

Fresa para aplicaciones a alto avance y de diámetro pequeño con diseño robusto para mayor estabilidad y eficiencia
La fresa de plaquitas intercambiables para aplicaciones a alto avance, disponible en diámetros tan pequeños como ø8 mm, ofrece un corte libre y un control eficaz de viruta en una amplia gama de aplicaciones.


Aplicaciones y características
Aplicaciones











Características
1. Construido para funcionar en condiciones de mecanizado más altas
La arista de la plaquita fuerte y gruesa está diseñada para resistir la fuerza de rotura durante las operaciones a alto avance.

Esquina de la plaquita gruesa Max. 10% más gruesa que los competidores
Los tornillos M2 reducen el cizallamiento del cuello del tornillo bajo altas fuerzas de corte. Un tornillo más grande mejora la fijación de la plaquita y facilita su instalación.
2. El ángulo de inclinación positivo de la plaquita proporciona una evacuación de viruta suave
La posición positiva de la arista de corte contribuye a una formación de virutas controlada y una fácil evacuación de virutas cuando se mecaniza arrán de paredes y operaciones de ranurado.
Ángulo de inclinación positivo
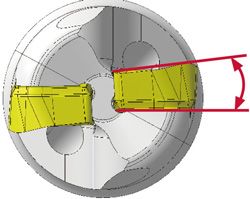
3. Diseñado con un ángulo de entrada pequeño para la estabilidad de las vibraciones, la plaquita de TungForceFeed mejora significativamente la eficiencia y la durabilidad de la herramienta, incluso cuando se mecaniza en áreas de gran voladizo.
Plaquitas y calidades
Plaquitas

LSMT-HM
- Plaquita a alto avance
- Máx. profundidad de corte: 0.5 mm
- Proporciona eficiencia de mecanizado en una amplia gama de aplicaciones
- Plaquita de primera elección para diversas aplicaciones, como ranurado, cajeado o áreas de gran voladizo

LSMT-MM
- Plaquita R2
- Máx. profundidad de corte: 2.0 mm
- Diseño de plaquita de perfil completo ideal para semidesbaste y semiacabado de piezas de troqueles y moldes
- La geometría de corte libre elimina las vibraciones y mejora la calidad del acabado de la superficie
- La arista Wiper incorporada ayuda a reducir la formación de rebabas en paredes y esquinas al tiempo que mejora la precisión de las mismas
Calidad
AH3225
![]()
![]()
- Tecnología de recubrimiento nano multicapa con tres propiedades principales para una integridad óptima de la arista
- Mayor resistencia al desgaste, la fractura, la oxidación, la acumulación de material en la arista y la delaminación
AH8015
![]()
![]()
![]()
![]()
- Incorpora una capa de revestimiento duro y un sustrato de carburo
- Gran resistencia al desgaste, al calor y a la arista de aportación, ideal para mecanizar materiales duros o difíciles
Cuerpos de las fresas
Tipo Mango

EXLS (ø8 – ø25mm)
Portaherramientas cilíndrico para fresado a alto avance, atornillable.
Tipo Modular

HXLS (ø8 – ø25mm)
Cabezal modular para fresado a alto avance, atornillable (TungFlex).
Ejemplos prácticos
Ejemplo #1
Industria aeroespacial
| Pieza: | Álabe de turbina |
| Material: | Inconel 939 |
| Fresa: | EXLS02M008C8.0LH16R01 (ø8, CICT = 1) |
| Plaquita: | LSMT0202ZER-HM |
| Calidad: | AH8015 |
| Condiciones de corte: | Vc = 30 (m/min) fz = 0.2(mm/t) (Competidor:fz = 0.05) ap = 0.3 (mm) ae = 8 (mm) Aplicación: Ranurado Refrigeración: Seco Máquina: CN Vertical, BT50 |

Ejemplo #2
Industria de matrices y moldes
| Pieza: | Troquel de estampado |
| Material: | SKD11 (antes de endurecer) |
| Cortador: | HXLS02M010M06R02 (ø10, CICT = 2) |
| Fresa: | LSMT0202ZER-HM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 120 (m/min) fz = 0.6 (mm/t) ap = 0.3 (mm) ae = 5 (mm) Aplicación: Cajeado Refrigeración: Seco Machine: CN Vertical, BT40 |

Ejemplo #3
Industria de matrices y moldes
| Pieza: | Troquel de estampado |
| Material: | SKD61 (45HRC) |
| Fresa: | EXLS02M012C12.0LH50R02 (ø12, CICT = 2) |
| Plaquita: | LSMT0202ZER-HM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 113 (m/min) fz = 0.5 (Competidor:fz = 0.1) (mm/t) ap = 0.3 (mm) ae = 12 (mm) Aplicación: Planeado Refrigeración: Aire Máquina: CN Vertical, BT50 |

