Grundlagen der Spanbrecher — Von der Basistheorie bis zur Auswahl
Wenn man das Wort „Spanbrecher“ hört, stellen sich viele vielleicht eine Nut vor, die dazu dient, Späne zu brechen.
In der Praxis bezieht sich ein Spanbrecher jedoch auf den gesamten Satz an Schneidkantenspezifikationen, einschließlich Spanwinkel, Fase und Verrundung.
Er ist ein Schlüsselelement für die Prozessstabilität und nicht nur für die Chip control verantwortlich, sondern gleichzeitig auch für die Steuerung des Schnittwiderstands und die Sicherstellung der Schneidkantenstabilität.
Dieser Artikel erklärt systematisch alles von den Prinzipien der Spanbrecher bis hin zu Auswahlmethoden, Überlegungen nach Werkstückstoff und Fehlerbehebung.
Was Sie in diesem Artikel lernen werden
- Was ist ein Spanbrecher? — Definition als Schneidkantenspezifikation
- Warum sind Spanbrecher notwendig?
- Wann „kein Spanbrecher“ die bessere Wahl ist
- Wie Späne brechen: das Prinzip
- Was ist die ideale Spanform?
- Basiskriterien für die Auswahl eines Spanbrechers
- Unterschiede zwischen Spanbrechern für die Schlicht-, mittlere und Schruppbearbeitung
- Spanbrecher arbeiten in Kombination mit den Schnittbedingungen
- Überlegungen nach Werkstückstoff (ISO P/M/K/N/S/H)
- Prüfpunkte, wenn es nicht gut läuft
- Zusammenfassung
1. Was ist ein Spanbrecher?
Im engeren Sinne bezieht sich der Begriff Spanbrecher auf die Nut oder die hervorstehende Geometry auf der Spanfläche einer wendeschneidplatten, um den Span zu brechen.
Beim tatsächlichen Design der wendeschneidplatten bezieht sich ein Spanbrecher jedoch auf den gesamten Satz an Schneidkantenspezifikationen, der nicht nur das Spanbrechen, sondern auch die Steuerung des Schnittwiderstands und die Schneidkantenstabilität umfasst. Dieser Artikel erklärt Spanbrecher auf Basis dieser breiteren Definition.
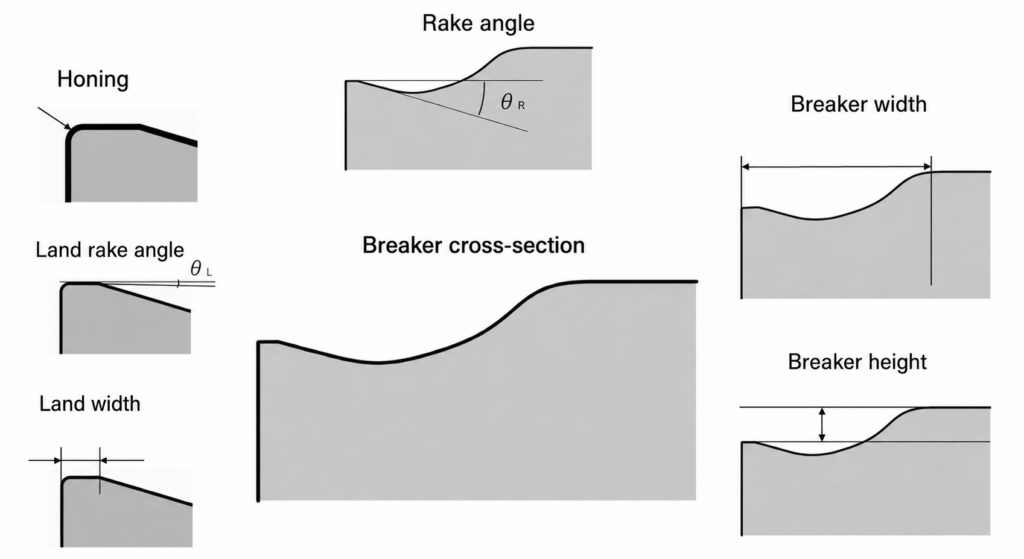
Elemente, die einen Spanbrecher ausmachen
- Brecherbreite — Nutbreite, die den Abstand bestimmt, über den sich der Span rollt
- Brecherwandhöhe — Höhe der Wand, die den Span aufnimmt und biegt
- Spanwinkel — Winkel, der die Spanflussrichtung und den Schnittwiderstand beeinflusst
- Fasenbreite — Breite des flachen Bereichs unmittelbar hinter der Schneidkante
- Fasenspanwinkel — Neigungswinkel der Fasenoberfläche.
- Honing (Schneidkantenpräparation) — Leichte Verrundung der Schneidkante
Beziehung zwischen Parameterfaktoren und ihren Auswirkungen
Die folgende Tabelle fasst zusammen, wie Änderungen an jedem Element drei Faktoren beeinflussen: „Spanbruchleistung“, „Schnittwiderstand“ und „Schneidkantenstabilität“.
| Parameterfaktor | Richtung der Änderung | Spanbruchleistung | Schnittwiderstand | Schneidkantenstabilität |
|---|---|---|---|---|
| Brecherbreite | Schmaler machen | ↑ Späne brechen leichter | ↑ Erhöht sich | – |
| Brecherwandhöhe | Höher machen | ↑ Späne brechen leichter | ↑ Erhöht sich leicht | – |
| Spanwinkel | Positiven Winkel vergrößern | ↑ Rollen leichter | ↓ Verringert sich | ↓ Verringert sich |
| Fasenbreite | Breiter machen | ↓ Verschlechtert sich leicht | ↑ Erhöht sich | ↑ Verbessert sich |
| Fasenspanwinkel | Negativen Winkel vergrößern | ↓ Verschlechtert sich leicht | ↑ Erhöht sich | ↑ Verbessert sich |
| Honing | Größer machen | ↓ Verschlechtert sich leicht | ↑ Erhöht sich | ↑ Verbessert sich |
POINT
„Einen Spanbrecher auswählen“ ist gleichbedeutend mit der Auswahl der Gesamtbalance dieser Schneidkantenspezifikationen
Spanbruchleistung, Schnittwiderstand und Schneidkantenstabilität stehen in einer Wechselbeziehung, daher ist es wichtig, die optimale Balance für das Bearbeitungsziel zu finden.
