

Schulterfräser für die Hochgeschwindigkeitsbearbeitung von Aluminium und Nichteisenwerkstoffen
Der V-förmige Plattensitz sichert die Wendeschneidplatte auf dem Fräser und unterstützt die Hochgeschwindigkeitsbearbeitung sowie die Helix-Bearbeitung

Anwendungen & Eigenschaften
Anwendungen









Eigenschaften
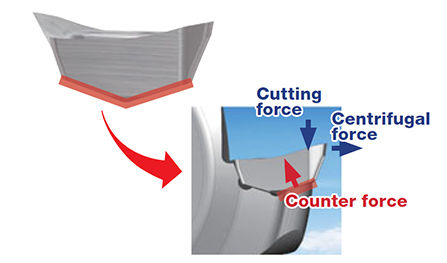
1. Sichere, stabile Wendeschneidplatten-Klemmung mit einzigartigem V-förmigem Plattensitz
Die V-Form bietet eine Gegenkraft gegen die Schneid- und Fliehkraft.
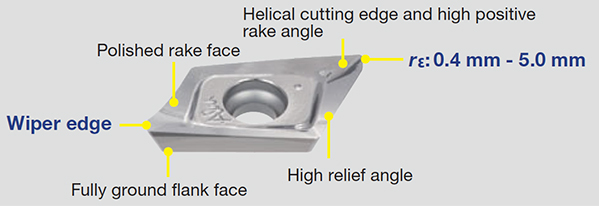
2. Ausgezeichnete Schneidengeometrie für die Aluminiumbearbeitung
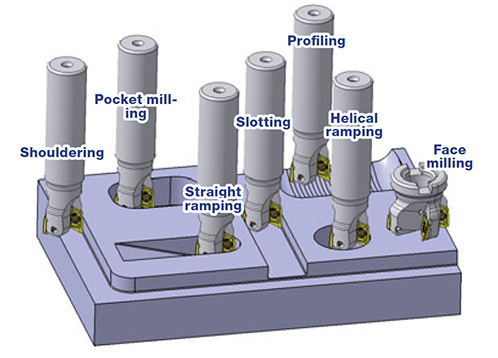
3. Einsetzbar für eine breite Palette von Bearbeitungen
Wendeschneidplatten & Sorten
Wendeschneidplatten

XVCT16-AM
- Maximale Schnitttiefe: 16 mm (abhängig vom Eckenradius)
- Scharfe Kanten mit polierten Spanflächen für Aluminiumlegierungen
- XVCT-AM Wendeschneidplatten können sowohl in TPXV/EPXV- als auch in TPV/EPV-Fräsern montiert werden
Sorten
Fräs-Körper



Praxis-Beispiele
Beispiel 1
Luft- und Raumfahrtindustrie
| Werkstück: | Flugzeugteil |
| Material: | A7050 / AlZn5.5MgCu |
| Fräser: | EPXV16M032C32.0R03 (DC = 32 mm, CICT = 3) |
| Wendeschneidplatte: | XVCT160530PEFR-AM |
| Sorte: | TH10 |
| Schnittbedingungen: | Vc = 950 (m/min) fz = 0.14 (mm/t) ap = 2.5 (mm) ae = 18 (mm) Anwendung: Taschenfräsen Kühlmittel: Nass Maschine: Vertikal M/C, BT50 |

Standard-Schnittbedingungen
| ISO | Workpiece material | Hardness (HB) |
Grade | Chip breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool dia: Dc (mm), Number of revolutions: n (min-1), Feed speed: Vf (mm/min), Depth of cut: ap = 2.0 mm, Number of inserts: CICT | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø25 | ø32 | ø40 | ø50 | ø63 | ø80 | ø100 | ø125 | |||||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 4 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 7 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||
| Aluminium alloy | 60 | DS2015, TH10 | AM | 300 – 3000 | 0.15 – 0.35 | 19,100 | 9,600 | 14,900 | 11,200 | 11,900 | 8,900 | 9,500 | 9,500 | 7,600 | 9,500 | 6,000 | 7,500 | 4,800 | 7,200 | 3,800 | 6,700 | |
| Vc = 1500m/min, fz = 0.25 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 200 – 2000 | 0.1 – 0.25 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | ||
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si ≦ 13%) |
75 | DS2015, TH10 | AM | 200 – 2000 | 0.15 – 0.3 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | |
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| 90 | DS2015, TH10 | AM | 200 – 1500 | 0.1 – 0.25 | 10,200 | 3,100 | 8,000 | 3,600 | 6,400 | 2,900 | 5,100 | 3,100 | 4,000 | 3,000 | 3,200 | 2,400 | 2,500 | 2,300 | 2,000 | 2,100 | ||
| Vc = 800m/min, fz = 0.15 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si > 13%) |
130 | DS2015, TH10 | AM | 200 – 1000 | 0.07 – 0.15 | 7,600 | 1,500 | 6,000 | 1,800 | 4,800 | 1,400 | 3,800 | 1,500 | 3,000 | 1,500 | 2,400 | 1,200 | 1,900 | 1,100 | 1,500 | 1,100 | |
| Vc = 600m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys (Pb > 1%) |
110 | DS2015, TH10 | AM | 200 – 800 | 0.07 – 0.15 | 6,400 | 1,300 | 5,000 | 1,500 | 4,000 | 1,200 | 3,200 | 1,300 | 2,500 | 1,300 | 2,000 | 1,000 | 1,600 | 1,000 | 1,300 | 900 | |
| Vc = 500m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys | 90 | DS2015, TH10 | AM | 300 – 1000 | 0.1 – 0.15 | 7,600 | 1,800 | 6,000 | 2,200 | 4,800 | 1,700 | 3,800 | 1,800 | 3,000 | 1,800 | 2,400 | 1,400 | 1,900 | 1,400 | 1,500 | 1,300 | |
| Vc = 600m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 300 – 800 | 0.1 – 0.15 | 6,400 | 1,500 | 5,000 | 1,800 | 4,000 | 1,400 | 3,200 | 1,500 | 2,500 | 1,500 | 2,000 | 1,200 | 1,600 | 1,200 | 1,300 | 1,100 | ||
| Vc = 500m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Duroplastics, fiber plastics | – | DS2015, TH10 | AM | 100 – 500 | 0.1 – 0.15 | 3,800 | 900 | 3,000 | 1,100 | 2,400 | 900 | 1,900 | 900 | 1,500 | 900 | 1,200 | 700 | 1,000 | 700 | 800 | 700 | |
| Vc = 300m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Hard rubber | – | DS2015, TH10 | AM | 100 – 300 | 0.1 – 0.15 | 2,500 | 600 | 2,000 | 700 | 1,600 | 600 | 1,300 | 600 | 1,000 | 600 | 800 | 500 | 600 | 400 | 500 | 400 | |
| Vc = 200m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System