

Hervorragende Oberflächengüte und Wandgenauigkeit beim Schulterfräsen
Wendeschneidplatte mit großem axialen Spanwinkel sorgen für einen gleichmäßigen Schnitt beim Vorschlichten

Anwendungen & Eigenschaften
Anwendungen










Eigenschaften
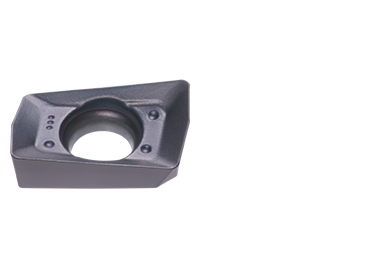
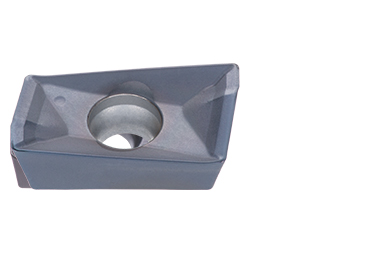
1. Wendeschneidplatten
• Spiralförmige Schneidkante für hohe Wandgenauigkeit.
• Wiper für hervorragende Oberflächengüte.
• Optimierter Spanwinkel für Schärfe und Zuverlässigkeit.
• 4 Spanbrechertypen für eine breite Palette von Anwendungen.
• Eckenradius von bis zu 3,2 mm (0,126″).
• Erhältlich mit DLC-Beschichtung und als Cermet-WSP.
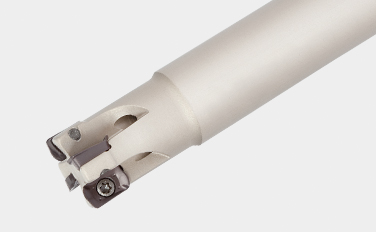
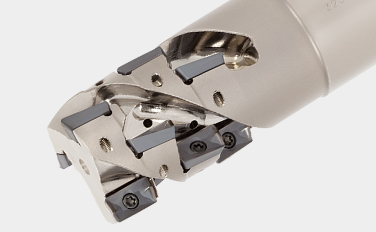
2. Fräs-Körper
• Luftlöcher für verbesserte Späneabfuhr.
• Erhältlich als Fräser mit weiter und enger Zahnung sowie mit langem Schaft.
Wendeschneidplatten & Sorten
Wendeschneidplatten
AO*T07/18
- Maximale Schnitttiefe
– AO*T07: 7 mm
– AO*T18: 16.7 mm
AS*T11
- Maximale Schnitttiefe: 10,6 mm

ASGW11
- Maximale Schnitttiefe: 4,5 mm
Haupt-Sorten
AH3225
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für Stahl und rostfreien Stahl
T1215
![]()
- Gute Balance zwischen Verschleiß- und Zerspanungsfestigkeit
- geeignet zum Fräsen von Gusseisen
DX110
![]()
- Ausgezeichnete Schärfe für hohe Oberflächenqualität
- Geeignet für die Bearbeitung von Nichteisenmetallen und Nichtmetallen
Fräs-Körper
Schaft
EPO (ø12 – ø63mm)
Hochpräzise Schulter-Fräser
- EPO07
– Werkzeugdurchmesser: ø12 – ø28 mm
– Wendeschneidplatte: AO*T07 - EPO11
– Werkzeugdurchmesser: ø12 – ø50 mm
– Wendeschneidplatte: AS*T11 / ASGW11 - EPO18
– Werkzeugdurchmesser: ø25 – ø63 mm
– Wendeschneidplatte: AO*T18
Schaft
ELS11 (ø25 – ø40mm)
Hochproduktive Schaftfräser zum Schruppen
– Wendeschneidplatte: AS*T11
Modular

HPO (ø12 – ø32mm)
Hochpräzise Schulter-Fräser (TungRec) mit TungFlex
- HPO07
– Werkzeugdurchmesser: ø12 – ø25 mm
– Wendeschneidplatte: AO*T07 - HPO11
– Werkzeugdurchmesser: ø20 – ø32 mm
– Wendeschneidplatte: AS*T11 / ASGW11
Bohrung

TPO (ø32 – ø160 mm)
Hochpräzise Schulter-Fräser
- TPO07
– Werkzeugdurchmesser: ø32 – ø50mm
– Wendeschneidplatte: AO*T07 - TPO11
– Werkzeugdurchmesser: ø40 – 100 mm
– Wendeschneidplatte: AS*T11 / ASGW11 - TPO18
– Werkzeugdurchmesser: ø40 – ø160mm
– Wendeschneidplatte: AO*T18
Bohrung