2. Warum sind Spanbrecher notwendig?
Probleme, wenn kein Spanbrecher vorhanden ist
- Lange kontinuierliche Späne → Späne wickeln sich um das Werkstück oder Werkzeug
- Gefahr von zerkratzten bearbeiteten Oberflächen und Maschinenstillstand
- Sicherheitsbedenken für den Bediener, da lange Späne scharf und gefährlich sind
- Besonders bei Automaten und kontinuierlicher Bearbeitung kann eine schlechte Spanevakuierung direkt zum Prozessstopp führen
Vorteile eines Spanbrechers
- Verbesserte Bearbeitungseffizienz — Späne werden ordnungsgemäß gebrochen und evakuiert
- Längere Werkzeugstandzeit — Verhindert abnormale Belastungen durch Spanverwicklungen
- Stabile Bearbeitungsqualität — Reduziert Spankontakt, der die Oberflächengüte beeinträchtigen kann
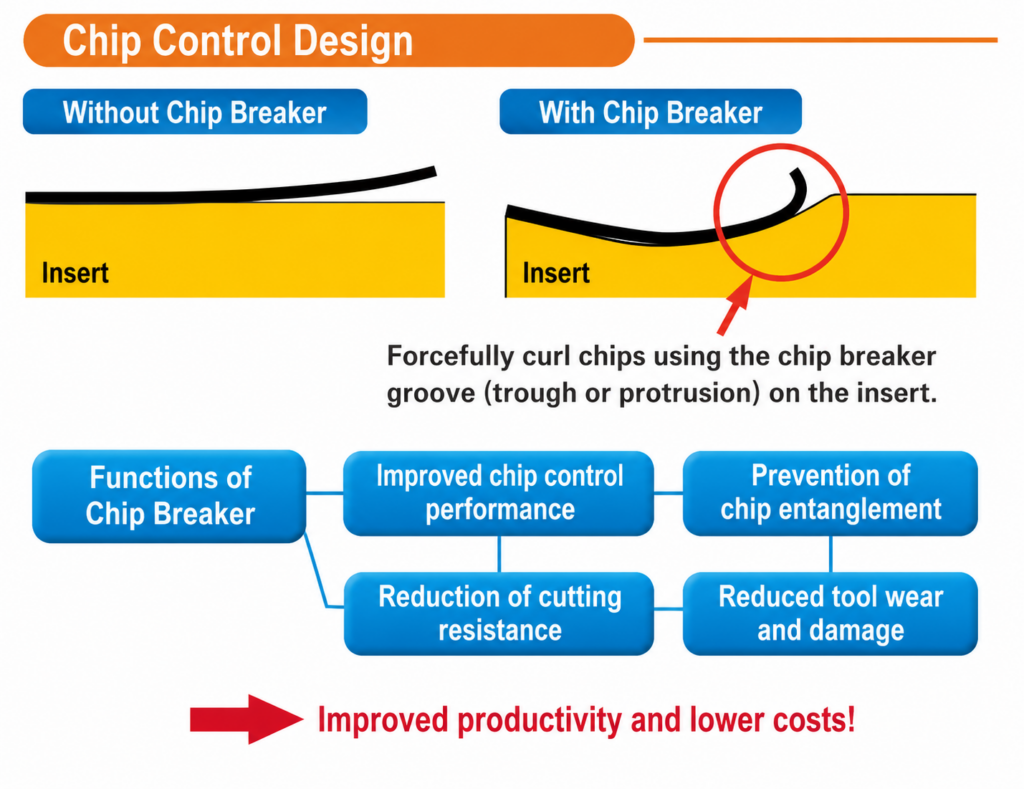
Mehr als Chip control — drei Rollen
Ein Spanbrecher ist nicht nur für die Chip control verantwortlich, sondern gleichzeitig auch für die Steuerung des Schnittwiderstands und die Sicherstellung der Schneidkantenstabilität.
- Chip control — Bricht und evakuiert Späne ordnungsgemäß durch das Design von Brecherbreite und Wandhöhe
- Schnittwiderstand — Reduziert den Widerstand durch das Design von Spanwinkel und Brecherbreite, was zur Energieeinsparung und Vibrationsunterdrückung beiträgt
- Schneidkantenstabilität — Gewährleistet die Stabilität der Schneidkante durch das Design von Fasenbreite, Fasenspanwinkel und Honing und verhindert so Bruch und abnormalen Verschleiß
POINT
Ein Spanbrecher ist ein Element, das gleichzeitig „Chip control“, „Schnittwiderstand“ und „Schneidkantenstabilität“ gestaltet
Die Auswahl eines Brechers bedeutet die Wahl der optimalen Balance dieser drei Faktoren. Nur auf die Chip control zu schauen, kann zu einer falschen Auswahl führen.
