulaire avec porte-à-faux long, veuillez abaisses les conditions de coupe (Vc, fz, ap) à 70% des conditions maximales pour la tige standard.
LNMX04-HJ/HL
| ISO | Matériau de la pièce | Dureté | Priorité | Nuance | Brise-copeaux | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Aciers à faible teneur en carbone S15C, SS400, etc.S15C, SS400, etc. C15, C20, etc. |
– 300HB | Premier choix | AH3225 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Résistance à l’usure | AH8015 | HJ | ||||||
| Faible effort de coupe | AH3225 | HL | 0.4 – 1 | |||||
| Aciers au carbone, aciers alliés S55C, SCM440, etc.S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | Premier choix | AH3225 | HJ | 100 – 250 | 0.5 – 1.3 | ||
| Résistance à l’usure | AH8015 | HJ | ||||||
| Faible effort de coupe | AH3225 | HL | 0.4 – 1 | |||||
| Aciers prétraités NAK80, PX5, etc. |
30 – 40HRC | Premier choix | AH3225 | HJ | 100 – 200 | 0.4 – 1 | ||
| Résistance à l’usure | AH8015 | HJ | ||||||
| Faible effort de coupe | AH3225 | HL | 0.2 – 0.8 | |||||
| Aciers inoxydables austénitiques SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | Premier choix | AH3135 | HL | 100 – 200 | 0.3 – 0.9 | ||
| Résistance à la rupture | HJ | |||||||
| Aciers inoxydables martensitiques SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | Premier choix | AH3135 | HL | 100 – 300 | 0.3 – 0.9 | ||
| Résistance à la rupture | HJ | |||||||
| Fontes grises FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | Premier choix | AH120 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Résistance à la rupture | AH3225 | |||||||
| Fontes ductiles FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | Premier choix | AH120 | HJ | 80 – 250 | 0.5 – 1.3 | ||
| Résistance à la rupture | AH3225 | |||||||
| Alliages titane Ti-6AI-4V, etc. |
150 – 250HB | Premier choix | AH3135 | HL | 30 – 60 | 0.3 – 0.7 | ||
| Résistance à la rupture | HJ | |||||||
| Superalliages Inconel718, etc. |
150 – 250HB | Premier choix | AH8015 | HL | 20 – 50 | 0.1 – 0.3 | ||
| Résistance à la rupture | HJ | |||||||
| Aciers trempés | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Premier choix | AH3225 | HJ | 50 – 150 | 0.1 – 0.5 | |
| Résistance à l’usure | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Premier choix | AH8015 | HJ | 50 – 70 | 0.05 – 0.2 | ||
- Lors de l’utilisation d’une tige longue ou d’une tête modulaire avec porte-à-faux long, veuillez abaisser les conditions de coupe (Vc, fz, ap) à 70% des conditions maximales pour la tige standard.
LNMX06-HJ
| ISO | Matériau de la pièce | Dureté | Priorité | Nuance | Brise-copeaux | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Aciers à faible teneur en carbone S15C, SS400, etc.S15C, SS400, etc. C15, C20, etc. |
– 300HB | Premier choix | AH3225 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Résistance à l’usure | AH8015 | |||||||
| Aciers au carbone, aciers alliés S55C, SCM440, etc.S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | Premier choix | AH3225 | HJ | 100 – 250 | 0.3 – 1.1 | ||
| Résistance à l’usure | AH8015 | |||||||
| Aciers prétraités NAK80, PX5, etc. |
30 – 40HRC | Premier choix | AH3225 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Résistance à l’usure | AH8015 | |||||||
| Aciers inoxydables austénitiques SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | Premier choix | AH3135 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Premier choix | ||||||||
| Aciers inoxydables martensitiques SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | Premier choix | AH3135 | HJ | 100 – 300 | 0.2 – 0.7 | ||
| Résistance à la rupture | ||||||||
| Fontes grises FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | Premier choix | AH120 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Résistance à la rupture | AH3225 | |||||||
| Fontes ductiles FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | Premier choix | AH120 | HJ | 80 – 250 | 0.3 – 1.1 | ||
| Premier choix | AH3225 | |||||||
| Alliages titane Ti-6AI-4V, etc. |
150 – 250HB | Premier choix | AH3135 | HJ | 30 – 60 | 0.15 – 0.6 | ||
| Superalliages Inconel718, etc. |
150 – 250HB | Résistance à l’usure | AH8015 | HJ | 20 – 50 | 0.05 – 0.3 | ||
| Aciers trempés | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Premier choix | AH3225 | HJ | 50 – 150 | 0.1 – 0.3 | |
| Résistance à l’usure | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Premier choix | AH8015 | HJ | 50 – 70 | 0.05 – 0.15 | ||
- When using a long shank or modular head with long overhang, please lower the cutting conditions (Vc, fz, ap) to 70% of the maximum conditions for the standard shank.
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.