

Herramienta multifunción para taladrado y torneado
Herramienta multifuncional para mejorar la productividad


Aplicaciones y características
Aplicaciones



Características
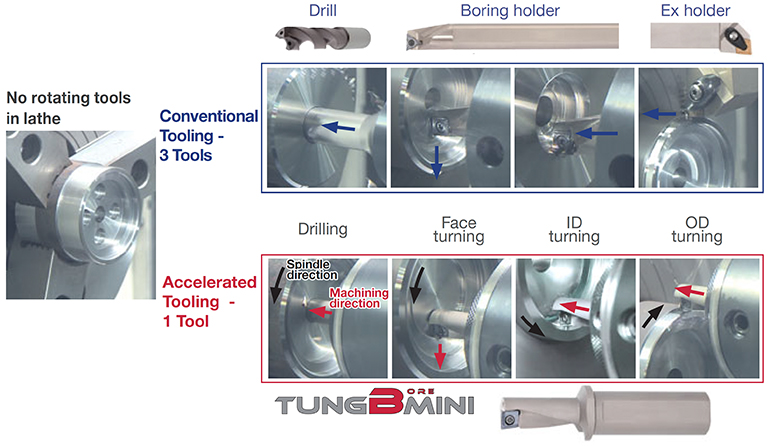
1. Número mínimo de herramientas para una productividad máxima
– Una sola herramienta TungBoreMini puede realizar varias operaciones, como el torneado interior después del taladrado, sin necesidad de cambiar las herramientas.
– Permite taladrar y ampliar agujeros en diversos materiales, en lugar de utilizar una herramienta de taladrado y torneado.
– Se puede utilizar como una herramienta de torneado ISO estándar para aplicaciones de torneado interior, exterior y/o frontal.
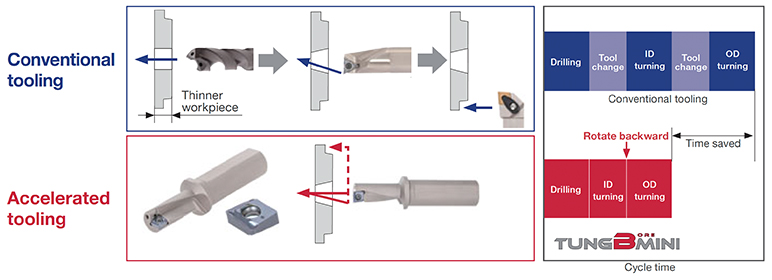
2. Reducción del tiempo de inactividad de la máquina
El sistema multifuncional TungBoreMini elimina el tiempo de cambio de herramienta, lo que se traduce en una reducción significativa del tiempo por ciclo. Esto es especialmente eficaz en aplicaciones en las que el tiempo de mecanizado individual es corto y rápido, lo que se traduce en una enorme mejora de los tiempos de producción.
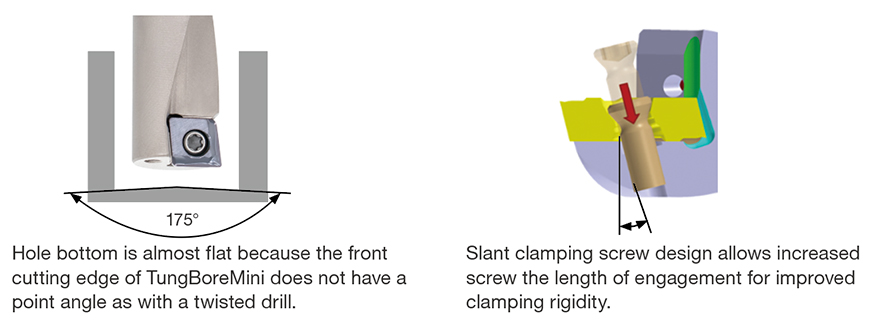
3. Características
Plaquitas y calidades
Plaquitas

Calidades
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Buen equilibrio entre resistencia al desgaste y al astillado
- Adecuada para el mecanizado de acero y acero inoxidable en condiciones generales de corte
Portaherramientas
Torneado exterior, torneado interior, refrentado, taladrado
Portaherramientas TungBoreMini
Herramienta multifunción para taladrado y torneado
Torneado interior

Portaherramientas TungBoreMini
Barra de mandrinar atornillable, para plaquitas rómbicas XOMU
Ejemplos prácticos
Ejemplo #1
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | SUS440 |
| Portaherramientas: | TBM12R/LF16-2.25 |
| Plaquita: | XOMU06H204-PS |
| Calidad: | AH725 |
| Condiciones de corte: | Vc = 80 (m/min) f = 0.15 (mm/rev) ap = 2.5 (mm) Refrigeración: Taladrina |

Ejemplo #2
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | SUS304 / X5CrNi18-9 |
| Portaherramienta: | TBM12R/LF16-2.25 |
| Plaquita: | XOMU06H204-PS |
| Calidad: | AH725 |
| Condiciones de corte: | Vc = 100 (m/min) f = Taladrado: 0.03, Tornado interior:0.1 – 0.15 (mm/rev) ap = 0.5 (mm) Refrigeración: Taladrina |

Condidiones de corte estándar
Taladrado
| ISO | Material | Velocidad de corte Vc (m/min) | Diámetro mínimo del agujero: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
Acero bajo en carbono Acero al carbono |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Acero inoxidable | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Fundición | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Aleaciones de aluminio | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




Torneado interior
| ISO | Material | Velocidad de corte Vc (m/min) | Diámetro mínimo del agujero: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Prof. de corte: ap (mm) | |||||||||||
|
|
Acero bajo en carbono Acero al carbono |
50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avance: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Material | Velocidad de corte Vc (m/min) | Diámetro mínimo del agujero: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Prof. de corte: ap (mm) | |||||||||||
|
|
Acero inoxidable | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avance: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Material | Velocidad de corte Vc (m/min) | Diámetro mínimo del agujero: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Prof. de corte: ap (mm) | |||||||||||
|
|
Fundición | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avance: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Material | Velocidad de corte Vc (m/min) | Diámetro mínimo del agujero: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Prof. de corte: ap (mm) | |||||||||||
|
|
Aleaciones de aluminio | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avance: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el catálogo del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.