3. Wann „kein Spanbrecher“ die bessere Wahl ist
Ein Spanbrecher ist nicht „immer notwendig“, noch stimmt es, dass „je stärker er wirkt, desto besser“. Abhängig vom Bearbeitungsziel, dem Werkstückstoff und den Schnittbedingungen gibt es Fälle, in denen kein Brecher oder ein Brecher mit schwacher Bruchwirkung vorteilhafter ist.
■ Bei Auswahl einer flachen Oberseite (Flat Top)
Werkstückstoffe, deren Späne von Natur aus kurz brechen, wie Gusseisen und Messing
Da die Spanbruchfunktion des Brechers unnötig ist, kann ein Flat Top verwendet werden, um die Schneidkantenstabilität zu priorisieren.
Extrem schwere Zerspanung oder unterbrochene Zerspanung
Da eine Brechernut zu einer Schwachstelle in der Schneidkantenstabilität werden kann, kann die Wahl eines Flat Top das Bruchrisiko verringern.
■ Bei Auswahl eines Brechers mit schwacher Bruchwirkung
Wenn Sie den Schnittwiderstand verringern möchten
Ein Brecher, der den Span einschränkt, erhöht den Widerstand. Wenn ein geringer Widerstand Vorrang vor der Chip control hat, ist die Wahl eines Brechers mit schwacher Spaneinschränkung effektiv, um den Widerstand zu unterdrücken.
Wenn Sie eine exzellente Oberflächenqualität erzielen möchten
Wenn der Spanbruch betont wird, erhöht die Spaneinschränkung durch den Brecher die Spandicke, wodurch Späne entstehen, die eher die bearbeitete Wand zerkratzen. Ein Brecher mit schwacher Einschränkung kann Späne erzeugen, die die bearbeitete Oberfläche weniger wahrscheinlich beschädigen, sodass die Oberflächenqualität priorisiert werden kann.
POINT
Abhängig vom Bearbeitungsziel, dem Werkstückstoff und den Bedingungen kann auch „kein Brecher“ oder ein „schwacher Brecher“ die richtige Wahl sein
Es ist wichtig, die Annahme zu vermeiden, dass ein Brecher immer erforderlich ist, und Entscheidungen zu treffen, die auf das Bearbeitungsziel zugeschnitten sind.
4. Wie Späne brechen: das Prinzip
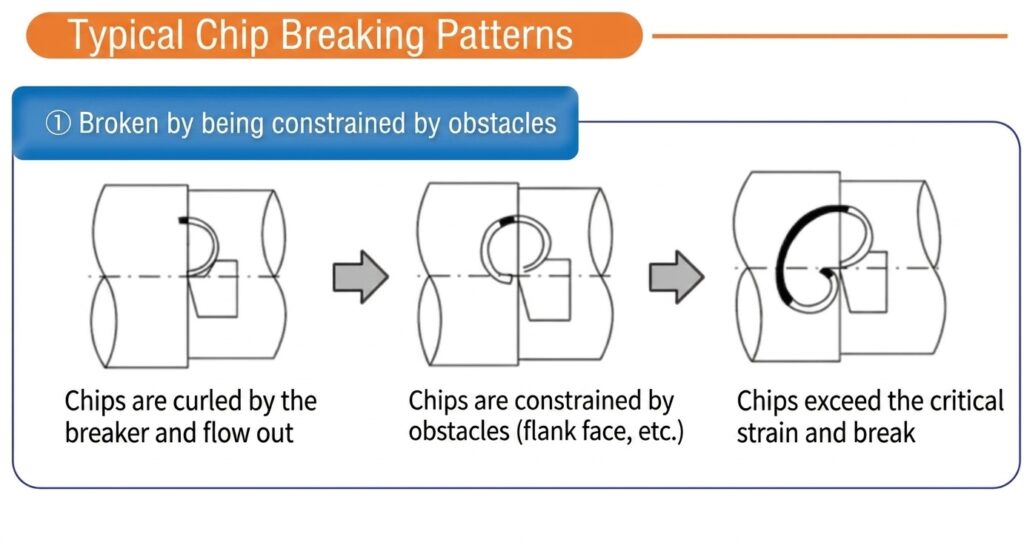
Das Prinzip, nach dem ein Spanbrecher Späne bricht, kann in den folgenden vier Schritten verstanden werden.
