

Nuances de cermet pour le tournage de finition des aciers |
 |
Nuances de cermet qui présentent une remarquable stabilité de la durée de vie des outils grâce à une incroyable résistance à la rupture

Applications & Fonctionnalités
Applications




Fonctionnalités
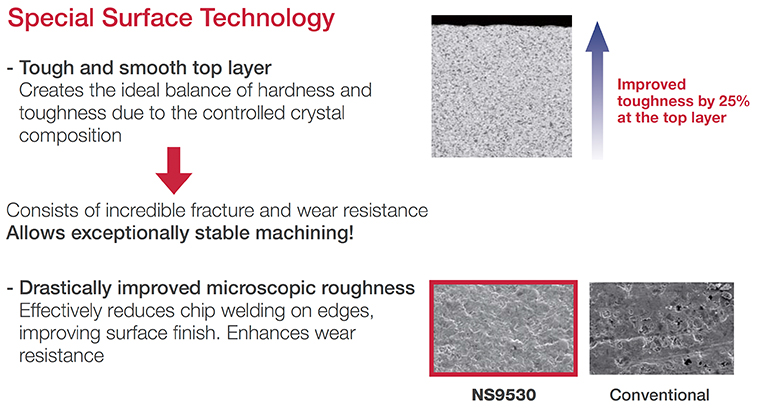
1. Technologie de surface spéciale
Constitue une incroyable résistance à la rupture et à l’usure pour un usinage exceptionnellement stable
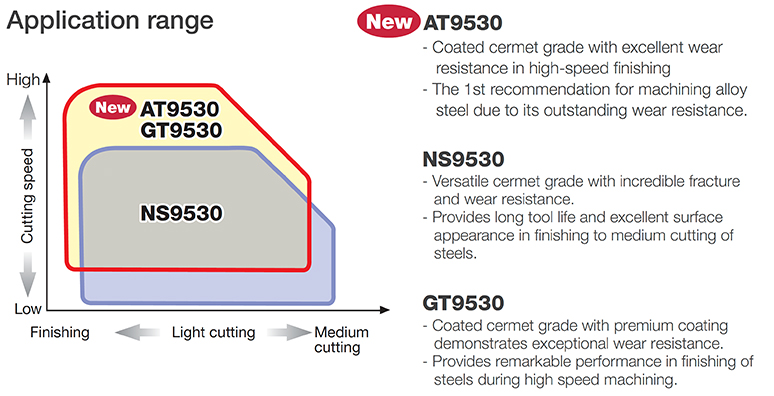
2. Hamme d’application
Nuances
NS9530
![]()
![]()
- Haute résistance à la rupture
- Convient pour la finition à la coupe moyenne des aciers
GT9530
![]()
![]()
- Haute résistance à l’usure
- Excellente qualité de surface en finition
AT9530
![]()
- Haute résistance à l’usure
- Premier choix pour l’usinage des aciers alliés
Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Pièces du rotor |
| Matériau: | Matériau fritté |
| Plaquette: | VNMG160402-TSF |
| Nuance: | AT9530 |
| Conditions de coupe: | Vc = 220 (m/min) f = 0.07 (mm/rev) ap = 0.5 (mm) Application: tournage frontal (coupe continue) Liquide de refroidissement : avec |

Exemple #2
Industrie automobile
| Partie: | Parties automobiles |
| Matériau: | SPCH |
| Plaquette: | DNMG150408-TSF |
| Nuance: | GT9530 |
| Conditions de coupe: | Vc = 225 (m/min) f = 0.25 (mm/rev) ap = 0.3 (mm) Application: tournage frontal (coupe continue) Liquide de refroidissement : avec |

Exemple #3
Industrie automobile
| Partie: | Parties automobile |
| Matériau: | SCM415 |
| Plaquette: | TPMT110304-PS |
| Nuance: | NS9530 |
| Conditions de coupe: | Vc = 125 (m/min) f = 0.15 (mm/rev) ap = 1.0 (mm) Application: tournage interne (tournage continu) Liquide de refroidissment: avec |

Conditions de coupe recommandées
NEGATIVE TYPE INSERTS
Basic chipbreaker
| Application | Chipbreaker | Grades | Cutting speedVc (m/min) | Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing | TF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.03 – 0.15 |
| Finishing | TSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.08 – 0.4 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
TS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Complementary chipbreakers
| Application | Chipbreaker | Grades | Cutting speedVc (m/min) | Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing | 01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.4 | 0.03 – 0.15 |
| A – D | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 4.0 | 0.1 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.03 – 0.2 | |
| Finishing | ZF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| 11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.25 | |
| AFW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 1.5 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| High feed, small depth of cut |
AS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.2 – 0.6 |
| ASW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.3 – 0.6 | |
| Boring (Double sided chipbreaker) |
CB | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.5 | 0.1 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
TQ | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| ZM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.7 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Medium cutting | All-round | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.2 – 0.4 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Parallel | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| S | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| P | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 4.0 | 0.2 – 0.5 | |
POSITIVE TYPE INSERTS
Basic chipbreakers
| Application | Chipbreaker | Grades | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Finishing | PSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to light cutting |
PSS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
PS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Medium cutting | PM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.15 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Complementary chipbreakers
| Application | Chipbreaker | Grades | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing |
01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.05 – 0.5 | 0.03 – 0.15 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing | PF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W08 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 1.0 | 0.03 – 0.15 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| W13 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W15 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W20 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| with hand | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.03 – 0.2 | |
| Finishing to medium cutting |
ZF | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.3 – 1.5 | 0.05 – 0.25 |
| ZM | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.5 – 2.0 | 0.05 – 0.3 | |
| 23 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| SS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| All-round | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.05 – 0.2 | |
| For external turning on small lathes | J10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 5.0 | 0.01 – 0.1 |
| Medium cutting | 24 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 3.0 | 0.08 – 0.3 |
| Heavy cutting | 61 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.0 | 0.3 – 1.0 |
| Finishing to medium cutting | – | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.05 – 0.3 |
JS, JP Chipbreaker
| ISO | Workpiece materials | Chipbreaker | Grade | Cutting speed Vc (m/min) | Depth of cut ap (mm) | Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
 |
Carbon steel Alloy steel |
JP | NS9530 | 150 – 250 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – |
| AT9530 | 150 – 300 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – | |||
| JS | NS9530 | 150 – 250 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | ||
| AT9530 | 150 – 300 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |||
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport sur le produit :

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.