



Nuances pour le tournage des aciers inoxydables avec une fiabilité élevée
Des nuances de dernières générations pour répondre à tous vos défis d’usinage des aciers inoxydables.


Applications & Fonctionnalités
Applications


Fonctionnalités
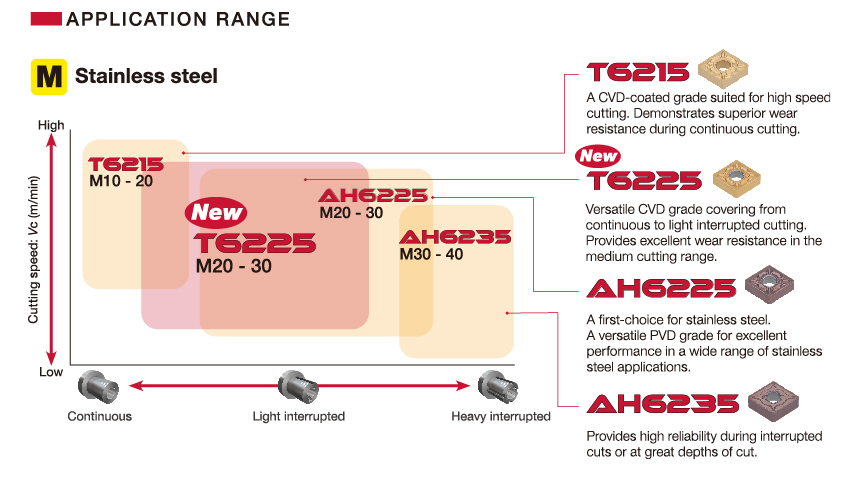
1. Gamme d’application
2. Fonctionnalité nuance



Nuance PVD polyvalente
Revêtement enrichi en Ti
– Revêtement PVD épais enrichi en Ti pour une meilleure résistance aux chocs thermiques.
– Réduction des usures en cratère.
Revêtement multicouche nano-structuré à teneur élevée en Ti
La couche extérieure est constituée d’une multicouche nano-structurée à teneur élevée en Ti, rendue possible par les dernières technologies de revêtement de Tungaloy. Sa dureté élevée et sa nanostructure confèrent à la nuance un bon équilibre de résistance à l’usure et à la rupture, et améliore ainsi la durée de vie et la prévisibilité des outils.



Résistance supérieure à l’usure
Dureté accrue de la couche extérieure
– La dureté de la couche extérieure du revêtement réduit considérablement l’usure en dépouille.
Forte adhérence des couches Al2O3
– Les dernières technologies de revêtement Al2O3 de Tungaloy améliorent l’adhérence du revêtement de la nuance et empêche l’écaillage des arêtes de coupe et la délamination du revêtement.
Revêtement épais
– Il offre une résistance supérieure à l’usure et une longue durée de vie de l’outil.
Nuances
T6215
![]()
![]()
-
P10 – P30 / M10 – M30
- Démontre une excellente résistance à l’usure pour les coupes continues à grande vitesse des aciers inoxydables
AH6225
![]()
![]()
- P20 – P30 / M20 – M30
- Premier choix pour les aciers inoxydables
- Excellente polyvalence pour l’usinage des aciers inoxydables, démontre une bonne combinaison de résistance à l’usure et à la rupture
AH6235
![]()
![]()
- P30 – P40 / M30 – M40
- Démontre une résistance élevée à la fracture dans les aciers inoxydables
- Fournit une grande fiabilité pour les coupes interrompues et l’usinage intensif
Exemples pratiques
Exemple #1
| Pièce usinée: | Partie de tuyau |
| Matériau usiné: | SUS304 / X5CrNi18-9 |
| Plaquette: | DNMG150408-SM |
| Nuance: | T6215 |
| Conditions de coupe: | Vc = 150(m/min) f = 0.3 (mm/rev) ap = 3 (mm) Usinage: Chariotage Arrosage: Liquide |