- Scheren und Anheben — Der Span beginnt von der Schneidkante entlang der Spanfläche zu fließen
- Rollen — Der Span wird durch die Brechergeometrie, wie Nut und Wand, gezwungen, sich stark zu rollen
- Dehnung nimmt zu — Der Rollradius wird kleiner, wodurch die Biegespannung im Inneren des Spans zunimmt
- Brechen — Der Span bricht, wenn die Dehnung seine Grenze überschreitet
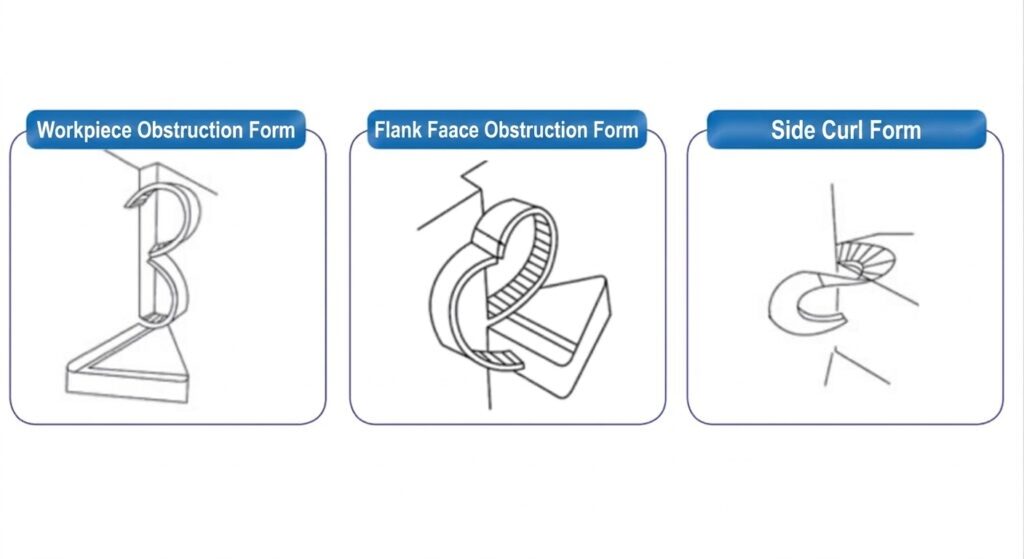
Drei Spanbruchmuster
- Brechen gegen das Werkzeug — Der gerollte Span kollidiert mit der Brecherwand oder der Wendeschneidplattenfläche und bricht
- Brechen gegen das Werkstück — Der gerollte Span trifft auf die Werkstückoberfläche und bricht
- Selbstbrechender Typ — Der Span bricht natürlich nur durch seine eigene Biegespannung
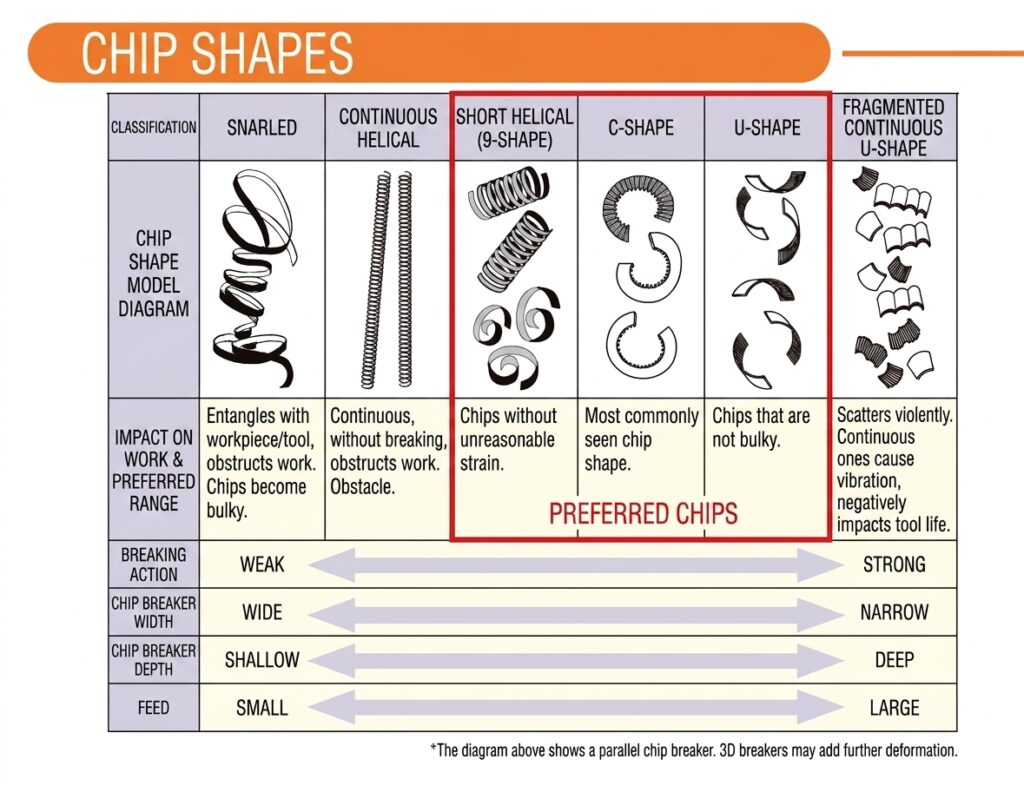
5. Was ist die ideale Spanform?
Zu wissen, „welche Art von Span gut ist“, bietet eine Grundlage für die Beurteilung der Brecherauswahl und der Bedingungsanpassung.
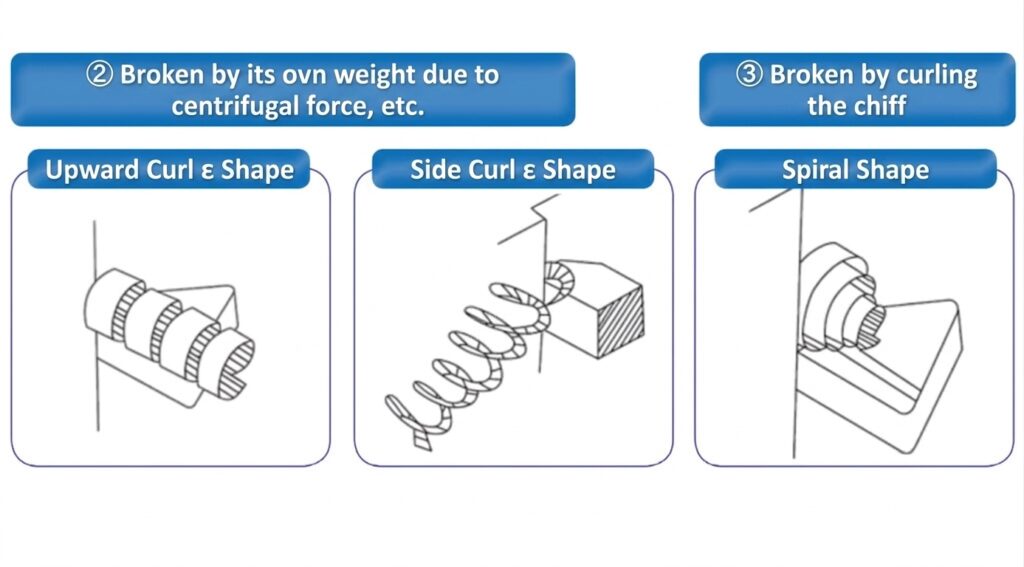
Ideale Späne
- Gewendelte Späne mit wenigen Windungen — Mäßig gerollt und natürlich gebrochen
- Mäßig gebrochene C-förmige Späne — Nicht zu kurz und nicht zu lang, leicht zu evakuieren
Unerwünschte Späne
❌ Übermäßig lange kontinuierliche Späne
Diese wickeln sich um das Werkstück oder Werkzeug und zerkratzen die bearbeitete Oberfläche. In Automaten können sie aufgrund schlechter Evakuierung zum Prozessstopp führen.
