

Wendeschneidplatte mit 25°-Eckwinkel zum Profilieren
Die Y-Pro-Serie erweitert den Bearbeitungsbereich für das Kegelschneiden, Hinterschneiden und “V”-Stechen

Anwendungen & Eigenschaften
Anwendungen


Eigenschaften
1. Wendeschneidplatten mit einem 25°-Eckwinkel zur Erweiterung der Bearbeitungsmöglichkeiten



2. Geeignet für eine breite Palette von Bearbeitungsanwendungen

Sphärisches Profilieren

Oberflächen-Profilierung
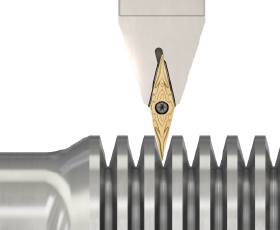
“V” Stechen

Äußere Unterschneidung
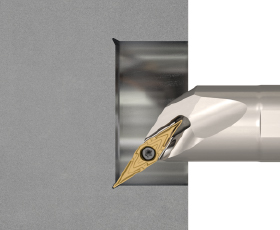
Interne Unterschneidung und Profilierung
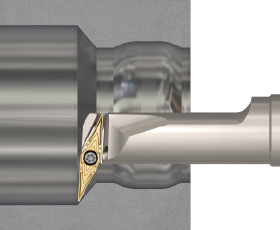
Innere Profilierung
Wendeschneidplatten & Sorten
Wendeschneidplatten
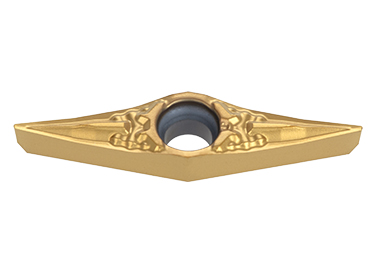
YCGT
- Positive relief angle, G class, 25 deg corner angle insert
YWMT
- Positive relief angle, M class, 25 deg corner angle insert

YNMG
- Negative relief angle, M class, 25 deg corner angle insert
Haupt-Sorten
SH7025
![]()
![]()
- Die neueste Sorte mit scharfer Schneide für die Bearbeitung kleiner Teile.
- Eine Kombination aus einer säulenförmig strukturierten TiCN-Beschichtung und einer mehrlagigen TiAlN-Beschichtung bietet eine hervorragende Oberflächenqualität und Prozesssicherheit.
T9215
![]()
![]()
![]()
- Ausgewogenes Verhältnis zwischen Verschleiß- und Bruchfestigkeit
- Die erste Wahl für Stahl
- Hohe Vielseitigkeit für eine breite Palette an Anwendungen
T6215
![]()
![]()
- Hervorragende Verschleißfestigkeit für kontinuierliche Hochgeschwindigkeits schnitte in rostfreiem Stahl
AH6225
![]()
![]()
- Erste Wahl für rostfreien Stahl
- Hervorragende Vielseitigkeit bei der Bearbeitung von rostfreiem Stahl, weist eine gute Kombination von Verschleiß- und Bruchfestigkeit auf
AH8015
![]()
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleißfestigkeit und Bruchfestigkeit
- Die erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
NS9530
![]()
![]()
- Haute résistance à la rupture
- Convient pour la finition à la coupe moyenne des aciers
Werkzeughalter


Praxis-Beispiele
Beispiel 1
| Werkstück: | Fitting |
| Material: | SUS304 / X5CrNi18-10 |
| Werkzeughalter: | JSYJ2CR1212X10 |
| Wendeschneidplatte: | YCGT100202MF-JS |
| Sorte: | SH7025 |
| Schnittbedingungen: | Vc = 85 m/min f = 0.03 mm/rev ap = 0.075 mm Anwendung: Außendrehen Kühlmittel: Nass |

Traditionally, machining the thread-end taper requires a dedicated inser t shape. YCGT performs this operation while delivering 1.75 times longer tool life.
Beispiel 2
| Werkstück: | Shaft |
| Material: | S45C / C45 |
| Werkzeughalter: | QC12-JSYJ2CR10-CHP |
| Wendeschneidplatte: | YCGT100202MF-JS |
| Sorte: | SH7025 |
| Schnittbedingungen: | Vc = 70 m/min f = 0.02 mm/rev ap = 0.3 mm Anwendung: Außendrehen Kühlmittel: Nass |

Conventionally, two different tools were required for external turning and profiling.
YCGT integrates both functions into a single tool.
Beispiel 3
| Werkstück: | Pulley |
| Material: | SCM415 |
| Werkzeughalter: | AVVNN2525M16-A |
| Wendeschneidplatte: | YNMG160404-ZM |
| Sorte: | GT9530 |
| Schnittbedingungen: | Vc = 250 m/min f = 0.5 mm/rev ap = 0.1 – 0.2 mm Anwendung: Außendrehen Kühlmittel: Nass |

Chip control was drastically inproved against conventional grooving tool. 1.25 times longer tool life achieved.
Beispiel 4
| Werkstück: | Automotive part |
| Material: | SACM645 |
| Werkzeughalter: | A16Q-SYUBR11-D200 |
| Wendeschneidplatte: | YWMT11T204-ZF |
| Sorte: | T9215 |
| Schnittbedingungen: | Vc = 100 m/min f = 0.5 mm/rev ap = 0.2 mm Application: Innendrehen Kühlmittel: Nass |

Chip control and surface finish are improved drastically when internal turning.
Standard-Schnittbedingungen
For positive insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 – 0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.05 – 0.25 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.5 – 2 | 0.05 – 0.3 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.5 – 2 | 0.05 – 0.3 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 -0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing to medium |
ZF | T6215 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.05 – 0.25 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| ZM | T6215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 0.5 – 2 | 0.05 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing to medium |
ZF | T9215 | 0.2 – 1.5 | 0.05 -0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| ZM | T9215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | ||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing to medium |
ZF | AH8015 | 0.2 – 1.5 | 0.05 -0.25 | 20 – 80 | 20 – 80 | 20 – 80 | |
| ZM | AH8015 | 0.5 – 2 | 0.05 -0.3 | 20 – 80 | 20 – 80 | 20 – 80 | ||
For negative insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.03 – 0.2 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.7 – 2 | 0.15 – 0.4 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.7 – 2 | 0.15 – 0.4 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Finishing | ZF | T6215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.03 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Finishing to medium |
ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing | ZF | T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Finishing to medium |
ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing | ZF | AH8015 | 0.2 – 1.5 | 0.03 – 0.2 | 20 – 80 | 20 – 80 | 20 – 80 | |
| Finishing to medium | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 80 | 20 – 80 | 20 – 80 | |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System