

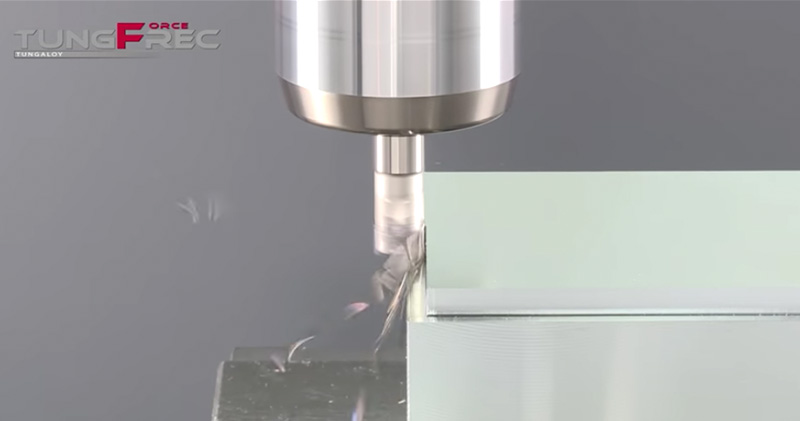
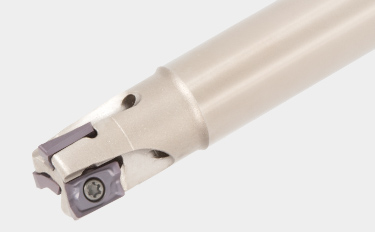
Vielseitiger Schulterfräser mit einzigartigem V-förmigem Wendeplattensitz für maximale Produktivität
TungForce-Rec, eine neue Miniatur-Schulterfräser-Baureihe, verfügt über ein einzigartiges Spannsystem, das eine außergewöhnliche Stabilität bei der Bearbeitung kleiner Taschen und Nuten bietet

Anwendungen & Eigenschaften
Anwendungen








Eigenschaften
1. Stabile Konstruktion des Fräskörpers
- Das V-förmige Design der Wendeschneidplatten ermöglicht es, dass der Fräser einen dicken Kern und eine stabilen Plattensitz hat.
- Gewährleistet eine hohe Produktivität und Stabilität.

2. Extrem sichere Klemmung der Wendeschneidplatten
- Das V-förmige Design verhindert eine Bewegung der Wendeplatte während der Bearbeitung.
- Verhindert einen vorzeitigen Verschleiß der Wendeschneidplatte und bietet gleichzeitig Stabilität bei der Bearbeitung.

3. Scharfe und starke Schneide für erhöhte Produktivität
– Hohe Produktivität und Stabilität werden durch das einzigartige Design der Schneide erreicht.
Ein großer Spanwinkel und eine stumpfe Flankenfläche sorgen für eine geringe Schnittkraft und einen hohe Sicherheit gegen Ausbrüche.

Ein großer Spanwinkel sorgt für eine geringe Schnittkraft, aber eine kleine Querschnittsfläche führt zu Ausbrüchen an der Kante.

Wendeschneidplatten & Sorten
Wendeschneidplatten
AV*T04
- Maximale Schnitttiefe: 4 mm
- Einzigartige V-förmige Wendeplatte für hochpräzises Schulterfräsen
AV*T06
- Maximale Schnitttiefe: 6 mm
- Einzigartige V-förmige Wendeplatte für hochpräzises Schulterfräsen

AV*T12
- Maximale Schnitttiefe: 11.5 mm
- Einzigartige V-förmige Wendeplatte für hochpräzises Schulterfräsen

AV*T18
- Maximale Schnitttiefe: 4.5 mm
AV*T18
- Maximale Schnitttiefe: 16.5 mm
- Einzigartige V-förmige Wendeplatte für hochpräzises Schulterfräsen
Haupt-Sorten
AH120
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für die Bearbeitung von Stahl, rostfreiem Stahl und Gusseisen unter allgemeinen Zerspanungsbedingungen
AH3135
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
AH3225
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für Stahl und rostfreien Stahl
Fräs-Körper



Praxis-Beispiele
Beispiel 1
| Werkstück: | Maschinenteile |
| Material: | SUS304 / X5CrNiMo18-9 |
| Fräser: | EPAV04M008C08.0R02 (ø8 mm, z=2) |
| Wendeschneidplatte: | AVMT040204PPER-MM |
| Sorte: | AH3225 |
| Schnittbedingungen: | Vc = 150 (m/min) fz = 0.08 (mm/Z) Vf = 895 (mm/min) ap = 1.429 (mm) ae = 8 (mm) Anwendung: Schlitzen Kühlmittel: Druckluft Maschine: Vertical M/C, BT50 |

