

Una amplia gama de brocas de plaquita intercambiable para diversas aplicaciones
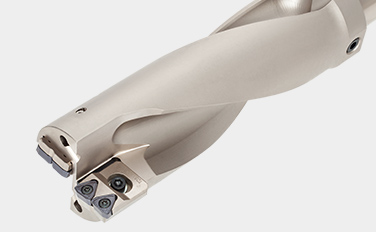
El agujero de refrigerante helicoidal en el cuerpo de la broca proporciona una excelente evacuación de virutas y acabado superficial

Aplicaciones y características
Aplicaciones


Características
1. Amplia gama de brocas y adecuada para diversas aplicaciones
- Diámetro de broca: ø12.5 – ø 54.0 mm
- L/D = 2, 3, 4, 5

Una amplia variedad de rompevirutas y calidades proporciona una gran versatilidad.
2. Evacuación excelente de la viruta
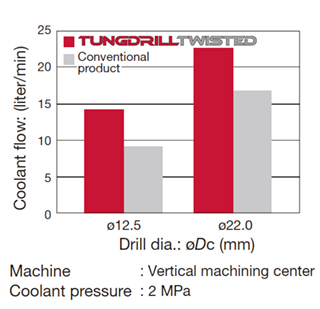
El agujero para refrigerante aumenta el flujo de refrigerante en 1,5 veces, lo que mejora la evacuación de la viruta, dando como resultado un excelente acabado superficial.
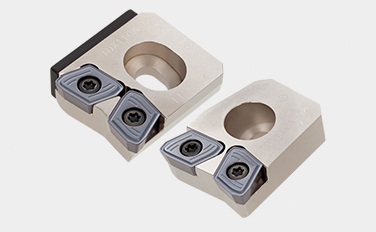
3. TungDrillBig
El cuerpo de la broca con cabezal ajustable cubre rangos de diámetro de orificio de: øDc: ø55 mm – ø80 mm, L/D = 2,5

-
Cuerpo de gran rigidez y posición de la plaquita optimizada
Proporciona fuerzas de corte bien equilibradas y condiciones de mecanizado estables para realizar agujeros con gran precisión.

-
Diámetro de herramienta regulable
TungDrillBig presenta 5 tamaños de cuerpo de broca que pueden utilizarse con una gama de placas de ajuste que cubren un rango de diámetros de ø55 mm – ø80 mm.

-
Gran variedad de diseños
Los cabezales de tipo TungDrillTwisted y TungDrill-Six pueden fijarse al mismo cuerpo de broca.
Plaquitas y calidades
Plaquitas
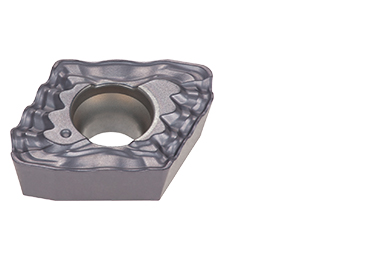
Plaquitas para chaflanado de agujeros

XHGX090700R-45A
Plaquitas de chaflanado para TDXCF
Calidades principales
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
T1115
![]()
- K10 – K25
- High wear resistance
- Suitable for milling cast iron
AH7020
![]()
![]()
- Wear-resistant grade that enables high speed machining in steel and cast iron. Improved machining efficiency with no compromise on tool life.
AH7030
![]()
![]()
![]()
![]()
![]()
- First-choice grade in all material groups.Extremely fracture resistant, the grade provides predictability in unstable drilling applications that might, otherwise, induce edge chipping.
AH6030
![]()
![]()
- M25 – M35 / S15 – S30
- Alta resistencia a la rotura
- Adecuada para el taladrado de acero inoxidable y aleaciones termorresistentes en condiciones de corte estándar
AH9030
![]()
![]()
- P15 – P35 / K10 – K25
- Alta resistencia al desgaste
- Adecuada para el taladrado de acero y fundición a alta velocidad
GH130
![]()
![]()
![]()
- P25 – P40 / M25 – M40 / K25 – K40
- Alta resistencia al astillado y a la rotura
- Adecuada para acero, acero inoxidable y fundición
Cuerpos de broca y herramientas relacionadas
Cuerpo de broca

TDX-F (ø12.5 – ø54 mm)
Brocas de plaquita intercambiable, mango plano
Cuerpo de broca

C-TDX
Brocas de plaquita intercambiable con mangos intercambiables “TungCap”

