

Fresa multifuncional con arista de corte central
Fresa integral con capacidad de corte central que proporciona la máxima versatilidad en mecanizado

Aplicaciones y características
Aplicaciones












Características
1. Máxima versatilidad
– Con la capacidad de corte central, una sola fresa puede realizar una amplia gama de aplicaciones, lo que permite la integración de procesos y herramientas para lograr la máxima productividad. La fijación de la plaquita tipo cola de milano garantiza una alta seguridad del proceso.

Capacidades de las aplicaciones con DoMultiRec


| Tamaño de plaquita | APMX (mm) | Diámetro de la herramienta. DC (mm) |
|---|---|---|
| 08 | 7 | ø16 |
| ø17 | ||
| 10 | 9 | ø20 |
| ø21 | ||
| 12 | 11 | ø25 |
| ø26 |
2. Coste máximo por arista de corte para fresas de escuadrado con arista de corte central
– Se puede utilizar una sila plaquita para el corte central o el corte periférico y se puede utilizar dos veces en cada posición: cuatro aristas de corte en total para lograr el mayor ahorro.

3. Parte inferior del agujero plana
– Resulta sencillo hacer que los fondos de los agujeros sean lo más planos posible. También lo hace adecuado para operaciones de avellanado.

Tamaño 12
| Fresa | : EVLX12M025C25.0R02 (ø25 mm, z = 2) |
| Plaquita | : LXMU120408PER-MM AH3225 |
| Velocidad de corte | : Vc = 150 m/min |
| Avance por diente | : fz = 0.07 mm/t |
| Profundidad del agujero | : 5 mm |
| Longitud de voladizo | : 45 mm |
| Refrigeración | : Seco |
El diseño optimizado de la arista inferior proporciona fondo del agujero plano.
Plaquitas y calidades
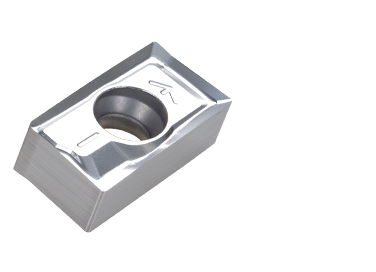
Plaquitas

LXMU**-MM
- Profundidad máxima de corte
– LXMU06: 5 mm
– LXMU08: 7 mm
– LXMU10: 9 mm
– LXMU12: 11 mm
– LXMU16: 14.5 mm
– LXMU19: 18 mm
LXGU**-AM
- Profundidad máxima de corte
– LXGU06: 5 mm
– LXGU08: 7 mm
– LXGU10: 9 mm
– LXGU12: 11 mm
– LXGU16: 14.5 mm
Calidades principales
AH120
![]()
![]()
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Adecuada para el mecanizado de acero, acero inoxidable y fundición en condiciones de corte estándar
AH3225
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Adecuada para acero y acero inoxidable
AH8015
![]()
![]()
![]()
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la rotura
- Primera opción para el mecanizado de aleaciones termorresistentes en condiciones de corte estándar
Cuerpos de fresa


Ejemplos prácticos
Ejemplo #1
| Pieza: | Parte de máquina |
| Material: | Fundición de acero inoxidable |
| Fresa: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| Plaquita: | LXMU120408PER-MM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 60 (m/min) fz = 0.07 (mm/t) Vf = 102.8 (mm) ap = 5 (mm) ae =26 (mm) Aplicación: Escariado, ranurado Refrigeración: Exterior Longitud de voladizo: 40 (mm) Máquina: Vertical M/C, BT40 |

Ejemplo #2
| Pieza: | Parte de máquina |
| Material: | SCM420/18CrMo4 |
| Fresa: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| Plaquita: | LXMU120408PER-MM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 118 (m/min) fz = 0.31 (mm/t) Vf = 900 (mm) ap = 2 (mm) ae = 5 (mm) Aplicación: Escuadrado Refrigeración: Chorro de aire Longitud de voladizo: 100 (mm) Máquina: Vertical M/C, BT50 |

Condiciones de corte estándar
| ISO | Workpiece materials | Hardness | Chip-breakers | Grades | Cutting speed Vc (m/min) | Drilling (ZEFP = 1)(1) |
Shouldering / Helical interpolation(1),(2) |
|||
|---|---|---|---|---|---|---|---|---|---|---|
| Feed per revolution f (mm/rev) |
Feed per tooth fz (mm/t) |
|||||||||
| 06 | 08 | 10 / 12 / 16 / 19 | ||||||||
|
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | MM | AH3225 | 100 – 300 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | MM | AH3225 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | MM | AH3225 | 80 – 180 | 0.03 – 0.06 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | MM | AH3225 | 80 – 180 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.22 | |
|
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250 HB | MM | AH120 | 100 – 300 | 0.03 – 0.1 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Ductile cast iron FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250 HB | MM | AH120 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
Aluminium alloy Si < 13% |
– | AM | DS2005 KS05F |
400 – 800 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Aluminium alloy Si ≥ 13% |
– | AM | DS2005 KS05F |
100 – 200 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
|
|
Titanium alloys Ti-6AI-4V, etc. |
– | MM | AH3225 | 20 – 60 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | |
| Superalloys Inconel 718, etc. |
– | MM | AH8015 | 20 – 40 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||
|
|
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | MM | AH8015 | 50 – 150 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | MM | AH8015 | 40 – 70 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||






- (1)In the following cases, feed as if the cutter has a single effective cutting edge (ZEFP = 1):
- Hole making
- Helical interpolating for holes with a hole diameter (øD) ≤ 1.25x the tool diameter (DC)
- The axial D.O.C. exceeds APMX2
- (2)The tool is prone to vibration when the tool overhang exceeds 3.5xD and cause poor part quality. Make sure to use the axial cutting depth (ap) that do not exceed the value indicated in the APMX2 column. Also reduce the cutting speed and feed rate to 50% of the recommended speed.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.