❌ Extrem feine und harte Späne
Dies deutet darauf hin, dass der Brecher den Span zu stark einschränkt. Es erhöht die Belastung der Schneidkante, was zu kürzeren Werkzeugstandzeiten und einem höheren Bruchrisiko führt.
POINT
Der ideale Span ist „nicht zu kurz, nicht zu lang und leicht zu evakuieren“
Das Ziel ist nicht einfach nur, Späne zu brechen; die Balance ist wichtig.
6. Basiskriterien für die Auswahl eines Spanbrechers
Es gibt drei wesentliche Basiskriterien, die bei der Auswahl eines Spanbrechers zu berücksichtigen sind.
① Bearbeitungsbereich
Dies bezieht sich auf die Kategorien Schlichten, mittlere Bearbeitung und Schruppen. Da sich die erforderliche Schärfe, Schneidkantenstabilität und Chip control unterscheiden, wählen Sie ein Brechersystem, das für den Bearbeitungsbereich geeignet ist.
② Werkstückstoff
Die Spanbildung variiert stark je nach Werkstückstoff, wie Stahl, Edelstahl, Gusseisen, non-ferrous metals und hitzebeständigen Legierungen. Jeder Hersteller bietet Brechersysteme an, die den ISO-Klassifizierungen (P/M/K/N/S/H) entsprechen.
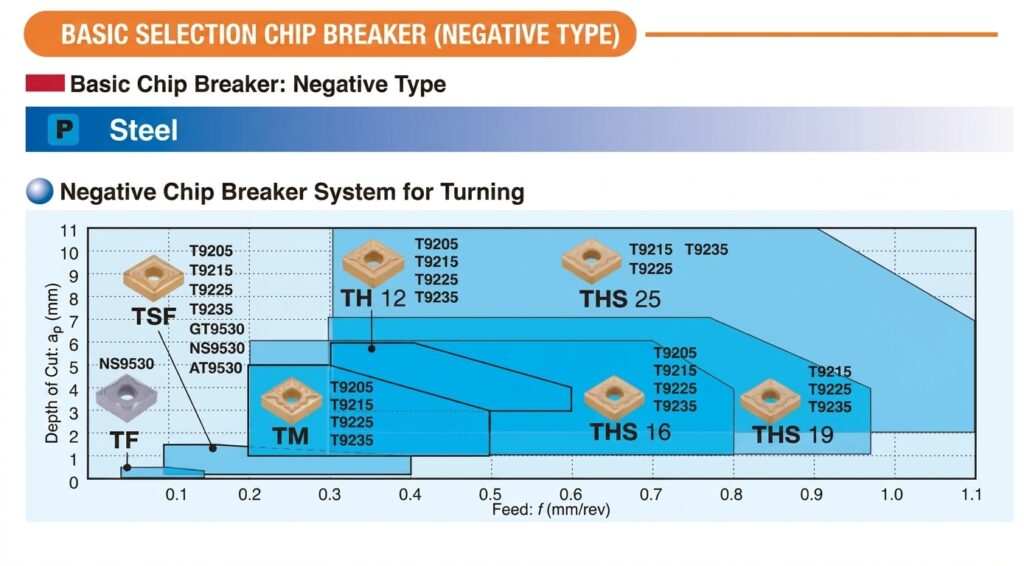
③ Schnitttiefe (ap) und Vorschub (f) Bereich
Jeder Brecher hat seinen eigenen geeigneten Bereich für Schnitttiefe und Vorschub. Verwenden Sie die in Katalogen gezeigte Spanbrecher-Auswahlkarte (ap × f), um einen Brecher auszuwählen, der zu den Bearbeitungsbedingungen passt.
POINT
Wie man eine Spanbrecher-Auswahlkarte liest
Die horizontale Achse zeigt den Vorschub (f), die vertikale Achse zeigt die Schnitttiefe (ap), und der anwendbare Bereich jedes Brechers ist als Fläche angegeben. Prüfen Sie, in welchen Bereich Ihre Bearbeitungsbedingungen fallen, und wählen Sie den entsprechenden Brecher aus.
