

Hochgeschwindigkeits-Planfräser für die Aluminiumbearbeitung
PKD-Fräser mit hoher Anzahl und innovativen Wendeschneidplatte für eine schnelle und einfache Einstellung der Wendeschneidplatte


Anwendungen & Eigenschaften
Anwendungen

Eigenschaften
Fräser mit besonders hoher Anzahl WSP für die effiziente Bearbeitung von Aluminium
• Extrem hohe Anzahl von PKD-Schneiden.

• Sicherheitsklemmung der Wendeschneidplatten gegen Fliehkraft für Hochgeschwindigkeitsfräsen.
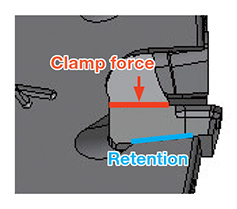
CamAdjust System
• innovative Wendeschneidplatte mit axialem Einstellmechanismus.
Wendeschneidplatten & Sorten
Wendeschneidplatten

YDEN0603PDF/SR-D
- Maximale Schnitttiefe: 4,5 mm
- Standard Wendeschneidplatte mit integriertem Spanformer
YDEN0603PDFR-BD/WD
- BD: Wendeschneidplatte zum Entgraten, WD: Wendeschneidplatte zur Oberflächenbearbeitung
- Verwendung mit Standard Wendeschneidplatten

YDEN0603PDCR-LD
- Wendeschneidplatte mit langer Schneide
- Maximale Schnitttiefe: 9,5 mm

Sorten
DX110
![]()
- Ausgezeichnete Schärfe für hohe Oberflächenqualität
- Geeignet für die Bearbeitung von Nichteisenmetallen und Nichtmetallen
Fräs-Körper


Praxis-Beispiele
Beispiel 1
Automobilindustrie
| Werkstück: | Karosserieteil |
| Material: | Aluminium-Druckguss mit hohem Druck (ADC12) |
| Fräser: | TPYD06J080B25.4R16 (ø80 mm, z = 16) |
| Wendeschneidplatte: | YDEN0603PDFR-D |
| Sorte: | DX110 |
| Schnittbedingungen: | Vc = 2011 (m/min) fz = 0.1 (mm/Z) Vf = 12800 (mm/min) ap = 4/1 (mm) ae = 5 – 20 (mm) Anwendung: Planfräsen Kühlmittel: Nass (extern) Maschine: Vertikal M/C, BT50 |

Beispiel 2
Automobilindustrie
| Werkstück: | Kurbelgehäuse |
| Material: | Aluminium-Druckguss mit hohem Druck (ADC12) |
| Fräser: | TPYD06J100B31.7R22 (ø100 mm, z = 22) |
| Insert: | YDEN0603PDFR-D |
| Sorte: | DX110 |
| Schnittbedingungen: | Vc = 3142 (m/min) fz = 0.09 (mm/Z) Vf = 20,000 (mm/min) ap = 4.5/1.5 (mm) ae = 10 – 70 (mm) Anwendung: Planfräsen Kühlmittel: Nass (Intern) Maschine: Vertikal M/C, BT40 |

Beispiel 3
Automobilindustrie
| Werkstück: | Nockengehäuse |
| Material: | Aluminium-Druckguss mit hohem Druck (ADC12) |
| Fräser: | Special TPYD06 body (ø61 mm, z = 10) |
| Wendeschneidplatte: | YDEN0603PDSR-D |
| Sorte: | DX110 |
| Schnittbedingungen: | Vc = 1916 (m/min) fz = 0.11 (mm/Z) Vf = 11400 (m/min) ap = 0.5 (mm) ae = – 5 (mm) Anwendung: Planfräsen Kühlmittel: Nass (Intern) Maschine: Vertikal M/C, BT30 |

Standard-Schnittbedingungen
| ISO | Werkstoffe des Werkstücks | Sorten | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|
| Aluminiumgußlegierung / Druckguß (Si < 13%) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| Aluminiumgußlegierung / Druckguß (Si ≥ 13%) |
DX110 | 200 – 800 | 0.05 – 0.2 | |
| Aluminium-Legierung (Serien 1000 – 7000) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| Kupferlegierung | DX110 | 200 – 500 | 0.05 – 0.2 |
- Die Werte in der obigen Liste sind Standardempfehlungen und müssen unter Berücksichtigung der Schnitttiefen und/oder der Stabilität des Werkstücks/der Maschine eventuell angepasst werden.
- Verwenden Sie Wendeschneidplatten (-WD) für bessere Oberflächenanforderungen und Entgratungsplatten (-BD), um Grate zu entfernen.
- Verwenden Sie bei der Bearbeitung von Aluminium- oder Kupferlegierungen immer die Nassbearbeitung (Emulsionskühlmittel).
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System