Beispiel 2
| Werkstück: | Maschinenteile |
| Material: | SS400 / E275A |
| Fräser: | EPAV06M014C12.0R03 (ø14 mm, z=3) |
| Wendeschneidplatte: | AVGT060302PBER-MJ |
| Sorte: | AH3225 |
| Schnittbedingungen: | Vc = 264 (m/min) fz = 0.125 (mm/Z) Vf = 1,500 (mm/min) ap = 6 (mm) ae = 3 (mm) Anwendung: Schulterfräsen Kühlmittel: Nass (extern) Maschine: Vertical M/C, BT40 |

Beispiel 3
| Werkstück: | Maschinenteile |
| Material: | Aluminiumguss |
| Fräser: | TPAV12M050B22.0R12 (ø50 mm, z = 12) |
| Wendeschneidplatte: | AVGT120408PDFR-AM |
| Sorte: | KS05F |
| Schnittbedingungen: | Vc = 950 (m/min) fz = 0.15 (mm/Z) Vf = 11,000 (mm/min) ap = 6(mm) ae = 35 (mm) Anwendung: Planfräsen Kühlmittel: Nass (extern) Maschine: Vertical M/C, BT50 |

Standard-Schnittbedingungen
TungForce-Fec 04
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorte | Schnittgeschw. Vc (m/min) | Zahnvorschub fz (mm/Z) | |
|---|---|---|---|---|---|---|---|
 |
Stahl mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15E, C15E4, E275A, usw. |
– 200 HB | Erste Wahl | AH3225 | 100 – 300 | 0.05 – 0.12 | |
| Kohlenstoffstahl und legierter Stahl S55C, SCM440, usw. C55, 42CrMo4, usw. |
– 300 HB | Erste Wahl | AH3225 | 100 – 250 | 0.05 – 0.12 | ||
| Vorgehärteter Stahl NAK80, PX5, usw. |
30 – 40 HRC | Erste Wahl | AH3225 | 100 – 200 | 0.05 – 0.1 | ||
 |
Rostfreier Stahl SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
– | Erste Wahl | AH3225 | 80 – 180 | 0.05 – 0.1 | |
 |
Grauguss FC250, FC300, usw. GG25, GG30, usw. 250, 300, usw. |
150 – 250 HB | Erste Wahl | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Kugelgraphitguss FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Erste Wahl | AH120 | 100 – 250 | 0.05 – 0.12 | ||
 |
Titan-Legierungen Ti-6AI-4V, usw. |
– | Erste Wahl | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Superlegierungen Inconel 718, usw. |
– | Erste Wahl | AH120 | 20 – 40 | 0.04 – 0.07 | ||
 |
Gehärteter Stahl | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Erste Wahl | AH120 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Erste Wahl | AH120 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Fec 06
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|
|---|---|---|---|---|---|---|---|
|
Stahl mit niedrigem Kohlenstoffgehalt (S15C / C15E / C15E4, SS400 / E275A, usw.) |
– 200 HB | Erste Wahl | AH3225 | 100 – 430 | 0.04 – 0.12 | |
| Kohlenstoffstahl und legierter Stahl (S55C / C55, SCM440 / 42CrMo4, usw.) |
– 300 HB | Erste Wahl | AH3225 | 100 – 350 | 0.04 – 0.12 | ||
| Vorgehärteter Stahl (NAK80, PX5, usw.) |
30 – 40 HRC | Erste Wahl | AH3225 | 100 – 230 | 0.04 – 0.12 | ||
|
Rostfreier Stahl (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, usw.) |
– | Erste Wahl | AH3135 | 80 – 220 | 0.04 – 0.1 | |
|
Grauguss (FC250 / GG25 / 250, FC300 / GG30 / 300, usw.) |
150 – 250 HB | Erste Wahl | AH120 | 100 – 330 | 0.04 – 0.12 | |
| Kugrlgraphitguss (FCD400, FCD600 / GGG60 / 600-3, etc.) |
150 – 250 HB | Erste Wahl | AH120 | 100 – 240 | 0.04 – 0.12 | ||
 |
Aluminium-Legierungen (Si < 13%) | – | Erste Wahl | DS2005, KS05F | 300 – 1000 | 0.04 – 0.12 | |
| Aluminium-Legierungen (Si ≥ 13%) | – | Erste Wahl | DS2005, KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
Titan-Legierungen (Ti-6AI-4V, etc.) | – | Erste Wahl | AH130 | 20 – 90 | 0.04 – 0.1 | |
| Superlegierungen(Inconel718, etc.) | – | Erste Wahl | AH130 | 20 – 65 | 0.04 – 0.09 | ||
|
Gehärteter Stahl | (SKD61 / X40CrMoV5-1, etc.) |
40 – 50 HRC | Erste Wahl | AH120 | 50 – 70 | 0.04 – 0.08 |
| (SKD11 / X153CrMoV12, etc.) |
50 – 60 HRC | Erste Wahl | AH120 | 40 – 65 | 0.04 – 0.06 | ||
TungForce-Fec 12
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Stahl mit niedrigem Kohlenstoffgehalt S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | Erste Wahl | AH3225 | 100 – 300 | 0.06 – 0.22 | |