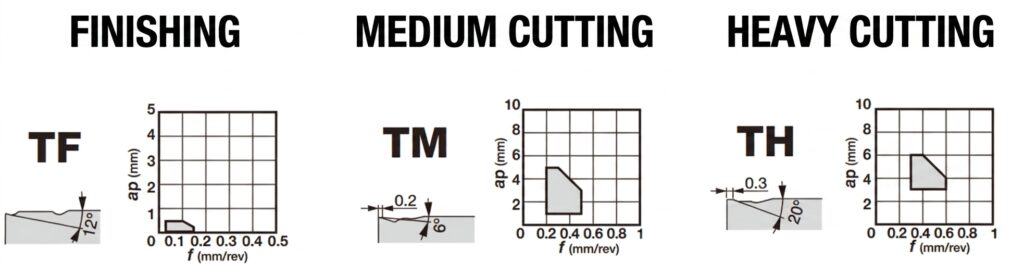
7. Unterschiede zwischen Spanbrechern für die Schlicht-, mittlere und Schruppbearbeitung
Die von einem Brecher geforderte Leistung variiert je nach Bearbeitungsbereich stark.
| Merkmal | Zum Schlichten | Für mittlere Bearbeitung | Zum Schruppen |
|---|---|---|---|
| Vorschub und Schnitttiefe | Niedriger Vorschub, geringe Schnitttiefe | Mittlerer Bereich | High feed, große Schnitttiefe |
| Schärfe | Scharf (geringer Widerstand) | Ausgewogener Typ | Stabilitätsorientiert |
| Schneidkantenstabilität | Niedriger | Mittel | Hoch |
| Oberflächenqualität | ◎ Vorteilhaft | ○ Gut | △ Nachteilig |
| Chip control | Unterstützt dünne Späne | Unterstützt einen breiten Bereich von Bedingungen | Bricht dicke Späne kraftvoll |
| Anwendungsbereich | Schmal (begrenzte Bedingungen) | Breit (erste Wahl für die Massenproduktion) | Geeignet für schwere Bearbeitung und unterbrochenen Schnitt |
Schlicht-Spanbrecher
Entwickelt mit Schwerpunkt auf Schärfe in Bereichen mit niedrigem Vorschub und geringer Schnitttiefe. Sie sind vorteilhaft für die Oberflächenqualität und halten den Schnittwiderstand niedrig. Die Schneidkantenstabilität kann jedoch unter Schruppbedingungen oder bei unterbrochenem Schnitt unzureichend sein.
Spanbrecher für die mittlere Bearbeitung
Diese sind am vielseitigsten und so konzipiert, dass sie problemlos einen breiten Bereich von Bedingungen abdecken. In Massenproduktionsstätten sind sie oft die erste Wahl; im Zweifelsfall ist es der Standardansatz, zuerst einen Brecher für die mittlere Bearbeitung auszuprobieren.
Schrupp-Spanbrecher
Robuste Designs, die große Schnitttiefen, High feed und schwere Bearbeitung unterstützen. Sie biegen Späne stark und bieten eine hohe Schneidkantenstabilität, können aber in Bezug auf geringen Widerstand und Oberflächenqualität nachteilig sein.
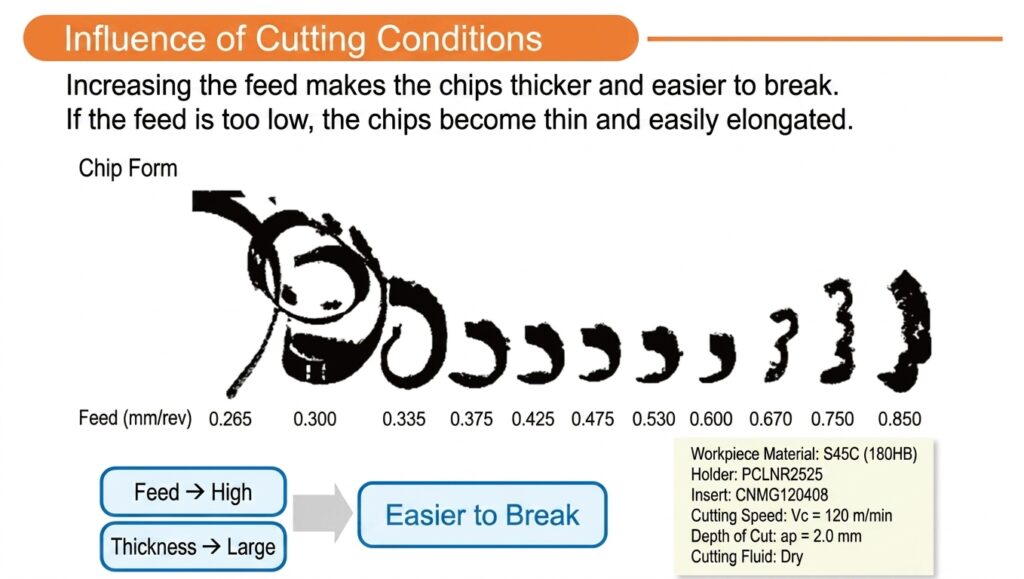
8. Spanbrecher arbeiten in Kombination mit den Schnittbedingungen
Die Auswahl des Spanbrechers wird nicht allein durch die Brechergeometrie abgeschlossen. Die Wirkungsweise ändert sich je nach Kombination mit den Bearbeitungsbedingungen.
Bearbeitungsbedingungen, die die Brecherleistung beeinflussen
- Vorschub (f) — Wenn der Vorschub zu niedrig ist, werden die Späne dünn und lassen sich nur schwer brechen. Ist er zu hoch, erhöht eine übermäßige Einschränkung die Schneidkantenbelastung.
- Schnitttiefe (ap) — Wenn sie zu gering ist, wird die Spanbreite unzureichend und der Brecher ist weniger effektiv.
- Schnitttiefe (Vc) — Im Allgemeinen wird der effektive Bereich des Brechers mit zunehmender Schnitttiefe tendenziell schmaler.
- Kühlmittel — Der effektive Bereich ändert sich je nach Vorhandensein oder Fehlen von Kühlschmierstoff und der Zuführungsmethode. Hochdruck-Kühlmittel unterstützt die Spanevakuierung und den Spanbruch.