Condiciones de corte estándar
| ISO | Material | Dureza | Prioridad | Calidad | Velocidad de corte
Vc (m/min) |
Avance por diente fz (mm/t) |
Diámetro de la herramienta.: øDc (mm), Número de revoluciones: n (min-1), Velocidad de avance: Vf (mm/min), Max. profundidad del corte: ap = 0.5 mm, Número de dientes: CICT | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8, CICT = 1 | ø10, CICT = 2 | ø12 | ø16 | ø20 | ø25 | ||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 6 | CICT = 8 | ||||||||||||||||
| Aceros de carbono (S45C / C45, S55C / C55, etc) |
– 300HB | Primera opción | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Por resistencia al desgaste | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Aceros aleados (SCM440 / 42CrMo4, etc) |
– 300HB | Primera opción | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Por resistencia al desgaste | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Aceros pretemplados (NAK80, PX5, etc) |
30 – 40HRC | Primera opción | AH8015 | 100 – 200 | 0.2 – 0.5 | 5,970 | 2,390 | 4,780 | 3,820 | 3,980 | 3,180 | 4,780 | 2,990 | 3,590 | 5,980 | 2,390 | 4,780 | 5,740 | 1,910 | 4,590 | 6,120 | ||
| 30 – 40HRC | Para resistencia al impacto | AH3225 | 100 – 200 | 0.2 – 0.5 | Vc = 150 m/min, fz = 0.4 mm/t | ||||||||||||||||||
| Aceros inoxidables (SUS304 / X5CrNi18-9, (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, etc) |
– 200HB | Primera opción | AH3225 | 100 – 150 | 0.2 – 0.5 | 4,780 | 1,910 | 3,820 | 3,060 | 3,190 | 2,550 | 3,830 | 2,390 | 2,870 | 4,780 | 1,910 | 3,820 | 4,590 | 1,530 | 3,680 | 4,900 | ||
| Vc = 120 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||
| Fundición gris (FC250 / 250 / GG25, (FC250 / 250 / GG25, FC300 / 300 / GG30, etc) |
150 – 250HB | Primera opción | AH8015 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| 150 – 250HB | Para resistencia al impacto | AH3225 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Fundición dúctil (FCD600 / 600-3 / GGG60, etc) |
150 – 250HB | Primera opción | AH8015 | 80 – 200 | 0.2 – 0.8 | 5,970 | 2,990 | 4,780 | 4,780 | 3,980 | 3,980 | 5,970 | 2,990 | 4,490 | 7,480 | 2,390 | 5,980 | 7,170 | 1,530 | 4,590 | 6,120 | ||
| 150 – 250HB | Para resistencia al impacto | AH3225 | 80 – 200 | 0.2 – 0.8 | Vc = 150 m/min, fz = 0.5 mm/t | ||||||||||||||||||
| Alineación de titanio (Ti-6Al-4V, etc) |
– 40HRC | Primera opción | AH3225 | 30 – 60 | 0.1 – 0.3 | 1,590 | 320 | 1,270 | 510 | 1,060 | 420 | 640 | 800 | 480 | 800 | 640 | 640 | 770 | 510 | 620 | 820 | ||
| – 40HRC | Por resistencia al desgaste | AH8015 | 30 – 60 | 0.1 – 0.3 | Vc = 40 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Aleación resistente al calor (Inconel, Hastelloy, etc) |
– 40HRC | Primera opción | AH8015 | 20 – 50 | 0.1 – 0.3 | 1,190 | 240 | 1,000 | 400 | 800 | 320 | 480 | 600 | 360 | 600 | 480 | 480 | 580 | 380 | 460 | 460 | ||
| – 40HRC | Para resistencia al impacto | AH3225 | 20 – 50 | 0.1 – 0.3 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||
| Acero endurecido | SKD61 / X40CrMoV5-1, etc | 40 – 50HRC | Primera opción | AH8015 | 80 – 150 | 0.1 – 0.5 | 4,780 | 1,430 | 3,820 | 2,290 | 3,190 | 1,910 | 2,870 | 2,390 | 2,150 | 3,590 | 1,910 | 2,870 | 3,440 | 1,530 | 2,760 | 3,680 | |
| Vc = 120 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||
| SKD11 / X153CrMoV12, etc | 50~60HRC | Primera opción | AH8015 | 50 – 70 | 0.1 – 0.3 | 2,390 | 480 | 1,910 | 760 | 1,590 | 640 | 950 | 1,190 | 710 | 1,190 | 950 | 950 | 1,140 | 760 | 920 | 1,220 | ||
| Vc = 60 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||
Para obtener más información sobre este producto, visite nuestro catálogo en linea o descargue el catálogo del producto.

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.