

Kühlmittelgetriebene Hochgeschwindigkeits-Kompaktspindel
Vervierfachung der Produktivität durch Spindeln, die mit hoher Geschwindigkeit und Kühlmitteldruck rotieren

Eigenschaften
1. Kühlmittelgetriebene HSM-Spindel für hohe Produktivität mit Werkzeugen mit kleinem Durchmesser auf Maschinen mit begrenzten Drehzahlen
• SpinJet nutzt die vorhandene Kühlmittelzufuhr der Werkzeugmaschine, die von einer Hochdruckpumpe als Energiequelle angetrieben wird, um eine Turbine mit hoher Geschwindigkeit zu drehen.
• Ein starker Kühlmittelstrahl sorgt für eine verlängerte Werkzeugstandzeit und Bearbeitungsstabilität.
2. Energieeinsparung
• Die Werkzeuge drehen sich nur mit Kühlmitteldruck, und die Maschinenspindel ist im Leerlauf, während SpinJet in Betrieb ist.
Hinweis: Die Hauptspindel der Maschine sollte stillstehen, während die SpinJet-Spindel auf der Maschine montiert ist.
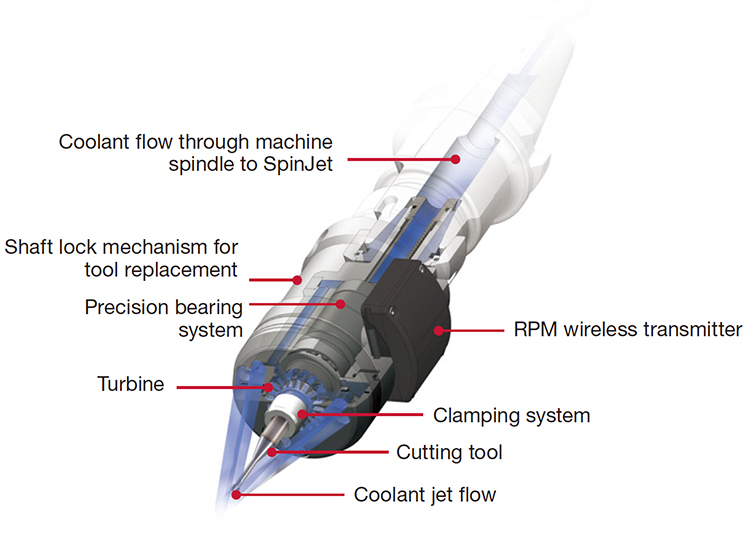
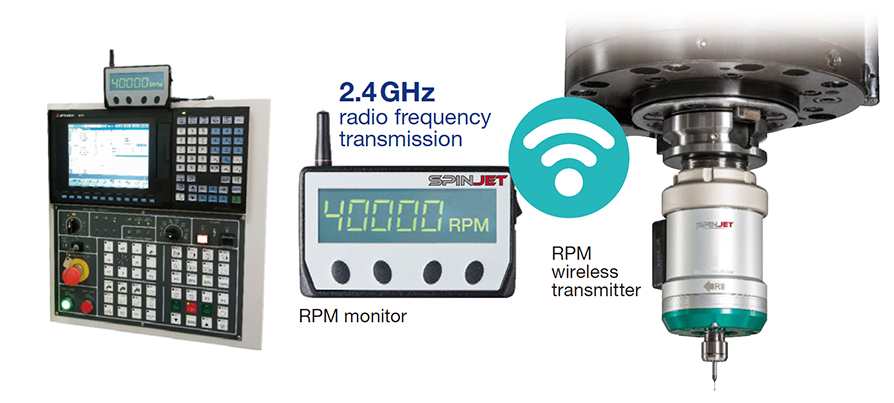
3. Drahtloses Drehzahlüberwachungssystem
• SpinJet ist mit einem Online-Drehzahlanzeige-System ausgestattet, das die tatsächliche Drehzahl des Schneidwerkzeugs während der Bearbeitung überwacht.
Halter & Zubehör


Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteile |
| Material: | SUS303 / X10CrNiS18-9 (25HRC) |
| Halter: | TJSGJETST20 |
| Schaftfräser: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Sorte: | AH750 |
| Schnittbedingungen: | Vc = 120 (m/min) n = 45,600 (RPM) fz = 0.016 (mm/Z) ap = 0.01 (mm) ae = 1 (mm) Anwendung: Stechen Kühlmittel: Nass Maschine: Vertikal M/C, BT30 |

Beispiel 2
Werkzeug- und Formenbau
| Werkstück: | Elektrode |
| Material: | C1100 |
| Halter: | TJSGJETST20 |
| Schaftfräser: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Sorte: | AH750 |
| Schnittbedingungen: | Vc = 95 (m/min) n = 40,000 (RPM) fz = 0.025 (mm/Z) ap = 0.04 (mm) ae = 0.04 (mm) Anwendung: Profilieren Kühlmittel: Nass Maschine: Vertikal M/C, BT30 |

Beispiel 3
Medizintechnik
| Werkstück: | Medizinische Geräte |
| Material: | Titan-Legierungen |
| Halter: | TJSGJETER32 |
| Schaftfräser: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Sorte: | AH750 |
| Schnittbedingungen: | Vc = 80 (m/min) n = 35,000 (RPM) fz = 0.03 (mm/Z) ap = 0.03 (mm) ae = 0.05 (mm) Anwendung: Profilieren Kühlmittel: Nass Maschine: Vertikal M/C, BT30 |