TLS11 (ø50mm)
Hochproduktive Schulter-Fräser für die Schruppbearbeitung
– Wendeschneidplatte: AS*T11
Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteile |
| Material: | SCM440 / 42CrMo4 |
| Fräser: | TPO07R040M16.0E10 (ø40, z = 10) |
| Wendeschneidplatte: | AOMT070208PDPR-MJ |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 130 (m/min) fz = 0.1 (mm/Z) Vf = 1000 (mm/min) ap = 3.0 (mm) ae = ~ 30 (mm) Anwendung: Schulterfräsen Kühlmittel: Trocken Maschine: Vertikal MC, BT40 |

Beispiel 2
Allgemeiner Maschinenbau
| Werkstück: | Kompressorteile |
| Material: | SS400 / E275A |
| Fräser: | EPS11033RSB (ø33, z = 5) |
| Wendeschneidplatte: | ASMT11T304PDPR-MJ |
| Sorte: | NS740 |
| Schnittbedingungen: | Vc = 150 (m/min) fz = 0.13 (mm/Z) Vf = 940 (mm/min) ap = 5 (mm) ae = 15 (mm) Anwendung: Schulterfräsen Kühlmittel: Trocken Maschine: Vertikal MC, BT50 |

Beispiel 3
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteile |
| Material: | SS400 / E275A |
| Fräser: | TLS11R050M22.0E04 |
| Wendeschneidplatte: | ASMT11T308PDPR-MJ |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 150 (m/min) fz = 0.17 (mm/Z) Vf = 649 (mm/min) ap = 40 (mm) ae = 5 (mm) Anwendung: Schulterfräsen Kühlmittel: Trocken Maschine: Vertikal MC, BT50 |

