

Fraise à surfacer économique avec une productivité élevée pour tous les matériaux |
 |
Fraise à surfacer économique avec une productivité élevée pour tous les matériaux

Applications & Fonctionnalités
Applications

Fonctionnalités
1. Plaquette pentagonal économique
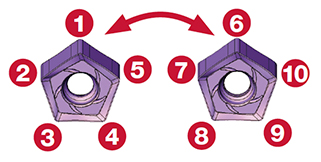
• Plaquette réversible à 10 arêtes de coupe
2. Faible efforts de coupe
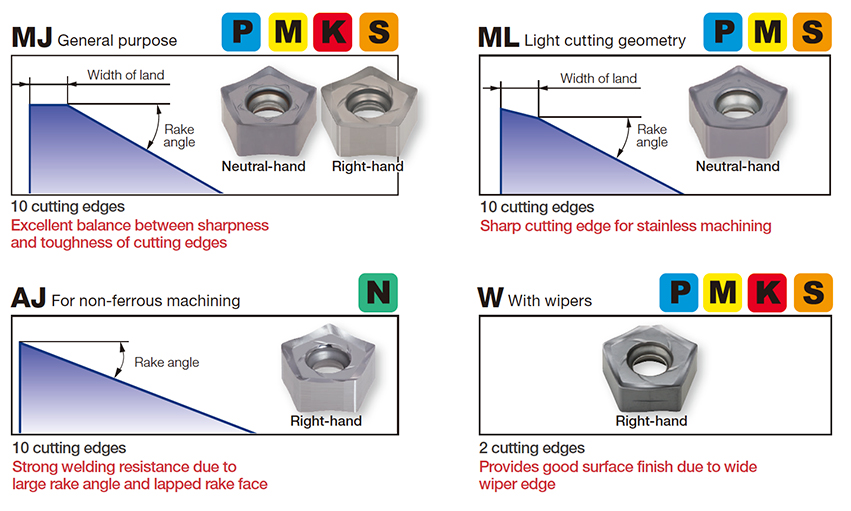
3. Large gamme de plaquettes pour divers usinages
Plaquettes & Nuances
Plaquettes

PN*U0905
- Profondeur de coupe maximale = 6.4 mm (sauf -W)
- 10 arêtes de coupe par plaquette pour le surfaçage
- PNCU0905-W est une plaquette Wiper large (2 arêtes)
Nuances principales
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et l’inox
AH8015
![]()
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Premier choix pour l’usinage des alliages résistants à la chaleur dans des conditions de coupe générales
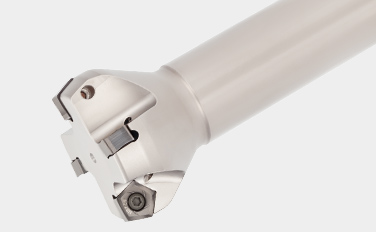
Corps d'outils

Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Boîtier de pompe |
| Matériau: | SKD11 |
| Corps d’outil: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Plaquette: | PNCU0905GNEN-ML |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 120 (m/min) fz = 0.25 (mm/t) Vf = 458 (mm/min) ap = 3 (mm) ae = 60 (mm) Application: surfaçage Liquide de refroidissement : à sec Machine: Horizontal M/C |

Exemple #2
Ingénierie générale
| Partie: | Matériau de matrice de roulement |
| Matériau: | Aciers à outil |
| Corps d’outil: | TEN09R160M50.8-12 (ø160 mm, z = 12) |
| Plaquette: | PNMU0905GNEN-MJ |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 300 (m/min) fz = 0.1 (mm/t) Vf = 716 (mm/min) ap = 0.8 (mm) ae = 50 (mm) Application: surfaçage Liquide de refroidissement : à sec Machine: Horizontal M/C |

Exemple #3
Ingénierie générale
| Partie: | Valve EGR |
| Matériau: | FC250 / 250 |
| Corps d’outil: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Plaquette: | PNCU0905GNEN-MJ |
| Nuance: | AH120 |
| Conditions de coupe: | Vc = 390 (m/min) fz = 0.15 (mm/t) Vf = 900 (mm/min) ap = 0.9 (mm) ae = 75 (mm) Application: surfaçage Liquide de refroidissement : alimentation externe Machine: Vertical M/C、6kW |
| Process: | , |
| Machine: |

Conditions de coupe recommandées
| ISO | Workpiece materials | Hardness | Selection criteria |
Recommended grade |
Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, C15E4, etc. C15, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.1- 0.3 | ||
| 200 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| High carbon steels, alloyed steels S45C, SCM440, etc. C45, 42CrMo4, etc. |
150 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1- 0.35 | |
| 150 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 150 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.1- 0.3 | ||
| 150 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| Prehardened steels NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1- 0.3 | |
| 30 – 40 HRC | Low cutting force | AH3225 | ML | 100 – 200 | 0.1- 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | MJ | 150 – 250 | 0.1- 0.25 | ||
| Stainless steels SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 200 | 0.1 – 0.3 | |
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| – 200 HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast irons FCD400, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | AJ | 500 – 1500 | 0.1 – 0.5 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | AJ | 150 – 500 | 0.1 – 0.5 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| – 40 HRC | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| – 40 HRC | Wear resistance | AH8015 | ML | 30 – 60 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | MJ | 10 – 40 | 0.04 – 0.1 | |
| Hardened materials SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | MJ | 80 – 150 | 0.05 – 0.15 | |
| 40 – 50 HRC | Fracture resistance | AH3225 | MJ | 80 – 150 | 0.05 – 0.15 |
- Enlever les copeaux excessifs avec un jet d’air pour éviter le coincement des copeaux.
- Utiliser un liquide de refroidissement soluble dans l’eau pour éviter les arêtes accumulées en cas de soudure extrême sur les arêtes de coupe (ex : usinage de l’aluminium).
- Pour les opérations avec une profondeur de coupe variée (ex : peau de coulée) et usinage de matériaux de pièce à surface interrompue, l’avance -fz) doit être réglée sur la valeur inférieure recommandée indiquée dans le tableau ci-dessus.
- Les conditions de coupe peuvent être limitées en fonction de la puissance de la machine, de la rigidité de la pièce et du rendement de la broche. Lorsque la largeur, la profondeur ou la longueur de porte-à-faux de coupe sont importantes, régler Vc et fz sur les valeurs recommandées inférieures et vérifier la puissance et les vibrations de la machine.
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.