- Halterwinkel (Einstellwinkel) — Ändert Spanflussrichtung, -dicke und -breite und beeinflusst so die Wirkungsweise des Brechers.
POINT
Die Brecherauswahl wird nicht durch den Brecher allein abgeschlossen
Sie wird durch die Kombination von Vorschub, Schnitttiefe, Geschwindigkeit und Kühlmittel bestimmt. Im Allgemeinen steigt mit zunehmender Schnitttiefe die Spantemperatur und der Span wird weicher, sodass der Vorschub- und Schnitttiefenbereich, in dem der Brecher effektiv ist, schmaler wird.
9. Überlegungen nach Werkstückstoff
Die Spanbildung unterscheidet sich je nach Art des Werkstückstoffs stark, und auch die an einen Spanbrecher gestellten Anforderungen ändern sich. Die wichtigsten Punkte für jede Materialgruppe sind unten gemäß den ISO-Werkstückstoffklassifizierungen (P/M/K/N/S/H) zusammengefasst.
ISO P Stahl (unlegierter Stahl und legierter Stahl)
- Ein repräsentativer Werkstoff, für den Brecher leicht anzuwenden sind. Unter geeigneten Bedingungen ist es relativ einfach, die Zielspanform zu erreichen.
- Im Allgemeinen ist die Chip control gut und die Schnittkraft liegt in einem stabilen Bereich.
- Kohlenstoffarmer Stahl (C<0,25 %) ist duktil und neigt zu Adhäsion, einschließlich Aufbauschneidenbildung. Eine scharfe Schneidkante und ein positiver Spanwinkel sind effektiv. Wenn die Schnitttiefe auf oder über dem Eckenradius gehalten wird, verbessert dies die Chip control.
- Bei hochlegierten Stählen und Stählen mit hoher Härte nimmt die Wärmeentwicklung zu und der effektive Bereich des Brechers wird tendenziell schmaler.
ISO M Edelstahl
- Ein repräsentativer Werkstoff, der zu langen Spänen neigt und schwer zu kontrollieren ist.
- Austenitischer Edelstahl neigt zur Kaltverfestigung, was harte Späne und Aufbauschneiden verursacht. Eine scharfe Schneidkante und eine positive Geometry werden empfohlen.
- Duplex-Edelstahl hat eine hohe Zugfestigkeit und große Schnittkräfte. Späne werden dick und hart, was die Gefahr von Spanhammering oder Schneidkantenschäden durch Spaneinschlag birgt.
- Eine Kombination aus speziellen Brechersystemen für Schlichten, mittlere Bearbeitung und Schruppen mit Hochdruck-Kühlmittel ist effektiv.
- Es ist wichtig, unter der kaltverfestigten Schicht zu schneiden und die Schnitttiefe konstant zu halten.
ISO K Gusseisen
- Gekennzeichnet durch kurze Späne, die leicht brechen; die Chip control ist im Allgemeinen gut.
- Grauguss (GCI) hat hohe Selbstbrucheigenschaften und Späne neigen dazu, kurz zu brechen. Die Beständigkeit gegen abrasiven Verschleiß ist wichtiger als die Spanbruchfunktion des Brechers.
- Sphäroguss (NCI) neigt zur Aufbauschneidenbildung, und in weichen ferritischen Güten dominiert der adhäsive Verschleiß.
- CGI (Gusseisen mit Vermikulargraphit) hat eine 2- bis 3-mal höhere Zugfestigkeit als GCI, was zu höheren Schnittkräften und Wärmeentwicklung führt.
- ADI (ausferritisches Gusseisen) reduziert die Werkzeugstandzeit im Vergleich zu NCI um 40 bis 50 %. Auf hohe dynamische Schnittkräfte muss geachtet werden.
- Negative wendeschneidplatten, die die Schneidkantenstabilität betonen, werden häufig verwendet.
ISO N non-ferrous metals (Aluminium, Kupferlegierungen usw.)
- Aluminiumlegierungen haben geringe Schnittkräfte und neigen dazu, lange Späne zu erzeugen. Wenn legiert, ist die Chip control relativ einfach.
- Reinaluminium hat eine hohe Adhäsion, was eine scharfe Schneidkante und eine hohe Schnitttiefe unerlässlich macht.
- Aluminium mit einem Si-Gehalt von 13 % oder höher ist stark abrasiv, und PKD-Werkzeuge sind effektiv.
- Kupferlegierungen wie Messing und Bronze erzeugen relativ kurze Späne. Automaten-Kupferlegierungen haben eine geringe Abhängigkeit von Brechern.
- Im Allgemeinen sind scharfe Schneidkanten und eine positive Geometry Grundvoraussetzungen. Brecher mit schwacher Bruchwirkung sind ebenfalls eine Option, wenn die Schärfe priorisiert wird.
ISO S Hitzebeständige Superlegierungen und Titan (HRSA)
Nickelbasierte Legierungen, wie Inconel
- Die Hochtemperaturfestigkeit ist hoch, und es entstehen segmentierte Späne, die schwer zu brechen sind.
- Hohe dynamische Schnittkräfte erzeugen eine starke Belastung der Schneidkante. Achten Sie auf Kerbverschleiß und Aufbauschneiden.
- Rundplatten mit großem Einstellwinkel und positiver Geometry werden empfohlen.
Titanlegierungen
- Die Wärmeleitfähigkeit ist gering, sodass sich die Schnittwärme an der Schneidkante konzentriert.
- Dünne Späne berühren einen schmalen Bereich der Spanfläche, was zu einer konzentrierten Belastung nahe der Schneidkante führt.