| – 200 HB | Verschleißfestigkeit | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Kohlenstoffstahl und legierter Stahl S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | Erste Wahl | AH3225 | 100 – 250 | 0.06 – 0.22 | ||
| – 300 HB | Verschleißfestigkeit | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Vorgehärteter Stahl NAK80, PX5, etc. |
30 – 40 HRC | Erste Wahl | AH3225 | 100 – 200 | 0.06 – 0.22 | ||
| 30 – 40 HRC | Verschleißfestigkeit | T3225 | 200 – 400 | 0.06 – 0.15 | |||
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | Erste Wahl | AH3225 | 80 – 180 | 0.07 – 0.2 | |
|
Grauguss FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | Erste Wahl | AH120, AH8015 | 100 – 300 | 0.05 – 0.18 | |
| 150 – 250 HB | Verschleißfestigkeit | T1215 | 200 – 400 | 0.05 – 0.12 | |||
| Kugelgraphitguss FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Erste Wahl | AH120, AH8015 | 100 – 250 | 0.05 – 0.18 | ||
| 150 – 250 HB | Verschleißfestigkeit | T1215 | 150 – 300 | 0.05 – 0.12 | |||
|
Aluminium-Legierungen (Si < 13%) | – | Erste Wahl | DS2005, KS05F | 300 – 1,500 | 0.05 – 0.32 | |
| – | Verschleißfestigkeit | DX160 | 500 – 2,000 | 0.05 – 0.2 | |||
| Aluminium-Legierungen (Si ≥ 13%) | – | Erste Wahl | DS2005, KS05F | 100 – 200 | 0.05 – 0.32 | ||
| – | Verschleißfestigkeit | DX160 | 200 – 800 | 0.05 – 0.2 | |||
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | Erste Wahl | AH3225, AH8015 | 20 – 60 | 0.04 – 0.15 | |
| Superlegierungen Inconel 718, etc. |
– 40 HRC | Erste Wahl | AH120, AH8015 | 20 – 40 | 0.04 – 0.15 | ||
|
Gehärteter Stahl | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Erste Wahl | AH120, AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Erste Wahl | AH120, AH8015 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Rec 18
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorte | Schnittgeschw. Vc (m/min) |
Zahnvorschub: fz (mm/Z) | |||
|---|---|---|---|---|---|---|---|---|---|
| MM | MT | AM | |||||||
|
Stahl mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15E, C15E4, E275A, usw. |
– 200 HB | Erste Wahl | AH3225 | 100 – 300 | 0.06 – 0.22 | 0.07 – 0.28 | – | |
| Kohlenstoffstahl und legierter Stahl S55C, SCM440, usw. C55, 42CrMo4, usw. |
– 300 HB | Erste Wahl | AH3225 | 100 – 250 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
| Vorgehärteter Stahl NAK80, PX5, usw. |
30 – 40 HRC | Erste Wahl | AH3225 | 100 – 200 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | Erste Wahl | AH3225 | 80 – 180 | 0.07 – 0.2 | 0.07 – 0.25 | – | |
|
Grauguss FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | Erste Wahl | AH8015 | 100 – 300 | 0.05 – 0.22 | 0.06 – 0.28 | – | |
| 150 – 250 HB | Verschleißfestigkeit | T1215 | 200 – 400 | 0.05 – 0.18 | – | – | |||
| Kugelgraphitguss FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | Erste Wahl | AH8015 | 100 – 250 | 0.05 – 0.22 | 0.06 – 0.28 | – | ||
| 150 – 250 HB | Verschleißfestigkeit | T1215 | 150 – 300 | 0.05 – 0.18 | – | – | |||
|
Aluminium-Legierungen Si < 13% |
– | Erste Wahl | DS2005 KS05F |
300 – 1500 | – | – | 0.05 – 0.32 | |
| Aluminium-Legierungen Si ≥ 13% |
– | Erste Wahl | DS2005 KS05F |
100 – 200 | – | – | 0.05 – 0.32 | ||
|
Titan-Legierungen Ti-6Al-4V, etc. |
– | Erste Wahl | AH8015 | 20 – 60 | 0.04 – 0.15 | – | – | |
| Superlegierungen Inconel 718, etc. |
– | Erste Wahl | AH8015 | 20 – 40 | 0.04 – 0.15 | 0.05 – 0.18 | – | ||
|
Gehärteter Stahl | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | Erste Wahl | AH8015 | 50 – 150 | 0.04 – 0.07 | 0.05 – 0.1 | – |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | Erste Wahl | AH8015 | 40 – 70 | 0.04 – 0.07 | 0.05 – 0.1 | – | ||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System