Standard-Schnittbedingungen
TPO07 / EPO07 / HPO07
| ISO | Material des Werkstücks | Härte HB |
Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub: fz (mm/Z) | ||
|---|---|---|---|---|---|---|---|
| MJ | HJ | AJ | |||||
| Stahl mit niedrigem Kohlenstoffgehalt S15C, usw. C15E4, usw. |
< 200 | AH725 | 90 – 200 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Stahl mit hohem Kohlenstoffgehalt und legierter Stahl S55C, SCM440, usw. C55, 42CrMo4, usw. |
200 – 300 | AH725 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Werkzeugstahl SKD11, usw. X153CrMoV12, usw. |
150 – 300 | AH725 | 80 – 120 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. |
– | AH140 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Grauguss FC250, etc. 250, usw. |
150 – 250 | AH725 | 100 – 180 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Kugelgraphitguss FCD450, etc. 450-10S, etc. |
150 – 250 | AH725 | 80 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Aluminium-Legierungen Si < 13% |
– | KS15F | 300 – 1000 | – | – | 0.08 – 0.2 | |
| Aluminium-Legierungen Si ≥ 13% |
– | KS15F | 100 – 200 | – | – | 0.08 – 0.2 | |
| Titan-Legierungen Ti-6Al-4V, etc. |
– | AH725 | 20 – 50 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| Superlegierungen Inconel 718, etc. |
– | AH725 | 20 – 35 | 0.05 – 0.08 | 0.2 – 0.6 | – | |
- Um übermäßige Spanansammlungen zu entfernen, verwenden Sie Druckluft.
- Verwenden Sie ein wasserlösliches Kühlmittel, um eine Aufbauschneide an den Schneidkanten zu vermeiden (Aluminiumbearbeitung).
- Beim Schneiden einer unterbrochenen Oberfläche oder einer Gusshaut sollte der Vorschub pro Zahn (fz) auf den niedrigeren empfohlenen Wert in der obigen Tabelle reduziert werden.
- Die Schnittbedingungen werden durch die Maschinenleistung, die Stabilität des Werkstücks und die Spindelleistung begrenzt. Wenn die Schnittbreite, -tiefe oder -überhanglänge groß ist, stellen Sie Vc und fz auf die niedrigeren empfohlenen Werte ein und überprüfen Sie die Maschinenleistung und die Vibrationen.
TPO11 / EPO11 / HPO11
| ISO | Material des Werkstücks | Härte HB |
Priorität | Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub: fz (mm/Z) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | – | |||||||
| Stahl mit niedrigem Kohlenstoffgehalt S15C, etc. C15E4, etc. |
< 200 | Erste Wahl | AH3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | ||
| < 200 | Verschleißfestigkeit | T3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | |||
| < 200 | Oberflächenqualität | NS740 | 100 – 250 | 0.05 – 0.15 | – | – | – | |||
| Stahl mit hohem Kohlenstoffgehalt, legierter Stahl S45C, SCM440, etc. C45, 42CrMo4, etc. |
200 – 300 | Erste Wahl | AH3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | ||
| 200 – 300 | Verschleißfestigkeit | T3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | |||
| 200 – 300 | Oberflächenqualität | NS740 | 100 – 200 | 0.05 – 0.12 | – | – | – | |||
| Werkzeugstahl SKD61, usw. X40CrMoV5-1, etc. |
150 – 300 | Erste Wahl | AH3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | ||
| 150 – 300 | Verschleißfestigkeit | T3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | |||
| Rostfreier Stahl SUS304, etc. X5CrNi18-9, etc. |
– | Erste Wahl | AH3225 | 80 – 200 | – | 0.08 – 0.2 | – | – | ||
| – | Verschleißfestigkeit | AH130 | 80 – 200 | – | 0.08 – 0.2 | – | – | |||
| Grauguss FC250, etc. 250, etc. |
150 – 250 | Erste Wahl | AH120 | 100 – 250 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Verschleißfestigkeit | T1215 | 100 – 250 | 0.12 – 0.2 | – | – | – | |||
| Kugelgraphitguss FCD450, etc. 400-15S, etc. |
150 – 250 | Erste Wahl | AH120 | 80 – 200 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | Verschleißfestigkeit | T1215 | 80 – 200 | 0.12 – 0.2 | – | – | – | |||
| Aluminium-Legierungen Si < 13% |
– | Erste Wahl | DS1100 | 300 – 1000 | – | – | 0.05 – 0.2 | – | ||
| – | Verschleißfestigkeit | DX110 | 500 – 2,000 | – | – | – | 0.05 – 0.2 | |||
| Aluminium-Legierungen Si ≥ 13% |
– | Erste Wahl | DS1100 | 100 – 200 | – | – | 0.05 – 0.2 | – | ||
| – | Verschleißfestigkeit | DX110 | 200 – 800 | – | – | – | 0.05 – 0.2 | |||
| Kupferlegierungen | – | Erste Wahl | KS05F | 200 – 500 | – | – | 0.05 – 0.2 | – | ||
| – | Verschleißfestigkeit | DX110 | 200 – 500 | – | – | – | 0.05 – 0.2 | |||
| Titan-Legierungen Ti-6Al-4V, etc. |
– | Erste Wahl | AH130 | 20 – 60 | 0.08 – 0.13 | – | – | – | ||
| – | Bruchfestigkeit | AH3225 | 20 – 60 | 0.08 – 0.13 | – | – | – | |||
| Superlegierungen Inconel718, etc. |
– | Erste Wahl | AH725 | 20 – 40 | 0.08 – 0.13 | – | – | – | ||
| – | Bruchfestigkeit | AH130 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| – | Verschleißfestigkeit | AH120 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| Gehärtet Stahl |
SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Erste Wahl | AH725 | 45 – 70 | 0.04 – 0.08 | – | – | – | |
| SKD11, etc. X153CrMoV12, etc. |
50- 60 HRC | Erste Wahl | AH725 | 40 – 65 | 0.04 – 0.06 | – | – | – | ||
TLS11 / ELS11
| ISO | Material des Werkstücks | Härte HB |
Priorität | Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub: fz (mm/Z) | ||
|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | ||||||
| Stahl mit niedrigem Kohlenstoffgehalt S15C, usw. C15E4, usw. |
< 200 | Erste Wahl | AH3225 | 100 – 250 | 0.10 – 0.18 | – | – | |
| < 200 | Verschleißfestigkeit | T3225 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Stahl mit hohem Kohlenstoffgehalt, legierter Stahl S45C, SCM440, usw. C45, 42CrMo4, usw. |
200 – 300 | Erste Wahl | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 200 – 300 | Verschleißfestigkeit | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Werkzeugstahl SKD61, usw. X40CrMoV5-1, usw. |
150 – 300 | Erste Wahl | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 150 – 300 | Verschleißfestigkeit | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. |
– | Erste Wahl | AH3225 | 100 – 150 | – | 0.08 – 0.15 | – | |
| – | Verschleißfestigkeit | AH130 | 100 – 150 | – | 0.08 – 0.15 | – | ||
| Grauguss FC250, etc. 250, usw. |
150 – 250 | Erste Wahl | AH120 | 100 – 250 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Verschleißfestigkeit | T1215 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| Kugelgraphitguss FCD450, etc. 400-15S, etc. |
150 – 250 | Erste Wahl | AH120 | 80 – 200 | 0.10 – 0.18 | – | – | |
| 150 – 250 | Verschleißfestigkeit | T1215 | 80 – 200 | 0.10 – 0.18 | – | – | ||
| Aluminium-Legierungen Si < 13% |
– | Erste Wahl | DS1100 | 200 – 500 | – | – | 0.05 – 0.18 | |
| Aluminium-Legierungen Si ≥ 13% |
– | Erste Wahl | DS1100 | 100 – 200 | – | – | 0.05 – 0.18 | |
| Titan-Legierungen Ti-6AI-4V, etc. |
– | Erste Wahl | AH130 | 20 – 60 | – | 0.08 – 0.14 | – | |
| – | Bruchfestigkeit | AH3225 | 20 – 60 | – | 0.08 – 0.14 | – | ||
| Superlegierungen Inconel718, etc. |
– | Erste Wahl | AH725 | 20 – 40 | 0.06 – 0.12 | – | – | |
| – | Verschleißfestigkeit | AH130 | 20 – 40 | 0.06 – 0.12 | – | – | ||
| – | Verschleißfestigkeit | AH3225 | 20 – 40 | 0.06 – 0.12 | – | – | ||
- Um übermäßige Spanansammlungen zu entfernen, verwenden Sie Druckluft.
- Verwenden Sie ein wasserlösliches Kühlmittel, um eine Aufbauschneide an den Schneidkanten zu vermeiden (Aluminiumbearbeitung).
- Beim Schneiden einer unterbrochenen Oberfläche oder einer Gusshaut sollte der Vorschub pro Zahn (fz) auf den niedrigeren empfohlenen Wert in der obigen Tabelle reduziert werden.
- Die Schnittbedingungen werden durch die Maschinenleistung, die Stabilität des Werkstücks und die Spindelleistung begrenzt. Wenn die Schnittbreite, -tiefe oder -überhanglänge groß ist, stellen Sie Vc und fz auf die niedrigeren empfohlenen Werte ein und überprüfen Sie die Maschinenleistung und die Vibrationen.
TPO18 / EPO18
| ISO | Material des Werkstücks | Brinell-Härte HB | Priorität | Schnittgeschw. Vc (m/min) | fz (mm/Z) | |
|---|---|---|---|---|---|---|
| MJ | AJ | |||||
| Stahl mit niedrigem Kohlenstoffgehalt S15C, usw. C15E4, usw. | – 200 | AH725 | 100 – 250 | 0.08 – 0.25 | – | |
| Hochkohlenstoffhaltiger und legierter Stahl S55C, SCM440, etc. C55, 42CrMo4, etc. | 200 – 300 | AH725 | 100 – 230 | 0.08 – 0.2 | – | |
| Werkzeugstahl SKD11, usw. X153CrMoV12, usw. | 150 – 300 | AH725 | 100 – 180 | 0.08 – 0.2 | – | |
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. | – | AH140 | 90 – 200 | 0.08 – 0.2 | – | |
| Grauguss FC250, etc. 250, usw. | 150 – 250 | AH725 | 140 – 250 | 0.08 – 0.25 | – | |
| Kugelgraphitguss FCD450, etc. 450-10S, etc. | 150 – 250 | AH725 | 110 – 200 | 0.08 – 0.25 | – | |
| Aluminium-Legierungen Si < 13% | – | KS15F | 300 – 1000 | – | 0.05 – 0.25 | |
| Aluminium-Legierungen Si ≥ 13% | – | KS15F | 100 – 200 | – | 0.05 – 0.25 | |
| Titan-Legierungen Ti-6AI-4V, etc. | – | AH725 | 20 – 60 | 0.08 – 0.18 | – | |
| Superlegierungen Inconel718, usw. | – | AH725 | 20 – 40 | 0.08 – 0.15 | – | |
- Um übermäßige Spanansammlungen zu entfernen, verwenden Sie Druckluft.
- Verwenden Sie ein wasserlösliches Kühlmittel, um eine Aufbauschneide an den Schneidkanten zu vermeiden (Aluminiumbearbeitung).
- Beim Schneiden einer unterbrochenen Oberfläche oder einer Gusshaut sollte der Vorschub pro Zahn (fz) auf den niedrigeren empfohlenen Wert in der obigen Tabelle reduziert werden.
- Die Schnittbedingungen werden durch die Maschinenleistung, die Stabilität des Werkstücks und die Spindelleistung begrenzt. Wenn die Schnittbreite, -tiefe oder -überhanglänge groß ist, stellen Sie Vc und fz auf die niedrigeren empfohlenen Werte ein und überprüfen Sie die Maschinenleistung und die Vibrationen.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.