- Wenn die Schnitttiefe zu hoch ist, können chemische Reaktionen mit dem Werkzeugmaterial die Gefahr eines plötzlichen Bruchs bergen.
- Eine scharfe und zähe Schneidkante ist erforderlich.
Kobaltbasierte Legierungen
- Gehören zu den am schwierigsten zu bearbeitenden Werkstoffen mit hoher Heißkorrosionsbeständigkeit. Der spezifische Schnittwiderstand ist mit 2700 bis 3100 N/mm² extrem hoch.
Gemeinsame Punkte
- Die Kombination aus Hochdruck-Kühlmittel und speziellen Brechern ist unerlässlich.
- Die Chip control in Bereichen mit niedriger Geschwindigkeit und niedrigem Vorschub ist eine Herausforderung.
- Die Bearbeitbarkeit variiert stark zwischen geglühten und ausgehärteten Werkstoffen, prüfen Sie daher vor der Auswahl eines Brechers den Wärmebehandlungszustand.
ISO H Hardened steel (50 bis 68 HRc)
- Hauptsächlich in Schlichtoperationen verwendet. Der spezifische Schnittwiderstand ist mit 2550 bis 4870 N/mm² hoch, aber die Chip control ist relativ gut.
- CBN-Werkzeuge sind Mainstream, und 3D-Spanbrecher können die Chip control verbessern, einen Spanwinkel bieten und Vibrationen unterdrücken.
- Plastische Verformung durch hohe Schnitttemperatur und Beständigkeit gegen abrasiven Verschleiß sind wichtige Themen.
10. Prüfpunkte, wenn es nicht gut läuft
Die folgende Tabelle fasst typische Symptome, Hauptursachen und Gegenmaßnahmen bei spanbezogenen Problemen zusammen.
| Symptom | Hauptursachen | Gegenmaßnahmen |
|---|---|---|
| Lange Späne entstehen | Unzureichender Vorschub / unzureichende Schnitttiefe / Eckenradius zu groß / ungeeigneter Einstellwinkel | Vorschub erhöhen / Schnitttiefe erhöhen / Eckenradius verringern / Einstellwinkel überprüfen |
| Späne sind zu kurz und hart, was eine hohe Schneidkantenbelastung verursacht | Übermäßiger Vorschub / Eckenradius zu klein / Brechereinschränkung zu stark, d. h. falsche Brecherauswahl | Vorschub verringern / zu einem Brecher für High feed-Anwendungen wechseln / einen Brecher mit schwächerer Bruchwirkung in Betracht ziehen |
| Schlechte Oberflächenqualität | Späne treffen auf die Werkstückoberfläche und zerkratzen diese / Spandicke nimmt durch Brechereinschränkung zu / Aufbauschneiden | Brecher und Schnittbedingungen überprüfen / zu einem Brecher mit schwächerer Einschränkung wechseln / Schnitttiefe erhöhen, um Aufbauschneiden zu unterdrücken |
💡 Häufige Missverständnisse
| Missverständnis | Realität |
|---|---|
| Den Brecher zu wechseln, löst alles | Es wird nicht funktionieren, wenn nicht auch Vorschub, Schnitttiefe, Geschwindigkeit, Kühlmittel und Halterwinkel angemessen sind. |
| Je feiner die Späne gebrochen werden, desto besser | Wenn Späne zu fein sind, steigt die Schneidkantenbelastung, was zu kürzeren Werkzeugstandzeiten und Bruch führt. |
| Nur die Oberflächenqualität muss geprüft werden | Späne können auf die Werkstückoberfläche treffen und Kratzer verursachen. Auch die Spanform muss geprüft werden. |
Zusammenfassung — Kernpunkte für die Spanbrecherauswahl
Ein Spanbrecher ist nicht einfach nur eine „Nut, die Späne bricht“; er bezieht sich auf den gesamten Satz an Schneidkantenspezifikationen, einschließlich Spanwinkel, Fase und Verrundung. Er ist ein Schlüsselelement für die Prozessstabilität, das gleichzeitig die Chip control, den Schnittwiderstand und die Schneidkantenstabilität beeinflusst.
- Geometrieauswahl und Bedingungsoptimierung arbeiten als Set — Nur den Brecher zu wechseln, wird nicht den gewünschten Effekt erzielen, wenn die Bedingungen ungeeignet sind.
- Verwenden Sie die Spanbrecher-Auswahlkarte — Prüfen Sie den für die Bearbeitungsbedingungen geeigneten Brecher anhand von Katalogkarten nach P/M/K/N/S/H-Klassifizierung.
- Berücksichtigen Sie die Werkstückstoffeigenschaften — Da die Spanbildung je nach Material unterschiedlich ist, wählen Sie ein Brechersystem, das zum Werkstückstoff passt.
- „Keiner“ oder „schwach“ kann auch richtig sein — Abhängig vom Bearbeitungsziel kann auch ein Flat Top oder ein Brecher mit schwacher Einschränkung eine effektive Option sein.
- Spanform prüfen — Das Ideal ist eine Form, die „nicht zu kurz, nicht zu lang und leicht zu evakuieren“ ist. Beobachten Sie die Späne nach der Bearbeitung und nutzen Sie sie als Hinweise für Verbesserungen.
FAZIT
Die Auswahl des optimalen Brechers entsprechend den Werkstückstoffeigenschaften und Bearbeitungsbedingungen ist der Schlüssel zur Herstellung hochwertiger Produkte
Durch das richtige Verständnis von Spanbrechern und die Optimierung der Balance zwischen „Chip control“, „Schnittwiderstand“ und „Schneidkantenstabilität“ können sowohl Bearbeitungsqualität als auch Produktivität erreicht werden.