Ejemplos prácticos
Ejemplo #1
Industria automovilística
| Pieza: | Piñón |
| Material: | SCM435 / 34CrMo4 |
| Broca: | TDX185F25-2 |
| Plaquita: | XPMT06X308R-DW |
| Calidad: | AH9030 |
| Condiciones de corte: | Vc = 160 (m/min) f = 0.11 (mm/rev) Vf = 300 (mm/min) H = 18 (mm) Refrigeración: Taladrina Máquina: Torno NC |

Ejemplo #2
Industria automovilística
| Pieza: | Recambio |
| Material: | S33C |
| Broca: | TDX200F25-3 |
| Plaquita: | XPMT06X308R-DJ |
| Calidad: | AH725 |
| Condiciones de corte: | Vc = 138 (m/min) f = 0.06 (mm/rev) Vf = 132 (mm/min) H = 25 (mm) Refrigeración: Taladrina Máquina: Máquina especial |

Ejemplo #3
Industria automovilística
| Pieza: | Barra de conexión |
| Material: | S55C |
| Broca: | TDX200F25-3 |
| Plaquita: | XPMT06X308R-DW |
| Calidad: | AH725 |
| Condiciones de corte: | Vc = 90 (m/min) f = 0.06 (mm/rev) Vf = 86 (mm/min) H = 22 (mm) Refrigeración: Taladrina Máquina: Máquina especial |

Condiciones de corte estándar
Recommended insert
| ISO | Workpiece material | First choice | Wear resistance | Chip control |
|---|---|---|---|---|
 |
Low carbon steel (C ≤ 0.3%) | DJ AH7030 | DJ AH7020 | DW AH7030 / DG AH725 |
| Carbon steel (C > 0.3%), Low alloy steel, Alloy steel |
DJ AH7030 | DJ AH7020 | DW AH7030 | |
 |
Stainless steel | DS AH7030 | DS AH7020 | DJ AH7030 |
 |
Grey cast irons | DJ AH7020 | DJ T1115 | – |
| Ductile cast irons | DJ AH7030 | DJ AH7020 | – | |
 |
Aluminium alloy | DJ AH725 | – | DG AH725 |
 |
Heat-resistant alloys, Titanium alloys |
DJ AH7030 | DJ AH7020 | – |
 |
Hardened steel | DJ AH7030 | DJ AH7020 | – |
Standard cutting conditions
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | ||||
|---|---|---|---|---|---|---|---|---|---|
| ø12.5 – ø14.5 | ø15 – ø17 | ø17.5 – ø26 | ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 160 – 320 | 2D, 3D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 250 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
| Low alloy steels SCM415, etc. |
– 200 HB | 160 – 250 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | ||||
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 80 – 200 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
|
Stainless steels (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 100 – 200 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Martensitic and ferritic) SUS430, SUS416, etc. X6Cr17, X20Cr13, etc. |
– 200 HB | 100 – 220 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Precipitation hardening) SUS630, etc. X5CrNiCuNb16-4, etc. |
– | 80 – 120 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | ||||
|
Grey cast irons FC250, etc., 250, etc. |
150 – 250 HB | 80 – 250 | 2D, 3D | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 |
| 4D, 5D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
| Ductile cast irons FCD700, etc., 600-3, etc. |
150 – 250 HB | 80 – 200 | 2D, 3D | 0.04 – 0.12 | 0.04 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 | |
| 4D, 5D | 0.04 – 0.1 | 0.04 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
|
Aluminium alloy A2017, ADC12, etc. AlCu4SiMg, AlSi11Cu3, etc. |
– | 200 – 400 | 2D, 3D | 0.1 – 0.12 | 0.1 – 0.15 | 0.15 – 0.2 | 0.15 – 0.2 | 0.15 – 0.25 |
| 4D, 5D | 0.08 – 0.12 | 0.08 – 0.12 | 0.12 – 0.16 | 0.12 – 0.16 | 0.12 – 0.2 | ||||
|
Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | 20 – 60 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 40 – 120 | 2D, 3D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.12 | |
| 4D, 5D | 0.06 – 0.08 | 0.06 – 0.08 | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.1 | ||||
|
Hardened steel | – 50 HRC | 40 – 100 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | ||||
Standard cutting conditions for DG Chipbreaker
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | |
|---|---|---|---|---|---|---|
| ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 60 – 180 | 2D, 3D 4D, 5D |
0.04 – 0.1 | |
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
e-Catalog
Métrico
Imperial
TungDrillBig (Métrico)
TungDrillBig (Imperial)

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock