
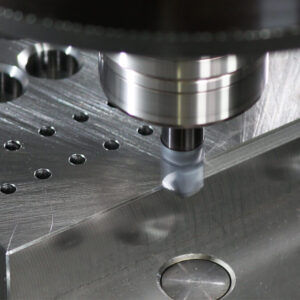
El chaflanado es un tipo de mecanizado en el que los bordes de materiales como metales y resinas y las esquinas de los agujeros son cortados en diagonal.
En esencia, se trata de eliminar los bordes agudos y las rebabas de la pieza para formar una pendiente plana y chaflanada.
Esta pendiente se mecaniza generalmente en un ángulo de 45 grados, pero el ángulo puede variar en función del uso y la finalidad.
De hecho, el chaflanado puede verse a menudo en la vida cotidiana.
Por ejemplo, si observamos las cuatro esquinas de un smartphone, nos daremos cuenta de que las esquinas son diagonales, redondeadas y achaflanadas para evitar molestias.
El chaflanado se utiliza a menudo en la cocina porque al cortar las puntas de las verduras se evita que se hundan durante la cocción y se impregnan mejor los sabores.
Como se puede ver, el chaflanado es un proceso que vemos a menudo a nuestro alrededor
Comprender las ventajas del chaflanado, los problemas durante el mecanizado y las posibles soluciones.
Contenido:
1. Introduccción al chaflanado
- Técnicas habituales de chaflanado
- Exploración de los distintos tipos de chaflanes
2. Ventajas y aplicaciones del chaflanado
- Ventajas para distintos sectores
- Retos comunes y soluciones en los procesos de chaflanado
3. Herramientas recomendadas para chaflanado de Tungaloy
- Mejora de la eficacia y la precisión en las operaciones de chaflanado
4. Soluciones innovadoras para un chaflando eficiente
- Diseños de brocas para mejorar los resultados de chaflanado
- Presentación de las herramientas de taladrado especiales y su diseño
Chaflanado en el borde del agujero

Torneado: Mecanizado con herramienta de diámetro interior

Fresado: Mecanizado con una fresa de chaflán o una herramienta de punta intercambiable para chaflanado
Chaflán hasta el borde de la arista

Torneado: Mecanizado con herramienta exterior
Fresado: Mecanizado con una fresa para chaflanado o una herramienta de punta intercambiable de metal duro para chaflanado
Exploración de los distintos tipos de chaflanado
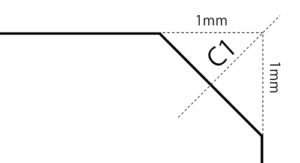
Chaflán-C:
El chaflanado en C es una técnica muy extendida en la que los bordes se cortan en un ángulo preciso de 45°. A menudo, los debates en torno al ” chaflanado ” aluden principalmente a este método. En los procedimientos in situ se suelen emplear directivas prácticas como “C1”, que indican la eliminación de una anchura de 1 mm del borde.
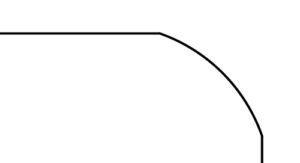
Chaflán -R:
El chaflanado R consiste en un proceso dedicado a curvar las esquinas, notablemente eficaz para mitigar el riesgo de lesiones. Este método destaca por garantizar unos bordes más suaves y seguros.
Chaflanado, roscado:
El chaflanado de roscas es un proceso meticuloso que recorta delicadamente las esquinas hasta un grado imperceptible. Tiene un propósito único, ideal en casos en los que no se requiere ni el chaflanado en C ni el chaflanado en R. En su lugar, la atención se centra en eliminar las rebabas hasta un punto que escapa a la detección visual. En su lugar, la atención se centra en eliminar las rebabas hasta un punto que escapa a la detección visual.
Mejora de la seguridad
El chaflanado elimina los bordes afilados y las rebabas, lo que reduce significativamente el riesgo de lesiones durante la manipulación y el uso.
Instalación y montaje simplificados
Las piezas con bordes chaflanados facilitan los procesos de montaje e instalación, agilizando las operaciones.
Mayor durabilidad
Al evitar la concentración de tensiones -focalizando las tensiones en zonas específicas- el chaflanado mejora la resistencia a la fatiga de los componentes. La concentración de tensiones se refiere a la acumulación de tensiones en zonas concretas, mientras que la resistencia a la fatiga mide la resiliencia de un material frente a ciclos de tensión repetidos.
Calidad de acabado superior
Las piezas biseladas contribuyen a un acabado uniforme cuando se pintan o croman, lo que da como resultado un aspecto de alta calidad que mejora el atractivo estético general.
Mayor durabilidad
El mecanizado de materiales con rebabas o bordes afilados puede dañar rápidamente las herramientas. El chaflanado previo minimiza el desgaste de la herramienta, prolongando su durabilidad y garantizando procesos de mecanizado más eficientes.
Retos comunes y soluciones en los procesos de chaflanado
La vibración en los procesos de chaflanado
Durante el chaflanado, las vibraciones representan un problema importante. Este fenómeno, conocido como “chattering”, resulta especialmente problemático al chaflanar alrededor de agujeros utilizando una técnica de golpeo. Se observa con frecuencia cuando se ejecuta un chaflán en C con un ángulo de 45 grados, lo que provoca que la arista de la herramienta se alinee en el mismo ángulo. Esta alineación aumenta la fuerza de corte, dirigiendo la desviación hacia el diámetro de la herramienta.
En el caso de chaflanes de mayor anchura (como C2 o superior), la fuerza de corte radial se intensifica, amplificando significativamente la vibración debida a la desviación de la herramienta..

Para resolver estos problemas, se recomiendan varias soluciones:
Elección de herramientas
Opte por cuchillas con ángulos de desprendimiento y de hélice considerables y aristas de corte afiladas. De este modo se reduce la fuerza de corte radial, que es la principal causa de las vibraciones durante el chaflanado.
- Para vibraciones severas: Considere la posibilidad de emplear un escariador de mecanizado de aluminio incluso cuando trabaje con acero. Estos escariadores cuentan con ángulos de desprendimiento más grandes y un menor rectificado, lo que se traduce en una menor resistencia al corte y una supresión eficaz de las vibraciones.
Las principales fresas de chaflanado de Tungaloy, como ECC y TungQuad, tienen un diseño de arista de corte con un gran ángulo de desprendimiento optimizado para el chaflanado.
Mayor rigidez de la herramienta
Las vibraciones durante el chaflanado se producen por la resistencia radial al corte y la desviación de la herramienta debida a esta resistencia. Además, pueden producirse vibraciones de resonancia que provoquen vibraciones cuando la velocidad de rotación de la herramienta se alinea con su frecuencia natural. El empleo de herramientas de gran rigidez minimiza la desviación, eleva la frecuencia natural de la herramienta y evita la sincronización entre la velocidad de la herramienta y su frecuencia natural.
Reducción del número de aristas
A veces, la reducción del número de plaquitas en la herramienta, como la transición de 4 a 2 plaquitas (o incluso a 1 plaquita en casos específicos) para fresas con plaquita intercambiable, puede ayudar a amortiguar las vibraciones.
Reducción de la velocidad de giro
La reducción de la velocidad de giro suele resolver las vibraciones, aunque este enfoque puede afectar a la eficacia del mecanizado y a la calidad de la superficie. Equilibrar estas compensaciones y optimizar la velocidad de rotación minimiza eficazmente las vibraciones.
Reducción de la anchura del chaflán
La reducción de la anchura del chaflán resulta eficaz para frenar la desviación de la herramienta y, por consiguiente, suprimir las vibraciones. Por ejemplo, cuando se trabaja con chaflanes más grandes (C5 o superiores), el mecanizado previo de la pieza en una forma de agujero de varias etapas utilizando un taladro o una fresa de avellanado ayuda a reducir las tolerancias de mecanizado y amortigua las vibraciones durante el chaflanado.
La anchura del chaflán es desigual
La anchura del chaflán presenta irregularidades, atribuidas a la desviación de la herramienta y a la vibración, que varían en función de la zona mecanizada y de la fase del agujero. Como solución, las medidas mostradas en la sección anterior ” La vibración en los procesos de chaflanado” también son eficaces en este caso.
Gestión de virutas en procesos de mecanizado
Una gestión eficaz de las virutas es crucial para evitar que éstas se enreden, lo que podría provocar daños en la herramienta o en la pieza. Al igual que ocurre con el “Vibración en los procesos de chaflanado”, este problema suele surgir durante el mecanizado continuo, especialmente al chaflanar alrededor de agujeros.
Solución 1:
Utilizar una herramienta de chaflanado de punta intercambiable equipada con un rompevirutas para frenar la extensión de la viruta y el enmarañamiento con la herramienta..
Solución 2:
Emplee un enfoque estratégico de “mecanizado por pasos” o “mecanizado de mantenimiento” durante el proceso de mecanizado para romper las virutas de manera forzada. El “mecanizado en intervalos” implica una pausa temporal en el avance mientras el husillo de perforación sigue girando, lo que contribuye a la fragmentación de la viruta.
Explore la linea de Tungaloy TungMeister, Tungmeister, con una selección variada de herramientas de cabezal intercambiable diseñadas para operaciones precisas de chaflánado. Estas herramientas simplifican el cambio de herramientas gracias a sus cabezales intercambiables. La linea TungMeister incluye tres tipos de cabezales especializados: de taladrado central, de chaflanado trasero y de chaflanado R, ideales para tareas de chaflanado y taladrado puntual, que ofrecen versatilidad para satisfacer necesidades de mecanizado específicas.