Exemple #2
| Pièce usinée: | Pièce de machine |
| Matériau usiné: | SUS304 / X5CrNi18-9 |
| Plaquette: | TNMG160408-SM |
| Nuance: | T6215 |
| Conditions de coupe: | Vc = 200(m/min) f = 0.3 (mm/rev) ap = 2.5 (mm) Usinage: Copiage Arrosage: Liquide |

Exemple #3
| Pièce usinée: | Pièce de générateur |
| Matériau usiné: | SUS410 / X12Cr13 |
| Plaquette: | CNMG120408-SH |
| Nuance: | AH6235 |
| Conditions de coupe: | Vc = 70 (m/min) f = 0.15 (mm/rev) ap = 2 – 4 (mm) Usinage: Dressage de face (aux chocs) Arrosage: Liquide |

Exemple #4
| Pièce usinée: | Pièce de machine |
| Matériau usiné: | SUS304 / X5CrNi18-9 |
| Plaquette: | CNMG120412-SM |
| Nuance: | AH6235 |
| Conditions de coupe: | Vc = 80 (m/min) f = 0.2 (mm/rev) ap = 1.5 (mm) Usinage: Dressage de face (aux chocs) Arrosage: Liquide |

Exemple #5
| Pièce usinée: | Pièce de joint |
| Matériau usiné: | SUS304 / X5CrNi18-9 |
| Plaquette: | CNMG120404-SM |
| Nuance: | AH6225 |
| Conditions de coupe: | Vc = 90(m/min) f = 0.2 (mm/rev) ap = 1 (mm) Usinage: Chariotage Arrosage: Liquide |

Exemple #6
| Pièce usinée: | Pièce de machine |
| Matériau usiné: | SUS440 (Martensite Aciers inoxydables) |
| Plaquette: | VNMG160404-SF |
| Nuance: | AH6225 |
| Conditions de coupe: | Vc = 110 (m/min) f = 0.1 (mm/rev) ap = 0.5 (mm) Usinage: Chariotage Arrosage: Liquide |

Conditions de coupe recommandées
Pour plaquettes négatives
| ISO | Opération | Brisecopeaux | Nuance | Prof. de passe ap (mm) |
Avance f (mm/rev) |
Vitesse de coupe: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Aciers inoxydables austénitiques |
Aciers inoxydables Ferritiques / martensites |
Aciers inoxydables trempés |
||||||
 |
Finition | SF | T6215 | 0.5 – 2.5 | 0.08 – 0.45 | 140 – 240 | 160 – 280 | 80 – 150 |
| T6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.45 | 50 – 150 | 70 – 170 | – | |||
| Semi-finition | SM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| T6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| SDM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| Ebauche | SH | T6215 | 2 – 6 | 0.3 – 0.6 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 2 – 6 | 0.3 – 0.6 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 2 – 6 | 0.3 – 0.6 | 50 – 150 | 70 – 170 | – | |||
PSS / PS / PM
| ISO | Opération | Brisecopeaux | Nuance | Prof. de passe ap (mm) |
Avance f (mm/rev) |
Vitesse de coupe: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Aciers inoxydables austénitiques |
Aciers inoxydables Ferritique / martensite |
Aciers inoxydables trempés |
||||||
|
Finishing | PSS | T6215 | 0.3 – 2 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 |
| AH6225 | 0.3 – 2 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.3 – 2 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Finishing to medium cutting |
PS | T6215 | 0.5 – 2.5 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Medium cutting | PM | T6215 | 1 – 3 | 0.15 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 1 – 3 | 0.15 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 3 | 0.15 – 0.3 | 50 – 150 | 70 – 170 | – | |||
JS chipbreaker
| ISO | Workpiece materials | Chipbreaker | Grade | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
|
Austenitic stainless steel | JS | AH6225 | 90 – 200 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 |
| Ferritic / martensite stainless steel | JS | AH6225 | 110 – 240 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
| Precipitation hardened stainless steel | JS | AH6225 | 60 – 110 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
Metric
T6200 & AH6200 series

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.