Standard-Schnittbedingungen
TJS M00
| ISO | Material des Werkstücks | Werkzeug | Anwendung | Werkzeug-Ø DC (mm) |
Kühlmitteldruck (MPa) |
Spindeldrehzahl n (min-1) |
Schnittbreite ae (mm) |
Schnitttiefe ap (mm) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|---|---|---|---|---|
 |
Legierter Stahl 35 HRC |
Bohrer | Bohren | 0.5 | 1.5 | 18,000 | – | – | 0.007 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| Kugelkopf-Fräser | Profilieren | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.05 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.08 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.1 | 0.006 | ||||
| 2 | 23,000 | – | 0.1 | 0.006 | |||||
| 3 | 31,000 | – | 0.1 | 0.006 | |||||
| 4 | 40,000 | – | 0.1 | 0.006 | |||||
| Schaftfräser | Schlitzen | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.006 | ||
| 2 | 23,000 | 1 | 0.1 | 0.006 | |||||
| 3 | 31,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 2 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 40,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 1.5 | 18,000 | 3 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 3 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 40,000 | 3 | 0.15 | 0.01 | |||||
| Schulterfräsen | 2 | 1.5 | 18,000 | 0.5 | 0.5 | 0.002 | |||
| 2 | 23,000 | 0.5 | 0.5 | 0.014 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.018 | |||||
 |
Rostfreier Stahl 180 – 250 HB |
Bohrer | Bohren | 0.5 | 1.5 | 18,000 | – | – | 0.015 |
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| Schaftfräser | Schlitzen | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.015 | ||
| 2 | 23,000 | 1 | 0.1 | 0.015 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.15 | 0.015 | ||||
| 2 | 23,000 | 2 | 0.15 | 0.015 | |||||
| 3 | 31,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.015 | |||||
| Schulterfräsen | 2 | 1.5 | 18,000 | 0.35 | 0.15 | 0.02 | |||
| 2 | 23,000 | 0.35 | 0.15 | 0.02 | |||||
| 3 | 31,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.18 | 0.025 | |||||
 |
Aluminiumlegierung 80 – 160 HB |
Bohrer | Bohren | 0.5 | 1.5 | 18,000 | – | – | 0.01 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.017 | |||||
| 4 | 40,000 | – | – | 0.018 | |||||
| Kugelkopf-Fräser | Profilieren | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.13 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.15 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.08 | 0.006 | ||||
| 2 | 23,000 | – | 0.09 | 0.006 | |||||
| 3 | 31,000 | – | 0.09 | 0.006 | |||||
| 4 | 40,000 | – | 0.15 | 0.006 | |||||
| Schaftfräser | Schlitzen | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.025 | ||
| 2 | 23,000 | 1 | 0.1 | 0.025 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.2 | 0.025 | ||||
| 2 | 23,000 | 2 | 0.2 | 0.025 | |||||
| 3 | 31,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.025 | |||||
| Schulterfräsen | 2 | 1.5 | 18,000 | 0.5 | 0.25 | 0.02 | |||
| 2 | 23,000 | 0.5 | 0.25 | 0.02 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.025 |
TJS M90
| ISO | Material des Werkstücks | Werkzeug | Anwendung | Werkzeug-Ø DC (mm) |
Kühlmitteldruck (MPa) |
Spindeldrehzahl n (min-1) |
Schnittbreite ae (mm) |
Schnitttiefe ap (mm) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|---|---|---|---|---|
|
Vorgehärteter Stahl 35 HRC |
Bohrer | Bohren | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| Kugelkopf-Fräser | Profilieren | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.05 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.08 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.1 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 | |||||
| Schaftfräser | Schlitzen | 0.5 | 2 | 35,000 | 0.5 | 0.05 | 0.006 | ||
| 3 | 44,000 | 0.5 | 0.05 | 0.006 | |||||
| 4 | 53,000 | 0.5 | 0.05 | 0.006 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.006 | ||||
| 3 | 44,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 2 | 35,000 | 2 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 53,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 2 | 35,000 | 3 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 53,000 | 3 | 0.15 | 0.01 | |||||
| Schulterfräsen | 2 | 2 | 35,000 | 0.5 | 0.5 | 0.001 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.018 | |||||
|
Rostfreier Stahl SUS316 35 HRC |
Bohrer | Bohren | 0.5 | 2 | 35,000 | – | – | 0.015 |
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 1 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| Schaftfräser | Schlitzen | 1 | 2 | 35,000 | 1 | 0.1 | 0.015 | ||
| 3 | 44,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 2 | 35,000 | 2 | 0.15 | 0.015 | ||||
| 3 | 44,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.015 | |||||
| Schulterfräsen | 2 | 2 | 35,000 | 0.35 | 0.15 | 0.02 | |||
| 3 | 44,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.18 | 0.025 | |||||
|
Aluminiumlegierung ADC12 28 HRC |
Bohrer | Bohren | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.017 | |||||
| 4 | 53,000 | – | – | 0.018 | |||||
| Kugelkopf-Fräser | Profilieren | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.13 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.15 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.09 | 0.006 | |||||
| 4 | 53,000 | – | 0.15 | 0.006 | |||||
| Schaftfräser | Schlitzen | 0.5 | 2 | 35,000 | 0.5 | 0.1 | 0.02 | ||
| 3 | 44,000 | 0.5 | 0.12 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.15 | 0.02 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.025 | ||||
| 3 | 44,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 2 | 35,000 | 2 | 0.2 | 0.025 | ||||
| 3 | 44,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.025 | |||||
| Schulterfräsen | 2 | 2 | 35,000 | 0.5 | 0.25 | 0.02 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.025 | |||||
 |
Werkzeugstahl SKD61 58 HRC |
Kugelkopf-Fräser | Profilieren | 1 | 2 | 35,000 | – | 0.05 | 0.005 |
| 3 | 44,000 | – | 0.05 | 0.005 | |||||
| 4 | 53,000 | – | 0.05 | 0.005 | |||||
| 2 | 2 | 35,000 | – | 0.07 | 0.006 | ||||
| 3 | 44,000 | – | 0.08 | 0.006 | |||||
| 4 | 53,000 | – | 0.08 | 0.006 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Kontakt zu Tungaloy in Bezug auf SpinJet
Wenn Sie Unterstützung von Tungaloy benötigen, kontaktieren Sie uns bitte über das folgende Kontaktformular

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System