Existen tres tipos de cabezales para chaflanado:



Cabezal de taladrado
Cabezal para mecanizado de chaflán delantero/trasero
Chaflanado R
Un chaflanador excepcionalmente versátil diseñado para adaptarse a varios tipos de chaflanes:
- Esta fresa individual permite el chaflanado de agujeros de diámetros comprendidos entre Φ5,0 y 42,0 (con un ángulo de chaflanado de 45°).
- Garantiza un chaflanado de alta calidad gracias a sus afiladas especificaciones de arista de corte.
- Su longitud de arista de corte ampliada permite el mecanizado para anchuras de chaflán mayores.
- Compatible con ángulos de chaflán de 30°, 45° y 60°.
- Las mejores aplicaciones incluyen el chaflanado mediante los métodos de taladrado y fresado.
TungQuad: una opción económica con especificaciones de cuatro esquinas, perfecta para chaflanes pequeños de hasta C2,5.
- Las plaquitas pequeñas con cuatro aristas contribuyen a la rentabilidad.
- Su diseño de arista de corte, con aristas excepcionalmente afiladas, minimiza las vibraciones y garantiza superficies mecanizadas de alta calidad.
- Disponible con rompevirutas de aluminio y diseño de arista de corte afilada.
- También puede realizar chaflanes traseros.
- Entre las aplicaciones adecuadas se incluyen el chaflanado de punzonado, el chaflanado de fresado y el chaflanado posterior.

Tungaloy recomienda DrillMeister, una herramienta de punta intercambiable dotada de un cabezal para chaflanado que mejora significativamente la eficacia.
Las brocas de punta intercambiable de DrillMeister revolucionan el mecanizado al fusionar un diseño innovador con la comodidad, lo que se traduce en una mayor precisión de mecanizado, eficiencia y rentabilidad.

Eliminación de la necesidad de afilar de nuevo y reducción de los esfuerzos de gestión de estoc.
Cambie el cabezal usado por uno nuevo sin necesidad de afilar, lo que simplifica enormemente la gestión de las herramientas.
Calidad uniforme y duradera
El uso constante de cabezales nuevos evita la disminución del rendimiento y las fluctuaciones de calidad que a menudo provocan el reafilado y el repintado. Este enfoque garantiza una mayor durabilidad de la herramienta y unos resultados de mecanizado de alta calidad.
Reducción de los defectos de las piezas
La longitud de voladizo de la herramienta y la distancia de la broca a la arista de chaflanado permanecen constantes con una broca de punta intercambiable. Esto mantiene la precisión dimensional durante el mecanizado, reduciendo significativamente el riesgo de piezas defectuosas.
Mejor control de virutas para hojas de chaflanado
El chaflanado especial de DrillMeister emplea plaquitas con rompevirutas que gestionan eficazmente las virutas durante el chaflanado, evitando el alargamiento y el enmarañamiento, mejorando así el control de viruta.
Presentación de las herramientas de taladrado especiales y su diseño
Presentamos una solución innovadora para crear planos de herramientas de perforación especializadas, que antes era un proceso que llevaba mucho tiempo.
Nuestro nuevo servicio permite crear sin esfuerzo diseños sencillos en cualquier momento y lugar.
Explore el “Sistema de diseño de herramientas de taladrado especiales”. Introduciendo los datos esenciales de la herramienta, podrá generar rápidamente esquemas sencillos que muestren las herramientas de taladrado especiales con funciones de chaflanado.
